一种减震器自动装配设备的制作方法
本发明涉及自动装配,尤其是一种减震器自动装配设备。
背景技术:
1、减震器(absorber),减震器是用来抑制弹簧吸震后反弹时的震荡及来自路面的冲击。广泛用于汽车,为加速车架与车身振动的衰减,以改善汽车的行驶平顺性。
2、在经过不平路面时,虽然吸震弹簧可以过滤路面的震动,但弹簧自身还会有往复运动,而减震器就是用来抑制这种弹簧跳跃的。减震器太软,车身就会上下跳跃,减震器太硬就会带来太大的阻力,妨碍弹簧正常工作。在关于悬挂系统的改装过程中,硬的减震器要与硬的弹簧相搭配,而弹簧的硬度又与车重息息相关,因此较重的车一般采用较硬的减震器。
3、然而,现有技术中生产减震器任然采用皮带输送和/或周转车运输至人工工位,再通过人工装配的形式进行量产,这样存在生产效率低、人工成本高,且产品装配质量过于依赖工人的操作水平,装配成品的差异化较大,严重影响产品质量。
技术实现思路
1、为解决上述现有技术问题,本发明提供了一种减震器自动装配设备。
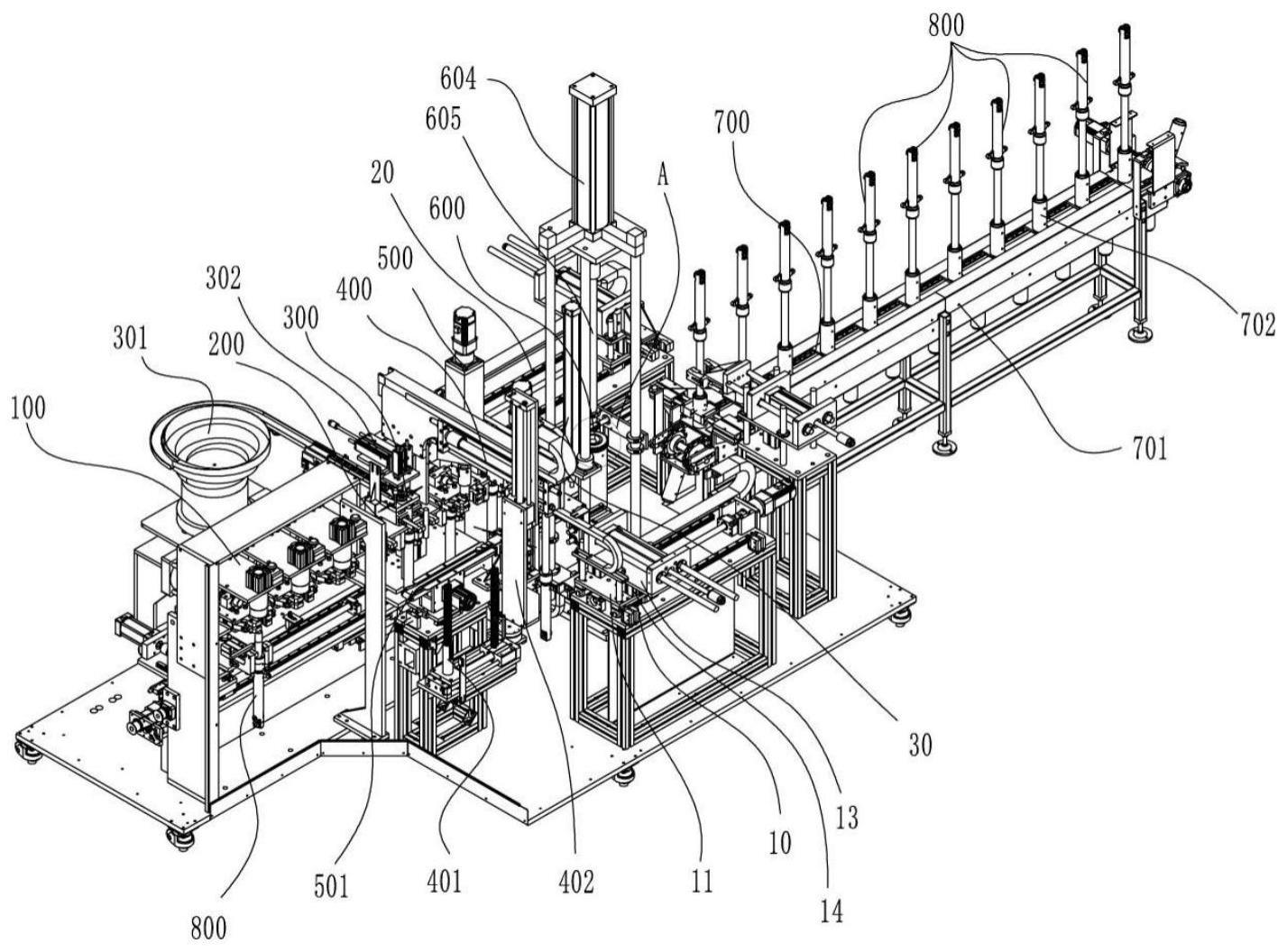
2、本发明的技术方案:一种减震器自动装配设备,其中,所述减震器具有管体和活塞杆,本装配线包括:
3、漏气检测工位,用于对减震器的活塞杆进行充气,并通过检测气压来判断减震器是否漏气;
4、注油工位,用于对减震器进行自动注油;
5、防尘圈装入工位,用于将防尘圈套设在活塞杆上;
6、弹簧装入工位,用于将弹簧装入活塞杆内;
7、闷头盖安装工位,用于将闷头盖装入活塞杆端部并拧紧;
8、防尘圈压紧工位,用于将防尘圈压入活塞杆与管体之间固定;
9、所述漏气检测工位、注油工位、防尘圈装入工位、弹簧装入工位、闷头盖安装工位、防尘圈压紧工位沿物料输送方向依次布置。
10、进一步的,所述漏气检测工位包括:充气爪,所述充气爪后方设有充气缸,所述充气缸能够控制充气爪开合;所述充气爪上方设有充气部件,当减震器固定在充气爪上时,所述充气部件向下运动给减震器充气。
11、进一步的,所述注油工位设有注油管,所述注油管下方设有移动线轨,所述移动线轨上设有滑座一,所述滑座一底部设有动力部件,能使滑座一在移动线轨上左右移动;所述滑座一上设有注油机械手,所述注油机械手能够将漏气检测工位上的减震器取下运输到注油管处与之连接;
12、所述滑座一后方设有滑座二,所述滑座二与移动线轨滑动连接,所述滑座二底部设有驱动部件,能控制滑座二在移动线轨上移动,所述滑座二上设有三工位机械手,所述三工位机械手用于同时夹持相邻三个工位的减震器向后方工位输送。
13、进一步的,所述防尘圈装入工位外侧设有振动盘,所述振动盘用于装载并输送防尘圈,所述振动输出端上方设有防尘圈机械手,所述防尘圈机械手能够将振动盘输出的防尘圈抓取,并套设在防尘圈装入工位上的减震器的活塞杆上。
14、进一步的,所述弹簧装入工位一侧设有弹簧上料座,所述弹簧上料座上方设有弹簧机械手,所述弹簧机械手能够将弹簧上料座内的弹簧抓取并移动至弹簧装入工位的减震器处,并将弹簧装入活塞杆内。
15、进一步的,所述闷头盖安装工位一侧设有闷头盖上料带,所述闷头盖上料带为均有运输能力的皮带机结构,所述闷头盖上料带一端设有定位部,所述定位部用于对闷头盖上料带输出的闷头盖进行定位,所述定位部上方设有闷头盖机械手,所述闷头盖机械手能够将移动到定位部处的闷头盖抓取并移动至闷头盖安装工位处的减震器的活塞杆上,将闷头盖拧入活塞杆内。
