扇形三面刃铣刀的制作方法
本发明属于铣刀,特别涉及一种扇形三面刃铣刀。
背景技术:
1、目前,加工中心铣削偏心槽的方案,使用较多的三面刃铣刀有2种:一种是镶合金三面刃铣刀,另一种是可转位三面刃铣刀;
2、其中,如图1所示,镶合金三面刃铣刀1结构为圆形铣刀盘,包括刀盘i 101、镶嵌合金的刀片i 102;镶合金三面刃铣刀1的特点:刀片i 102焊接至刀盘i 101上;除圆周表面有主切削刃外,两侧面也有副切削刃,从而提高了切削表面效率和减小表面的粗糙度;使用成本相对于整体合金三面刃便宜不少,但刀片i 102磨损后,需整体更换。
3、如图2所示,可转位三面刃铣刀2结构为圆形铣刀盘,包括刀盘ii 201、刀片ii202、螺钉ii 203;可转位三面刃铣刀2的特点:采用螺钉ii 203连接刀片ii 202于刀盘ii201上的形式结构;刀盘ii 201主体结构为固定底座,刀片ii 202切削刃磨损后,可进行更换刀片ii 202。
4、如图5所示,当镶合金三面刃铣刀1和可转位三面刃铣刀2的刀槽ae大于x,满足切深的情况时,当还要加工待加工件4的内型腔偏心槽402时,无论是镶合金三面刃铣刀1的刀盘i 101,还是可转位三面刃铣刀2的刀盘ii 201的直径φb均大于待加工件4外侧主孔的直径φa,导致刀盘i 101和刀盘ii 201均无法进入待加工件4的外侧主孔,无法到达内型腔偏心槽402的加工位置,无法完成内型腔偏心槽402的加工作业。
技术实现思路
1、本发明提供一种扇形三面刃铣刀,以解决现有技术中的问题。
2、为实现上述目的,本发明采用的技术方案为:
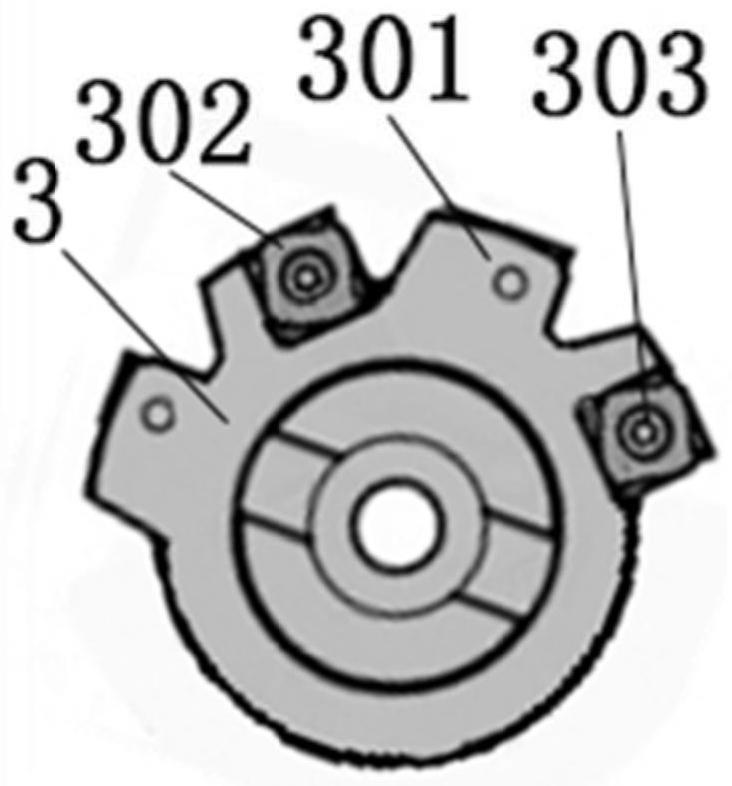
3、一种扇形三面刃铣刀,包括扇形三面刃铣刀本体3,所述扇形三面刃铣刀本体3包括刀盘iii 301和刀片iii 302,所述刀盘iii 301的上圆弧上设置有刀片iii 302,所述刀片iii 302的刀槽ae大于待加工件4的内型腔偏心槽402的切深x时,刀盘iii 301的直径φb小于待加工件4的外侧主孔401的直径φa。
4、作为一个优选方案,所述刀片iii 302通过螺钉iii 303固定于刀盘iii 301的上圆弧上。
5、作为一个优选方案,所述刀片iii 302为四个,均匀地安装于刀盘iii 301的上圆弧上。
6、作为一个优选方案,其中两个刀片iii 302安装于刀盘iii 301上圆弧的正面,另外两个刀片iii302安装于刀盘iii 301上圆弧的反面。
7、作为一个优选方案,位于正面的刀片iii 302和位于反面的刀片iii 302沿着刀盘iii301上圆弧的圆周交替排布。
