一种空调零部件的紧固控制方法、系统和装置与流程
本发明涉及空调零部件的生产制造,特别是一种空调零部件的紧固控制方法、系统和装置。
背景技术:
1、传统的空调零部件紧固技术在校准力矩时,需人工查阅工艺标准完成校验工作,且在进行零部件紧固时,电批的启动缺少防错防呆措施,考虑到大量人为因素的存在,传统的空调零部件紧固技术容易产生力矩校准不准确、零部件漏装的问题。空调需紧固的零部件数量多且杂,且每个零部件校准时的标准值也不同,现有技术是人工通过查找工艺标准,手动输入到力矩校准仪中,从而完成力矩的校准工作,存在力矩校准时标准值输入不准确的问题。在实际生产过程中,电批的启动缺少防错防呆,也就是说电批只要通电后便可直接启动,由于生产节拍与人为因素等不可控因素的存在,十分容易造成零部件的漏装,产生严重的售后问题。
技术实现思路
1、针对上述矩校准不准确、零部件漏装的问题,本发明提供一种空调零部件的紧固控制方法、系统和装置,利用消息对列的方式实现mes系统与力矩校准模块以及力矩结果判断模块之间的力矩标准信息传输,保证了校准相应零部件的力矩时其标准信息是准确的,同时,节省了员工大量的时间,提高了生产效率。
2、为实现上述目的,本发明选用如下技术方案:一种空调零部件的紧固控制方法,包括如下步骤:
3、以消息队列分别接收待紧固机型的力矩标准信息和扫描力矩资产编码获取的力矩参数;
4、通过力矩标准信息对力矩参数进行校验,生成校验信息以确定力矩参数与零部件之间的映射关系;
5、获取零部件的条码标识以消息队列输入力矩启动模块用于启动电批,根据条码标识确定零部件及其建立映射关系的力矩参数以使所述电批执行相应紧固操作,并输出力矩执行结果。
6、作为本发明的进一步改进,还包括如下步骤:
7、以消息队列接收所述力矩标准信息;
8、根据所述力矩标准信息对所述力矩执行结果进行判定,包括:
9、若判定结果为合格,则返回获取新的零部件的条码标识步骤以执行新的零部件紧固操作;
10、若判定结果为不合格,则控制生产线停止工作且弹窗等待选择:当选择重新执行一次选项,则控制电批以当前力矩参数重新启动执行相应紧固操作;当选择下线选项,则控制生产线继续工作以执行下一个新的零部件紧固。
11、作为本发明的进一步改进,所述以消息队列分别接收待紧固机型的力矩标准信息,包括:
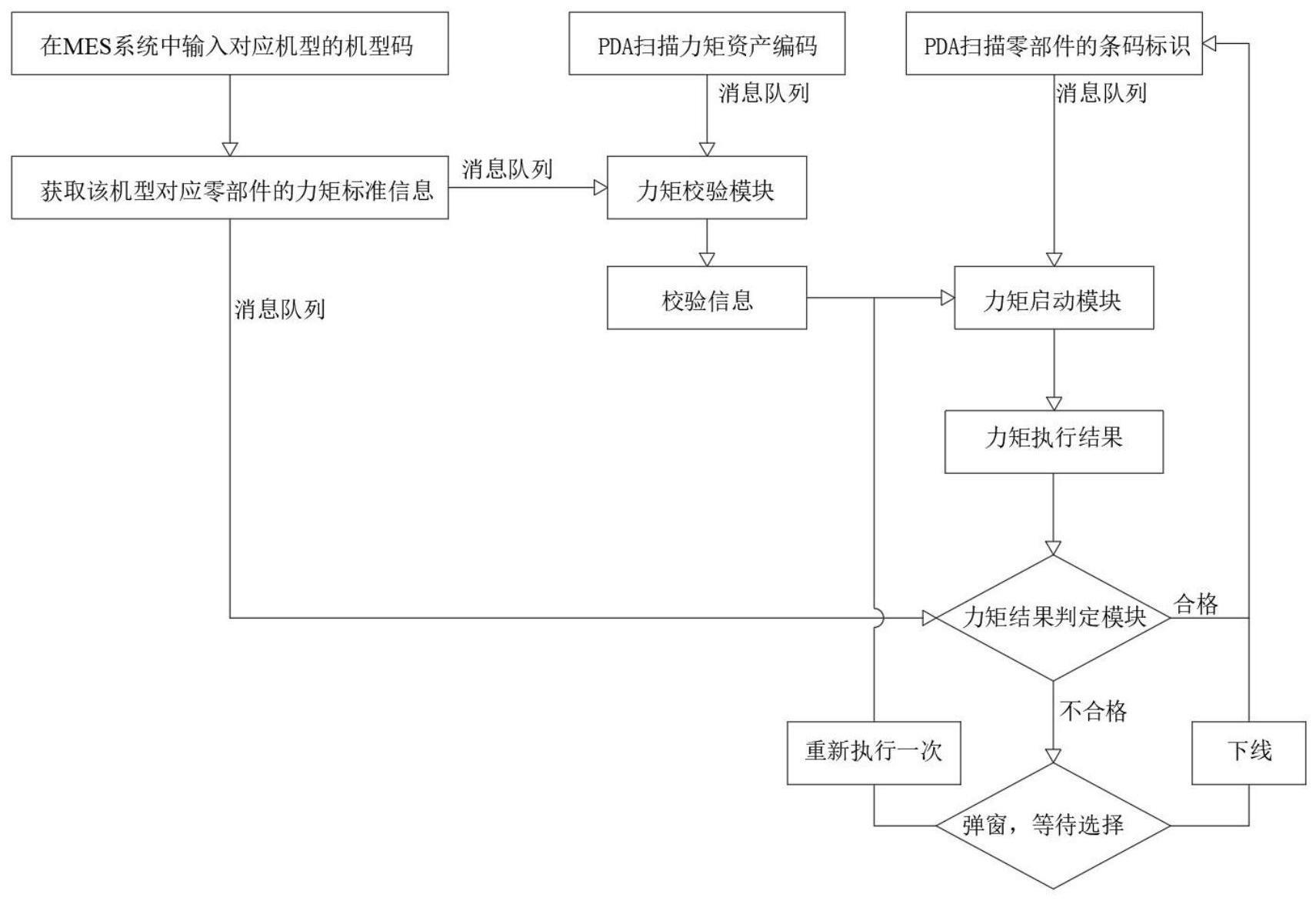
12、当首次使用或生产线处于切换机型的状态时,在mes系统中输入对应机型的机型码;
13、根据所述机型码获取该机型对应零部件的力矩标准信息,所述力矩标准信息包括:对应机型的机型码、扭力的最大值、扭力的最小值;
14、mes系统通过消息队列将所述力矩标准信息传输给力矩校验模块和力矩结果判定模块。
15、作为本发明的进一步改进,所述紧固控制方法还包括:
