一种防静电钢地板激光焊接加工装置及焊接工艺
本发明涉及焊接装置,特别涉及一种防静电钢地板激光焊接加工装置及焊接工艺。
背景技术:
1、防静电钢板通常由框架和底板件焊接形成,框架又是由多个管件焊接形成,现有技术中,通过人工将各个管件以及框架和底板件定位焊接,效率低,精度低。
技术实现思路
1、为了解决现有技术存在的防静电钢板焊接效率低的问题,本发明提供一种提高效率的防静电钢地板激光焊接加工装置及焊接工艺本发明解决其技术问题所采用的技术方案是:
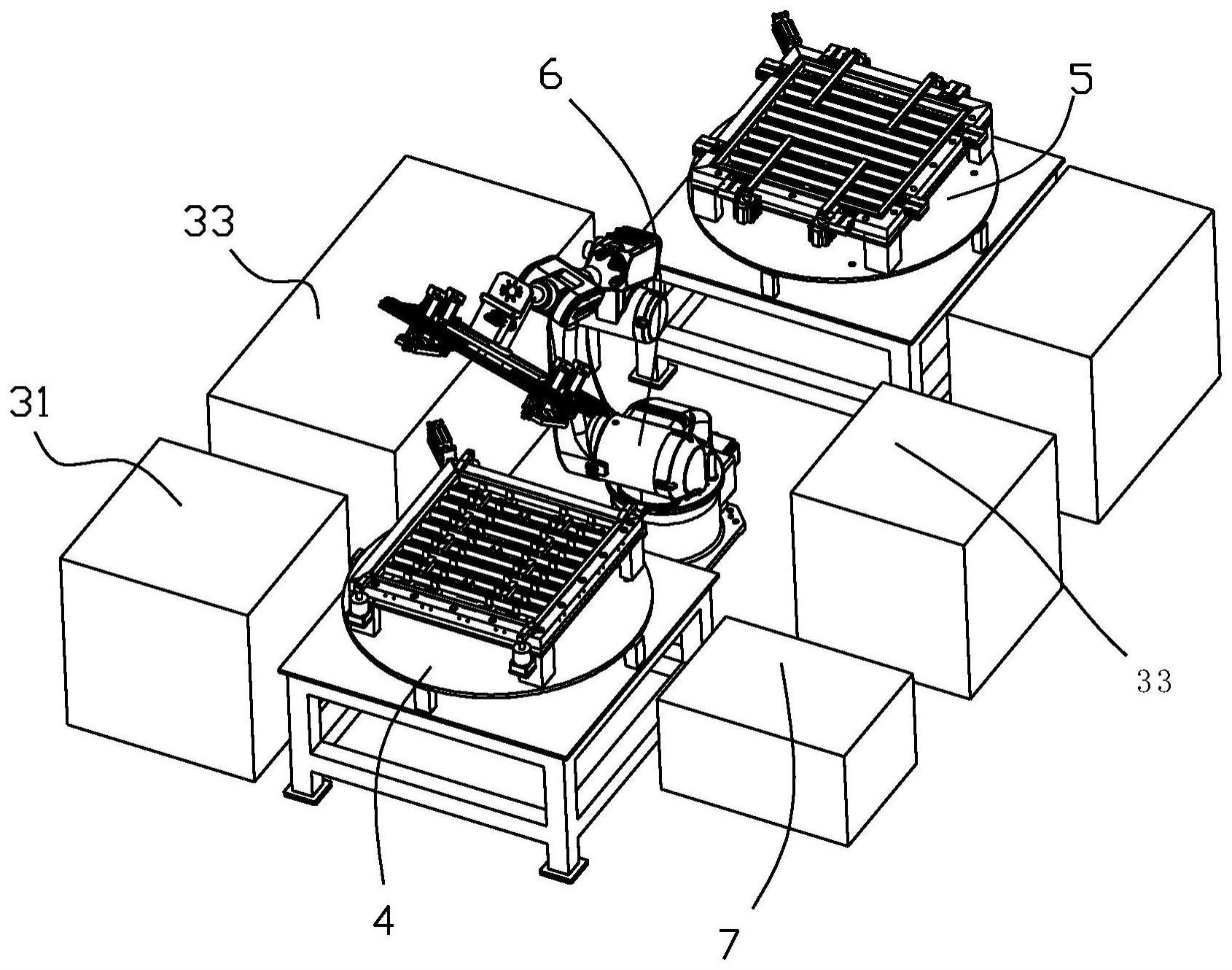
2、一种防静电钢地板激光焊接加工装置,其特征在于:包括:
3、管件堆垛平台,管件堆垛平台用于堆垛框管和樑管;
4、板件堆垛平台,板件堆垛平台用于堆垛底板件,
5、成品码垛平台,成品码垛平台用于堆垛钢地板成品,
6、第一焊接工作台,所述的第一焊接工作台用于将框管和樑管焊接形成框架,所述的第一焊接工作台上设有用于对框体和管件进行定位的第一定位工装,
7、第二焊接工作台,所述的第二焊接工作台用于将框架和底板件焊接形成钢地板成品,所述的第二焊接工作台上设有用于对框管和樑管件进行定位的第二定位工装;
8、关节机器人,所述的关节机器人的机械臂上安装有用于夹住框架并将其转移的气动夹爪和用于吸附底板件并将其转移的吸盘,机械臂上还设有焊枪;
9、控制系统,所述的控制系统控制关节机器人、气动夹爪、吸盘和焊枪动作。
10、进一步的,所述的焊接加工装置还包括图像分析系统,所述的图像分析系统连接有工业摄像头,所述的工业摄像头安装在机械臂上。
11、进一步的,所述的第一焊接工作台上安装有靠模组件,靠模组件包括靠模底板和靠模边框,所述的靠模底板上固定有固定模块,所述的固定模块上具有若干限位板,相邻限位板之间形成用于对框管进行限位的第一限位槽,限位板与靠模边框的内壁之间形成用于对樑管进行限位第二限位槽。
12、进一步的,所述的第一定位工装还包括用于压住框管和樑管的压紧机构。
13、进一步的,所述的压紧机构包括第一转角气缸和第二转角气缸,所述的第一转角气缸安装在第一焊接工作台上,所述的第一转角气缸的活塞杆固定有用于压紧框管的角部压板,角部压板压在相邻框管的边角位置,所述的第二转角气缸的主体安装在靠模底板的底部,第二转角气缸的活塞杆从靠模底板上设置的第一通孔伸至两个樑管之间,第二转角气缸上具有压紧块,且压紧块一次可压紧一个樑管或可同时压紧两个樑管。