8、作为一个优选方案,所述刀盘iii 301的下圆弧不设置任何刀片,就为圆弧状,以缩小整体刀盘iii 301的直径。
9、与现有技术相比,本发明具有以下有益效果:
10、本发明与镶合金三面刃铣刀相比,刀片可换,使用成本低,使用方便;本发明与可转位三面刃铣刀相比,加工范围更加广,可有效保证产品质量;本发明在保证切深的前提条件下,减小刀盘直径,使得刀盘可进入待加工件,到达指定位置,完成内型腔的加工作业。
技术特征:
1.一种扇形三面刃铣刀,包括扇形三面刃铣刀本体(3),其特征在于:所述扇形三面刃铣刀本体(3)包括刀盘iii(301)和刀片iii(302),所述刀盘iii(301)的上圆弧上设置有刀片iii(302),所述刀片iii(302)的刀槽ae大于待加工件(4)的内型腔偏心槽(402)的切深x时,刀盘iii(301)的直径φb小于待加工件(4)的外侧主孔(401)的直径φa。
2.根据权利要求1所述的扇形三面刃铣刀,其特征在于:所述刀片iii(302)通过螺钉iii(303)固定于刀盘iii(301)的上圆弧上。
3.根据权利要求1所述的扇形三面刃铣刀,其特征在于:所述刀片iii(302)为四个,均匀地安装于刀盘iii(301)的上圆弧上。
4.根据权利要求3所述的扇形三面刃铣刀,其特征在于:其中两个刀片iii(302)安装于刀盘iii(301)上圆弧的正面,另外两个刀片iii(302)安装于刀盘iii(301)上圆弧的反面。
5.根据权利要求4所述的扇形三面刃铣刀,其特征在于:位于正面的刀片iii(302)和位于反面的刀片iii(302)沿着刀盘iii(301)上圆弧的圆周交替排布。
6.根据权利要求1所述的扇形三面刃铣刀,其特征在于:所述刀盘iii(301)的下圆弧不设置任何刀片,就为圆弧状,以缩小整体刀盘iii(301)的直径。
技术总结
本发明公开了一种扇形三面刃铣刀,包括扇形三面刃铣刀本体3,所述扇形三面刃铣刀本体3包括刀盘III 301和刀片III 302,所述刀盘III 301的上圆弧上设置有刀片III 302,所述刀片III 302的刀槽ae大于待加工件4的内型腔偏心槽402的切深X时,刀盘III 301的直径φB小于待加工件4的外侧主孔401的直径φA;本发明与镶合金三面刃铣刀相比,刀片可换,使用成本低,使用方便;本发明与可转位三面刃铣刀相比,加工范围更加广,可有效保证产品质量;本发明在保证切深的前提条件下,减小刀盘直径,使得刀盘可进入待加工件,到达指定位置,完成内型腔的加工作业。
技术研发人员:支虔坤,杨半周,石明,张全念,夏自立,韩洪超
受保护的技术使用者:徐州巴特工程机械股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!