16、进一步的,所述闷头盖安装工位之后设有总长检测工位,所述总长检测工位具有总长检测装置,所述总长检测装置包括:固定端,所述固定端用于固定运输到该工位的减震器的活塞杆,所述固定端下方设有升降检测机构,所述升降检测机构包括:升降座,所述升降座内设有升降丝杆,所述升降丝杆上设有升降滑块,所述升降滑块与升降座滑动连接,所述升降座上端设有与升降丝杆连接的升降电机,用于驱动升降滑块在上下移动,所述升降滑块上设有连接板,所述连接板上设有压力传感器,工作时,控制压力传感器抵在减震器下端并向上移动,用于检测其安装总长,同时测试其弹力。
17、进一步的,所述防尘圈压紧工位包括:固定筒,所述固定筒内设有与活塞杆相对应的固定孔,所述固定孔上部设有锥面;
18、所述固定筒上方设有压紧机构,所述压紧机构包括:压紧气缸和压紧杆,所述压紧气缸下端连接有压紧杆,工作时,将减震器的活塞杆装入固定孔中,再通过压紧杆挤压管体端部,将防尘圈压紧固定;
19、所述防尘圈压紧工位一侧设有放料机构,所述放料机构用于将减震器从总长检测工位取下,旋转180°再移动到固定筒上方,并放入防尘圈压紧工位的固定孔中;
20、所述放料机构包括:固定台,所述固定台上滑动连接有滑座三,所述滑座三上方设有升降台,所述滑座三与升降台之间设有顶升气缸,所述升降台上设有伸出气缸,所述伸出气缸前端依次设有旋转气缸和气动夹爪。
21、进一步的,所述固定筒一侧设有托举机构,所述托举机构包括:托举气缸,所述托举气缸下端连接有托板,所述固定筒上设有顶升槽,所述顶升槽与固定孔连通;所述托板穿过顶升槽伸入固定孔中。
22、进一步的,还包括运输工位,所述运输工位设于防尘圈压紧工位后方,所述运输工位包括:链条传输机构,所述链条传输机构的链条上均匀间隔的设有运输筒,所述运输筒用于插装减震器的活塞杆;
23、所述运输工位一侧设有装料机构,所述装料机构设有装料机械手,所述装料机械手将压好防尘圈的减震器从固定筒中取出,转移到运输工位处,并再装入运输筒中,通过链条带动运输筒向外运输。
24、本发明的有益效果体现在,相对于传统的减震器流水线,本发明的减震器自动装配设备能够实现减震器的自动组装作业,提高了生产效率,降低了人力成本,且产品质量也得到了保证。
技术特征:
1.一种减震器自动装配设备,所述减震器具有管体和活塞杆,其特征在于,所述自动装配设备包括:
2.根据权利要求1所述的一种减震器自动装配设备,其特征在于:所述漏气检测工位包括:充气爪,所述充气爪后方设有充气缸,所述充气缸能够控制充气爪开合;所述充气爪上方设有充气部件,当减震器固定在充气爪上时,所述充气部件向下运动给减震器充气。
3.根据权利要求1所述的一种减震器自动装配设备,其特征在于:所述注油工位设有注油管,所述注油管下方设有移动线轨,所述移动线轨上设有滑座一,所述滑座一底部设有动力部件,能使滑座一在移动线轨上左右移动;所述滑座一上设有注油机械手,所述注油机械手能够将漏气检测工位上的减震器取下运输到注油管处与之连接;
