车身焊接方法、装置、计算机设备和存储介质与流程
本技术涉及自动控制,特别是涉及一种车身焊接方法、装置、计算机设备、存储介质和计算机程序产品。
背景技术:
1、为了满足消费者不断增长的产品需求,汽车厂家对于产品的生产越来越趋向于小品种多样化的特点。不同于乘用车产品,作为生产资料的商用车对产品的多样化要求更高,对于车型产品的多样化需求更为迫切。在市场竞争和消费者需求的双重压力下,焊装生产线的工艺规划逐步向高柔性化、高自动化转变,以满足不断变化的市场需求。主焊线白车身合拼工位作为焊装线的核心工位,是形成车身整体结构的关键工位,其对白车身生产起着至关重要的作用。而在车间规划过程中,为了降低投资成本,通常不同平台车身会考虑共用主焊线及主拼工位,这就对主拼工位的柔性化提出了更高要求。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种更加柔性化的车身焊接方法、装置、计算机设备、计算机可读存储介质和计算机程序产品。
2、第一方面,本技术提供了一种车身焊接方法。应用于控制器,控制器用于控制车身焊接工位系统的运行,车身焊接工位系统包括主拼夹具、多个料口以及每一料口对应的运输机器人和焊接机器人;主拼夹具位于车身焊接工位的正上方,多个料口分布在车身焊接工位的四周;方法包括:
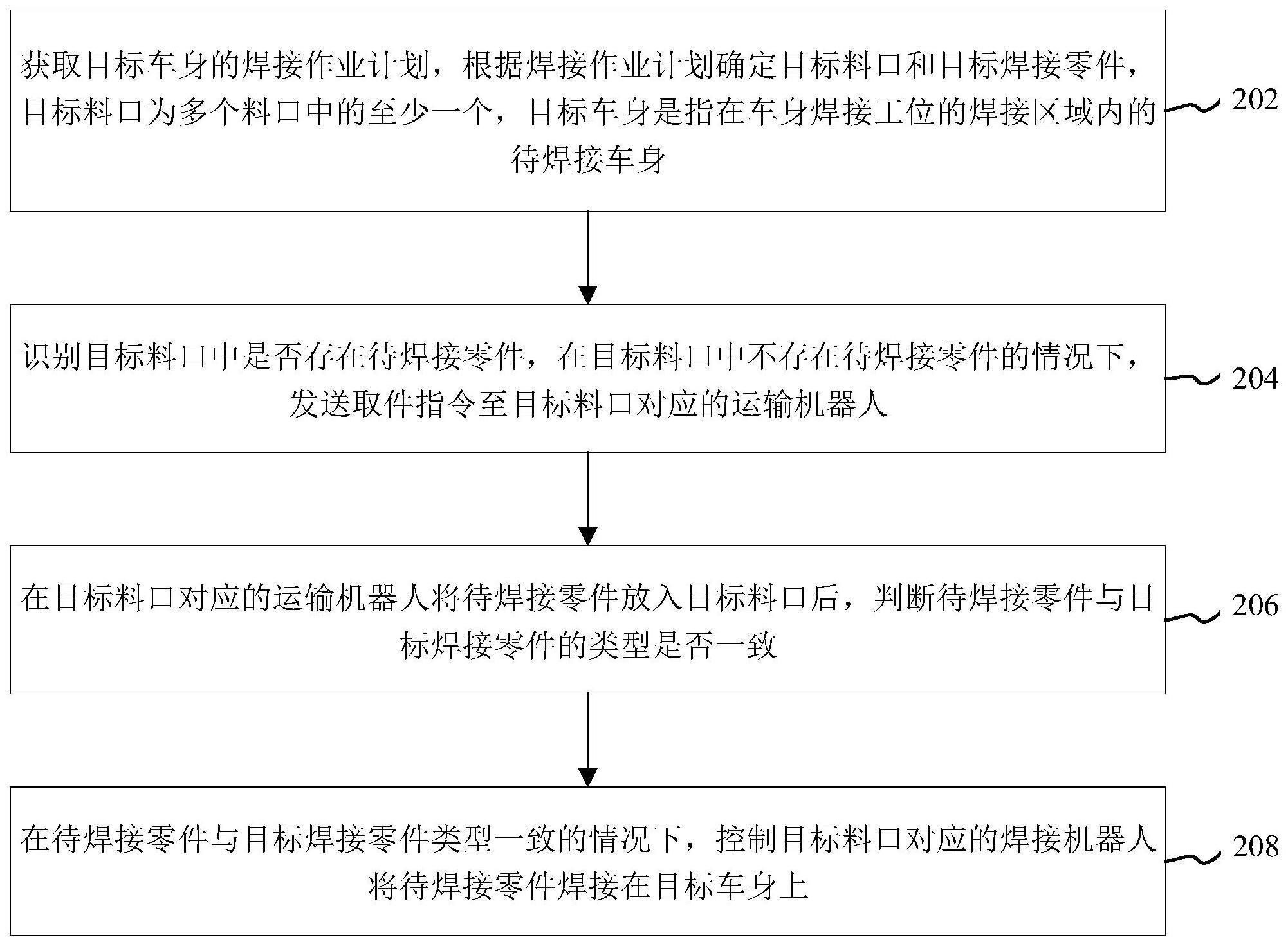
3、获取目标车身的焊接作业计划,根据焊接作业计划确定目标料口和目标焊接零件,目标料口为多个料口中的至少一个,目标车身是指在车身焊接工位的焊接区域内的待焊接车身;
4、识别目标料口中是否存在待焊接零件,在目标料口中不存在待焊接零件的情况下,发送取件指令至目标料口对应的运输机器人;
5、在目标料口对应的运输机器人将待焊接零件放入目标料口后,判断待焊接零件与目标焊接零件的类型是否一致;
6、在待焊接零件与目标焊接零件类型一致的情况下,控制目标料口对应的焊接机器人将待焊接零件焊接在目标车身上。
7、在其中一个实施例中,发送取件指令至目标料口对应的运输机器人之后,还包括:
8、接收运输机器人发送的料口进入请求指令;料口进入请求指令是运输机器人根据取件指令获取待焊接零件后所触发的;
9、对料口请求指令进行身份验证,在料口请求指令通过身份验证的情况下,控制目标料口对应的运输机器人将待焊接零件放入目标料口。
10、在其中一个实施例中,方法还包括:
11、接收运输机器人发送的料口离开请求,料口离开请求中包括请求离开的料口信息;
12、获取料口信息对应的料口工作状态,根据料口工作状态,确定是否响应料口离开请求。
13、在其中一个实施例中,控制目标料口对应的焊接机器人将待焊接零件焊接在目标车身上,包括:
14、根据目标料口的位置和目标焊接零件的待焊接位置,确定目标料口对应的焊接机器人将待焊接零件从目标料口转移到待焊接位置的焊接路径;
