一种焊条电弧焊焊接方法及焊接产品与流程
本说明书涉及焊接领域,更具体地说,本申请涉及一种焊条电弧焊焊接方法及焊接产品。
背景技术:
1、钢结构的常见焊接形式当中,无法满足双面施焊要求且需要ut(ultrasonictesting,超声波检测)及pt(penetrant testing,渗透检测)检测的焊缝,主要采用单面焊双面成形的焊接方法,但是该方法对施焊人员的技能水平有较高的要求,上述方法在人力资源成本上投入较大。另外如果焊缝打底层出现焊接缺陷,那么在后续返修工作时增加了焊接难度。
技术实现思路
1、在
技术实现要素:
部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本申请的发明内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
2、第一方面,本申请提出一种焊条电弧焊焊接方法,包括:
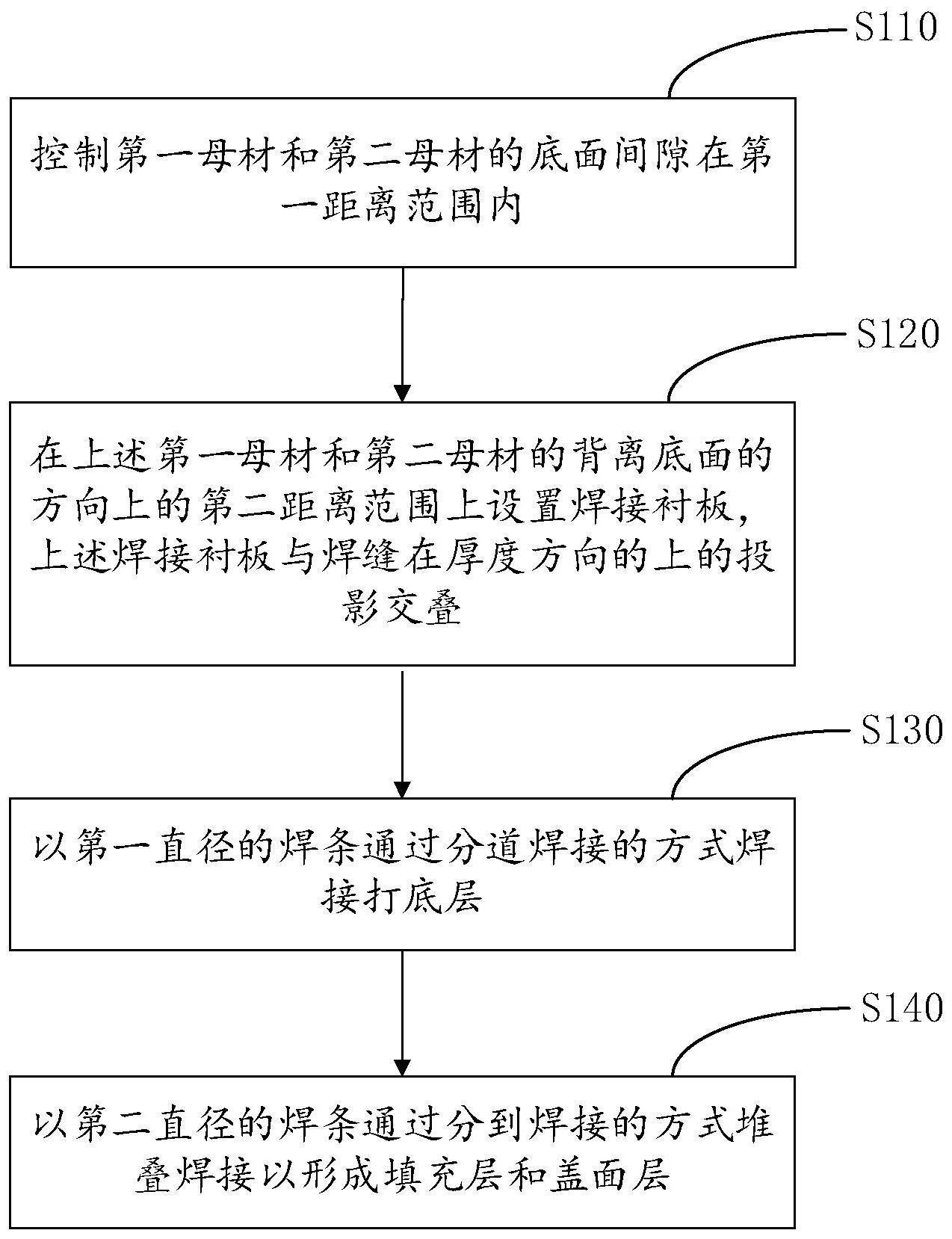
3、控制第一母材和第二母材的底面间隙在第一距离范围内;
4、在上述第一母材和第二母材的背离底面的方向上的第二距离范围上设置焊接衬板,上述焊接衬板与焊缝在厚度方向的上的投影交叠;
5、以第一直径的焊条通过分道焊接的方式焊接打底层;
6、以第二直径的焊条通过分到焊接的方式堆叠焊接以形成填充层和盖面层,其中,上述第二直径大于第一直径。
7、在一种实施方式中,上述以第一直径的焊条通过分道焊接的方式焊接打底层;
8、以上述第一直径的焊条焊接第一道焊缝,其中,上述第一道焊缝的宽度小于或等于上述底面间隙的二分之一;
9、对上述第一道焊缝进行打磨和清理,以消除第一道焊缝的飞溅和残渣;
10、以上述第一直径继续焊接底面间隙中除上述第一道焊缝外的剩余间隙。
11、在一种实施方式中,上述第一直径包括3.2mm,上述第二直径包括4mm。
12、在一种实施方式中,上述第一距离范围为7mm至8mm,上述第二距离范围为0mm至1mm。
13、在一种实施方式中,上述第一母材和上述第二母材设置有30度至50度的焊接坡口。
14、在一种实施方式中,上述方法还包括:
15、在每一层中焊接起始焊道和焊接终止焊道的情况下,保持焊条与焊接一侧的坡口夹角在40度值50度之间。
16、在一种实施方式中,上述方法还包括:
17、在存在间歇焊接的情况下,在继续焊接时距离弧坑25毫米至30毫米之间的已焊接焊缝一侧引燃电弧;
18、待焊条正常燃烧后以第一预设速度将焊条拉至上述弧坑处并以第二预设速度继续焊接,其中,上述第一预设速度大于上述第二预设速度。
19、在一种实施方式中,上述方法还包括:
20、在间歇焊接的焊缝完成焊接的情况下,对上述间歇焊接的焊缝进行打磨处理。
21、在一种实施方式中,上述打底层和上述盖面层包括一层焊缝,上述填充层至少包括两层焊缝,每层焊缝的厚度小于或等于5mm。
22、第二方面,本申请还提出一种焊接产品,通过第一方面任一项所述的方法焊接形成。