14、进一步的,所述的第二焊接工作台上安装有靠模组件,所述的底板件放置在靠模组件的靠模底板上方,靠模组件的靠模边框的内壁对底板件进行限位,所述的靠模边框上设有若干缺槽,缺槽中设有用于对框架进行定位的定位气缸,所述的靠模底板上还安装有用于压在框架上方的杠杆气缸。
15、进一步的,所述的第一焊接工作台和第二焊接工作台的靠模底板下方安装有顶出气缸,第二焊接工作台上的靠模底板设置有第二通孔,且顶出气缸的活塞杆上固定有顶出块与第二通孔形状和尺寸匹配的顶出导向块,在顶出气缸的驱动下,顶出导向块在第二通孔中滑动。顶出导向块与第二通孔形状和尺寸匹配,能够保证顶出过程不会晃动,防止出现位置偏差而造成成品与靠模出现干涉甚至导致成品的磨损。
16、进一步的,所述的靠模边框包括固定在靠模底板上的固定模框和活动设置在靠模底板上的活动模框,所述的固定模框由相邻第一模框和第二模框组成,第一模框对面活动设有第三模框,第二模框对面活动设有第四模框,第三模框和第四模框端部固定,且靠模底板上安装有对角气缸,对角气缸的活塞杆与第三模框和第四模框连接并驱动其运动。
17、进一步的,第三模框远离对角气缸的一端设有第三角面,第二模框设有与第三角面相接触对接的第二角面,第四模框远离对角气缸的一端设有第四角面,第一模框设有与第四角面相接触对接的第一角面,第一角面、第二角面、第三角面和第四角面的法线方向均与对角气缸活塞杆的驱动方向平行。
18、一种基于上述的防静电钢地板激光焊接加工装置的焊接工艺,包括以下步骤:
19、s1:人工将框管放置在第一限位槽内,并将樑管放置在第二限位槽内,放置好后,控制系统控制第一焊接工作台上的对角气缸伸出,实现框管和樑管的定位,然后控制系统控制第一转角气缸和第二转角气缸夹紧框管和樑管,夹紧完成后焊枪由关节机器人带动到达焊接区域,控制系统按设定的工艺参数将框管和樑管进行焊接;
20、s2:焊接完成后工业摄像头对所有焊点进行拍照,图像分析系统根据焊点照片分析焊点位置、焊点饱满度进行焊接质量分析;
21、s3:在人工放置框管和樑管时,控制系统控制关节机器人通吸盘从板件堆垛平台上取一张底板件,放置在第二焊接工作台上的靠模底板上,框管和樑管焊接完成后,控制系统控制关节机器人的气动夹爪将完成焊接的框架转运至底板件上方;
22、s4:底板件、整体框架放置完成后,控制系统依次控制第二焊接工作台上的对角气缸伸出、定位气缸伸出以及杠杆气缸下压,从而定位、夹紧底板件和框架,夹紧完成后焊枪由关节机器人带动到达焊接区域,控制系统按设定的工艺参数将框架和底板件进行焊接;