4.根据权利要求1所述的一种减震器自动装配设备,其特征在于:所述防尘圈装入工位外侧设有振动盘,所述振动盘用于装载并输送防尘圈,所述振动输出端上方设有防尘圈机械手,所述防尘圈机械手能够将振动盘输出的防尘圈抓取,并套设在防尘圈装入工位上的减震器的活塞杆上。
5.根据权利要求1所述的一种减震器自动装配设备,其特征在于:所述弹簧装入工位一侧设有弹簧上料座,所述弹簧上料座上方设有弹簧机械手,所述弹簧机械手能够将弹簧上料座内的弹簧抓取并移动至弹簧装入工位的减震器处,并将弹簧装入活塞杆内。
6.根据权利要求1所述的一种减震器自动装配设备,其特征在于:所述闷头盖安装工位一侧设有闷头盖上料带,所述闷头盖上料带为有运输能力的皮带机结构,所述闷头盖上料带一端设有定位部,所述定位部用于对闷头盖上料带输出的闷头盖进行定位,所述定位部上方设有闷头盖机械手,所述闷头盖机械手能够将移动到定位部处的闷头盖抓取并移动至闷头盖安装工位处的减震器的活塞杆上,将闷头盖拧入活塞杆内。
7.根据权利要求1所述的一种减震器自动装配设备,其特征在于:所述闷头盖安装工位之后设有总长检测工位,所述总长检测工位具有总长检测装置,所述总长检测装置包括:固定端,所述固定端用于固定运输到该工位的减震器的活塞杆,所述固定端下方设有升降检测机构,所述升降检测机构包括:升降座,所述升降座内设有升降丝杆,所述升降丝杆上设有升降滑块,所述升降滑块与升降座滑动连接,所述升降座上端设有与升降丝杆连接的升降电机,用于驱动升降滑块在上下移动,所述升降滑块上设有连接板,所述连接板上设有压力传感器,工作时,控制压力传感器抵在减震器下端并向上移动,用于检测其安装总长,同时测试其阻尼。
8.根据权利要求1所述的一种减震器自动装配设备,其特征在于:所述防尘圈压紧工位包括:固定筒,所述固定筒内设有与活塞杆相对应的固定孔,所述固定孔上部设有锥面;
9.根据权利要求8所述的一种减震器自动装配设备,其特征在于:所述固定筒一侧设有托举机构,所述托举机构包括:托举气缸,所述托举气缸下端连接有托板,所述固定筒上设有顶升槽,所述顶升槽与固定孔连通;所述托板穿过顶升槽伸入固定孔中。
10.根据权利要求1所述的一种减震器自动装配设备,其特征在于:还包括运输工位,所述运输工位设于防尘圈压紧工位后方,所述运输工位包括:链条传输机构,所述链条传输机构的链条上均匀间隔的设有运输筒,所述运输筒用于插装减震器的活塞杆;
技术总结
本发明涉及自动装配技术领域,具体是一种减震器自动装配设备,包括:漏气检测工位,用于对减震器的活塞杆进行充气;注油工位,用于对减震器进行自动注油;防尘圈装入工位,用于将防尘圈套设在活塞杆上;弹簧装入工位,用于将弹簧装入活塞杆内;闷头盖安装工位,用于将闷头盖装入活塞杆端部并拧紧;防尘圈压紧工位,用于将防尘圈压入活塞杆与管体之间固定;所述漏气检测工位、注油工位、防尘圈装入工位、弹簧装入工位、闷头盖安装工位、防尘圈压紧工位沿物料输送方向依次布置;相对于传统的减震器流水线,本发明的减震器自动装配设备能够实现减震器的自动组装作业,提高了生产效率,降低了人力成本,且产品质量也得到了保证。
技术研发人员:刘波
受保护的技术使用者:四川中志融创科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!