23、综上,本申请实施例的焊条电弧焊焊接方法包括:控制第一母材和第二母材的底面间隙在第一距离范围内;在上述第一母材和第二母材的背离底面的方向上的第二距离范围上设置焊接衬板,上述焊接衬板与焊缝在厚度方向的上的投影交叠;以第一直径的焊条通过分道焊接的方式焊接打底层;以第二直径的焊条通过分到焊接的方式堆叠焊接以形成填充层和盖面层,其中,上述第二直径大于第一直径。本申请实施例提供的焊条电弧焊焊接方法,采用焊接衬板,并且采用较小的第一直径焊条通过分道焊接的方式焊接打底层,能够确保焊缝的均匀性和质量,并通过较大的二直径的焊条通过分道焊接的方式焊接填充层和盖面层,提高焊接速度和填充焊缝的能力,以确保焊缝的充实性和强度。通过控制底层的焊接过程,可以确保焊缝的初始质量。使用第一直径的焊条进行分道焊接可以更容易控制焊缝的宽度和深度。采用分道堆叠的方式,可以逐步建立焊缝的高度和宽度,从而确保填充层和盖面层的充实性和均匀性。这有助于减少焊接缺陷,如气孔、裂纹、夹渣或未熔合。使用不同直径的焊条可以灵活地适应不同的焊接需求。第二直径较大的焊条可以提高焊接速度和填充能力,从而加快焊接过程。逐步堆叠焊接可以提高焊缝的强度和耐久性,因为它可以确保焊缝的充实性和均匀性,减少了焊接缺陷的可能性。
24、本申请提出的焊条电弧焊焊接方法,本申请的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本申请的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种焊条电弧焊焊接方法,其特征在于,包括:
2.根据权利要求1所述的焊条电弧焊焊接方法,其特征在于,所述以第一直径的焊条通过分道焊接的方式焊接打底层;
3.根据权利要求1所述的焊条电弧焊焊接方法,其特征在于,所述第一直径包括3.2mm,所述第二直径包括4mm。
4.根据权利要求1所述的焊条电弧焊焊接方法,其特征在于,所述第一距离范围为7mm至8mm,所述第二距离范围为0mm至1mm。
5.根据权利要求1所述的焊条电弧焊焊接方法,其特征在于,所述第一母材和所述第二母材设置有30度至50度的焊接坡口。
6.根据权利要求1所述的焊条电弧焊焊接方法,其特征在于,还包括:
7.根据权利要求1所述的焊条电弧焊焊接方法,其特征在于,还包括:
8.根据权利要求7所述的焊条电弧焊焊接方法,其特征在于,还包括:
9.根据权利要求1所述的焊条电弧焊焊接方法,其特征在于,所述打底层和所述盖面层包括一层焊缝,所述填充层至少包括两层焊缝,每层焊缝的厚度小于或等于5mm。
10.一种焊接产品,其特征在于,通过权利要求1至权利要求9任一项方法焊接形成。
技术总结
本申请公开了一种焊条电弧焊焊接方法及焊接产品,涉及关系焊接领域,该制动系统包括:控制第一母材和第二母材的底面间隙在第一距离范围内;在上述第一母材和第二母材的背离底面的方向上的第二距离范围上设置焊接衬板,上述焊接衬板与焊缝在厚度方向的上的投影交叠;以第一直径的焊条通过分道焊接的方式焊接打底层;以第二直径的焊条通过分到焊接的方式堆叠焊接以形成填充层和盖面层,其中,上述第二直径大于第一直径。
技术研发人员:罗贤,徐安问,陈智,邵伟,程植,万壮,吴烈
受保护的技术使用者:武昌船舶重工集团有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!