23、s5:焊接完成后,工业摄像头对所有焊点进行拍照,图像分析系统根据焊点照片分析焊点位置、焊点饱满度进行焊接质量分析;
24、s6:整体框架、底板件焊接完成后,控制系统控制关节机器人带动气动夹爪将完成焊接的钢地板成品转运至成品码垛平台上,并按设定路径进行放置。
25、有益效果:
26、(1)本发明利用关节机器人及激光焊枪,通过第一焊接工作台对管件定位以及第二焊接工作台对框架和底板件定位,从而保证待焊接件的位置精度,而激光焊枪安装在关节机器人上,能保证焊接的位置精度,另外,激光焊枪速度快、深度大、变形小,最终能够实现提高了钢地板焊接速度以及焊接质量;
27、(2)第一焊接工作台上采用靠模边框和固定靠模上的限位板对框管和樑管进行定位,保证了定位的精确性,并且,采用固定靠模和活动靠模的形式,人工放置管件之前活动靠模远离固定靠模,放置完成后对角气缸驱动活动靠模与固定靠模对接,这样一方面方便人工放置管件,另一方面,通过活动靠模与固定靠模的对接,能够收紧框管和樑管,保证位置精度;
28、(3)第二焊接工作台上也采用固定靠模和活动靠模的形式,在底板件被放置前,活动靠模远离固定靠模,放置完成后对角气缸驱动活动靠模与固定靠模对接,这样一方面方便机器人放置底板件,另一方面,通过活动靠模与固定靠模的对接,能够定位底板件,保证底板件的位置精度,而框架通过固定靠模和活动靠模上设置的定位气缸进行定位,这样就能保证框架和底板件的相对位置精度;
29、(4)第一焊接工作台上的顶出气缸和顶出导向块一方面能够对管件进行支撑,加强管件的稳定性,另一方面能够便于将焊接好的框架从限位槽中顶出,方便机器人夹取;同样的,第二焊接工作台上的顶出气缸和顶出导向块能够便于将底板件从限位槽中顶出,方便机器人夹取;
30、(5)第三模框远离对角气缸的一端设有第三角面,第二模框设有与第二角面相接触对接的第二角面,第四模框远离对角气缸的一端设有第四角面,第一模框设有与第四角面向接触对接的第一角面,第一角面、第二角面、第三角面和第四角面的法线方向均与驱动气缸活塞杆的驱动方向平行,第一角面和第第二角面相对于顶角气缸的驱动方向对称,第三角面和第四角面相对于的顶角气缸的驱动方向对称,如此设置,一方面能够压紧定位工件,另一方面能够保证定位的位置精度。
- 还没有人留言评论。精彩留言会获得点赞!