15、根据焊接路径,控制目标料口对应的焊接机器人将待焊接零件转移并焊接在目标车身上。
16、在其中一个实施例中,方法还包括:
17、在检测接收到目标料口对应的焊接机器人反馈的焊接完成指令的情况下,根据焊接路径控制目标料口对应的焊接机器人移动至初始位置。
18、在其中一个实施例中,方法还包括:
19、获取目标车身对应的已完成焊接信息,根据已完成焊接信息和焊接作业计划判断目标车身是否已完成焊接;
20、在目标车身处于已完成焊接的情况下,获取所有料口对应的焊接机器人的当前位置;
21、在所有焊接机器人的当前位置与初始位置相同的情况下,将目标车身移动至车身焊接工位的下一工位。
22、第二方面,本技术还提供了一种车身焊接装置,应用于控制器,控制器用于控制车身焊接工位系统的运行,车身焊接工位系统包括主拼夹具、多个料口以及每一料口对应的运输机器人和焊接机器人;主拼夹具位于车身焊接工位的正上方,多个料口分布在车身焊接工位的四周;装置包括:
23、数据获取模块,用于获取目标车身的焊接作业计划,根据焊接作业计划确定目标料口和目标焊接零件,目标料口为多个料口中的至少一个,目标车身是指在车身焊接工位内的车身;
24、料口识别模块,用于识别目标料口中是否存在待焊接零件,在目标料口中不存在待焊接零件的情况下,发送取件指令至目标料口对应的运输机器人;
25、零件判断模块,用于在目标料口对应的运输机器人将待焊接零件放入目标料口后,判断待焊接零件与目标焊接零件的类型是否一致;
26、焊接模块,用于在待焊接零件与目标焊接零件类型一致的情况下,控制目标料口对应的焊接机器人将待焊接零件焊接在目标车身上。
27、第三方面,本技术还提供一种车身焊接系统,系统包括控制器和车身焊接工位系统;其中,车身焊接工位系统包括主拼夹具、多个料口以及每一料口对应的运输机器人和焊接机器人;主拼夹具位于车身焊接工位的正上方,多个料口分布在车身焊接工位的四周;
28、控制器用于控制车身焊接工位系统运行,具体用于上述车身焊接方法中的任一项步骤。
29、在其中一个实施例中,车身焊接工位系统包括第一料口、第二料口、第三料口、第一机器人移动平台、第二机器人移动平台、第一焊接机器人、第二焊接机器人;
30、其中,第一料口位于主拼夹具的一侧,第二料口位于主拼夹具的另一侧;第三料口位于主拼夹具的上一工序方向;第一机器人移动平台位于主拼夹具和第一料口之间,第一焊接机器人安装在第一机器人移动平台上;第二机器人移动平台位于主拼夹具和第二料口之间,第二焊接机器人安装在第二机器人移动平台上。
31、第四方面,本技术还提供了一种计算机设备。计算机设备包括存储器和处理器,存储器存储有计算机程序,处理器执行计算机程序时实现以下步骤:
32、获取目标车身的焊接作业计划,根据焊接作业计划确定目标料口和目标焊接零件,目标料口为多个料口中的至少一个,目标车身是指在车身焊接工位的焊接区域内的待焊接车身;
33、识别目标料口中是否存在待焊接零件,在目标料口中不存在待焊接零件的情况下,发送取件指令至目标料口对应的运输机器人;
34、在目标料口对应的运输机器人将待焊接零件放入目标料口后,判断待焊接零件与目标焊接零件的类型是否一致;
35、在待焊接零件与目标焊接零件类型一致的情况下,控制目标料口对应的焊接机器人将待焊接零件焊接在目标车身上。
36、第五方面,本技术还提供了一种计算机可读存储介质。计算机可读存储介质,其上存储有计算机程序,计算机程序被处理器执行时实现以下步骤:
37、获取目标车身的焊接作业计划,根据焊接作业计划确定目标料口和目标焊接零件,目标料口为多个料口中的至少一个,目标车身是指在车身焊接工位的焊接区域内的待焊接车身;
38、识别目标料口中是否存在待焊接零件,在目标料口中不存在待焊接零件的情况下,发送取件指令至目标料口对应的运输机器人;
39、在目标料口对应的运输机器人将待焊接零件放入目标料口后,判断待焊接零件与目标焊接零件的类型是否一致;
40、在待焊接零件与目标焊接零件类型一致的情况下,控制目标料口对应的焊接机器人将待焊接零件焊接在目标车身上。
41、第六方面,本技术还提供了一种计算机程序产品。计算机程序产品,包括计算机程序,该计算机程序被处理器执行时实现以下步骤:
42、获取目标车身的焊接作业计划,根据焊接作业计划确定目标料口和目标焊接零件,目标料口为多个料口中的至少一个,目标车身是指在车身焊接工位的焊接区域内的待焊接车身;
43、识别目标料口中是否存在待焊接零件,在目标料口中不存在待焊接零件的情况下,发送取件指令至目标料口对应的运输机器人;
44、在目标料口对应的运输机器人将待焊接零件放入目标料口后,判断待焊接零件与目标焊接零件的类型是否一致;
45、在待焊接零件与目标焊接零件类型一致的情况下,控制目标料口对应的焊接机器人将待焊接零件焊接在目标车身上。
46、上述车身焊接方法、装置、计算机设备、存储介质和计算机程序产品,获取目标车身的焊接作业计划,根据焊接作业计划确定目标料口和目标焊接零件,目标料口为多个料口中的至少一个,目标车身是指在车身焊接工位的焊接区域内的待焊接车身;识别目标料口中是否存在待焊接零件,在目标料口中不存在待焊接零件的情况下,发送取件指令至目标料口对应的运输机器人;在目标料口对应的运输机器人将待焊接零件放入目标料口后,判断待焊接零件与目标焊接零件的类型是否一致;在待焊接零件与目标焊接零件类型一致的情况下,控制目标料口对应的焊接机器人将待焊接零件焊接在目标车身上。本技术中的柔性料口通过运输机器人获取不同车型的零件,通过切换对应的焊接机器人抓取实现不同车型的焊接,提高了车身焊接工位的柔性化水平。
- 还没有人留言评论。精彩留言会获得点赞!