16、采用pda扫描力矩资产编码,通过力矩资产编码记载的编码信息获取力矩参数;
17、以消息队列的方式传输至力矩校验模块,且按照力矩标准信息对力矩参数进行校验;
18、生成校验信息,所述校验信息包括对应机型的机型码、扭力的最大值、扭力的最小值、力矩资产编码、与之对应零部件之间的映射关系;
19、将校验信息传输至力矩启动模块。
20、作为本发明的进一步改进,所述紧固控制方法还包括:
21、采用pda扫描待紧固零部件的条码标识;
22、以消息队列的方式传输至力矩启动模块;
23、根据所述条码标识匹配相应映射关系的力矩参数;
24、控制电批根据力矩参数对待紧固零部件进行紧固操作。
25、作为本发明的进一步改进,所述紧固控制方法还包括:所述力矩结果判定模块以力矩标准信息对力矩执行结果判定,每次合格和/或不合格的判定结果数据自动保存在本地,再通过实时的消息队列传输至mes系统。
26、另一方面,本发明选用如下技术方案:一种空调零部件的紧固控制系统,包括:
27、mes系统,用于输入对应机型的机型码以获取该机型对应零部件的力矩标准信息,并通过消息队列向力矩校验模块和力矩结果判定模块传输;
28、力矩校验模块,用于接收通过pda扫描获取的力矩参数且以力矩标准信息对所述力矩参数进行校验,生成校验信息;
29、力矩启动模块,用于接收pda扫描零部件的条码标识以启动电批根据力矩参数对零部件执行紧固操作,并输出力矩执行结果。
30、作为本发明的进一步改进,还包括:
31、力矩结果判定模块,用于根据力矩标准信息对力矩执行结果进行判定得到合格或不合格判定结果,若判定结果为合格,则返回获取新的零部件的条码标识步骤以执行新的零部件紧固操作;若判定结果为不合格,则控制生产线停止且弹窗等待选择:当选择重新执行一次选项,则控制电批以当前力矩参数重新启动执行相应紧固操作;当选择下线选项,则控制生产线继续工作执行下一个新的零部件紧固。
32、作为本发明的进一步改进,还包括:
33、力矩控制模块,用于根据所述力矩结果判定模块输出为不合格判定结果时控制三色灯报警,且通过io口发送信号给plc控制生产线停止工作;
34、还用于接收用户根据弹窗选择对应选项,控制三色灯复位,且控制电批重新执行一次紧固操作或通过io口发送信号给plc控制生产线继续工作。
35、另一方面,本发明选用如下技术方案:一种空调零部件的紧固控制装置,包括存储器和处理器,所述处理器通过调用所述存储器中存储的控制程序,以执行如上述的一种空调零部件的紧固控制方法。
36、相较于现有技术,本发明具有以下有益效果:
37、本发明通过在mes系统中输入对应机型的机型码,便可查找到相应零部件的力矩标准信息,从而获取到该机型对应零部件的机型码、扭力的最大值、扭力的最小值,通过消息队列的方式直接传输至力矩校验模块和力矩结果判定模块,保证了校准相应零部件的力矩时其标准值是准确的,解决传统人工查找工艺标准后手动输入到力矩校准仪中完成校准工作所存在的费时费工且不准确问题,节省了员工大量的时间,提高了生产效率。
38、本发明采用pda将获取到的零部件条码标识通过消息队列的方式传输给力矩启动模块,将电批与零部件条码标识联系起来,力矩启动模块在接收到零部件条码标识后才会启动电批并执行相应的零部件紧固操作,有效地解决了零部件容易漏装的问题,提高了生产效率。
技术特征:
1.一种空调零部件的紧固控制方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种空调零部件的紧固控制方法,其特征在于,还包括如下步骤:
3.根据权利要求1或2所述的一种空调零部件的紧固控制方法,其特征在于,所述以消息队列分别接收待紧固机型的力矩标准信息,包括:
4.根据权利要求1所述的一种空调零部件的紧固控制方法,其特征在于,所述紧固控制方法还包括:
5.根据权利要求4所述的一种空调零部件的紧固控制方法,其特征在于:所述紧固控制方法还包括:
6.根据权利要求2所述的一种空调零部件的紧固控制方法,其特征在于,所述紧固控制方法还包括:所述力矩结果判定模块以力矩标准信息对力矩执行结果判定,每次合格和/或不合格的判定结果数据自动保存在本地,再通过实时的消息队列传输至mes系统。
7.一种空调零部件的紧固控制系统,其特征在于包括:
8.根据权利要求7所述的一种空调零部件的紧固控制系统,其特征在于,还包括:
9.根据权利要求8所述的一种空调零部件的紧固控制系统,其特征在于,还包括:
10.一种空调零部件的紧固控制装置,包括存储器和处理器,其特征在于:所述处理器通过调用所述存储器中存储的控制程序,以执行如权利要求1-6任一项所述的一种空调零部件的紧固控制方法。
技术总结
本发明公开了一种空调零部件的紧固控制方法、系统和装置,包括如下步骤:以消息队列分别接收待紧固机型的力矩标准信息和扫描力矩资产编码获取的力矩参数;通过力矩标准信息对力矩参数进行校验,生成校验信息以确定力矩参数与零部件之间的映射关系;获取零部件的条码标识以消息队列输入力矩启动模块用于启动电批,根据条码标识确定零部件及其建立映射关系的力矩参数以使所述电批执行相应紧固操作,并输出力矩执行结果。本发明保证了校准相应零部件的力矩时其标准值是准确的,解决传统人工查找工艺标准后手动输入到力矩校准仪中完成校准工作所存在的费时费工且不准确问题,节省了员工大量的时间,提高了生产效率。
技术研发人员:王雪君,刘景龙,林锦涛,白伟,陈保,张奎
受保护的技术使用者:格力大松(宿迁)生活电器有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!