一种镁基复合材料的激光增材制造系统和方法
本发明涉及激光增材制造,具体涉及一种镁基复合材料的激光增材制造系统和方法。
背景技术:
1、镁合金具有质量轻、比强度和比刚度高、优异的阻尼减振性、抗电磁干扰和浇注性能等优点,受到航空航天、交通运输、电子、生物医疗等领域的持续关注。但由于其耐蚀性和耐磨性差、高温强度以及高温抗蠕变不足等缺点,严重限制了镁合金的广泛应用。研究发现,利用协同增强效应,将硬质陶瓷颗粒与镁合金基体相结合形成的镁基复合材料,可显著提升镁合金的高温强度、耐磨性和抗蠕变等性能。现有镁基复合材料的制备方法可分为液相和固相两种,主要有搅拌铸造、挤压铸造、粉末冶金、搅拌摩擦加工等,难以满足工业领域对具有复杂结构、高性能镁基产品数字化快速制备的需求。
2、激光增材制造是一种发展迅速的数字化先进制造技术,已经在钛合金、不锈钢、镍基合金等金属材料和氧化物陶瓷的快速制备中应用广泛,包括选区激光熔化(selectivelaser melting,slm)和激光定向能量沉积(laser directed energy deposition,lded)两种。该技术利用高能激光逐层熔化金属粉末或丝材,形成微小熔池,而后快速凝固,按照预先规划的路径逐渐成形三维零件,具有周期短、精度和柔性度高、可制备复杂结构零件的特点,在镁基材料的快速制备中极具应用价值。近年来,激光增材制造镁基材料成为增材制造领域的研究热点之一。
3、然而,现有的制备方法中存在一定的缺陷,如基于粉末的激光增材制造镁基复合材料存在易燃易爆的风险,y和zr元素强亲氧性又加剧镁基粉末的氧化,容易形成球化、孔隙、夹杂和裂纹等缺陷,限制了材料的性能提升;利用球磨方法混合增强陶瓷颗粒和镁粉效果有限,镁粉表面粘附的颗粒含量少且混合不均匀;利用溶胶凝胶方法制备激光增材制造镁基复合材料保护剂的方法,显著增加了工艺的复杂性和成本。
技术实现思路
1、有鉴于此,有必要针对上述问题,提供一种镁基复合材料的激光增材制造系统和方法。相对于现有制备方法,利用本发明的系统和制备方法可降低制备过程中的风险、简化工艺流程、降低成本以及提高复合材料的质量和性能。
2、为实现上述目的,本发明采取以下的技术方案:
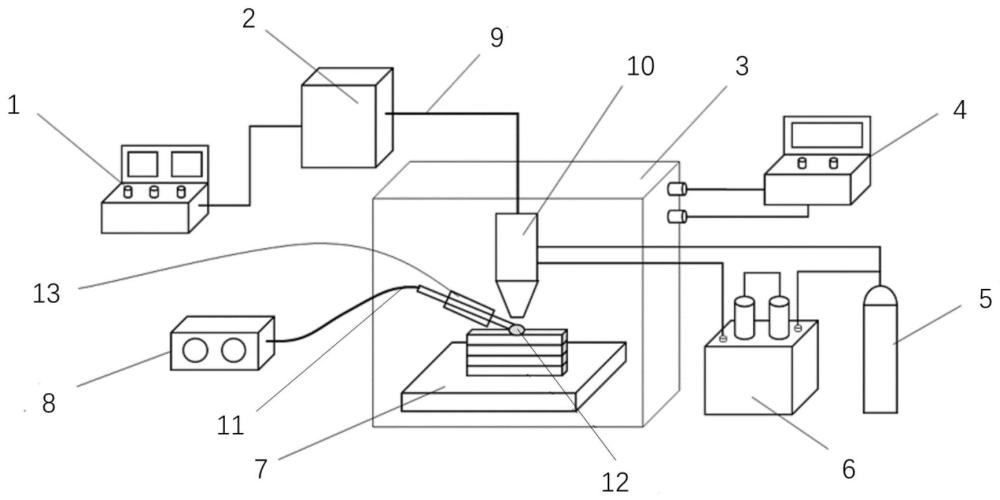
3、第一方面,本发明提供一种镁基复合材料的激光增材制造系统,所述系统包括激光调节器、激光器、成形罩、氧含量调节器、惰性气体瓶、送粉器、基板和送丝机;所述激光调节器用于控制激光器的激光加工参数;所述激光器通过光纤连接一激光加工头;所述氧含量调节器与成形罩相连通,控制成型罩中加工环境的氧气含量;所述惰性气体瓶、送粉器分别穿过成形罩与激光加工头连接;所述基板位于成形罩内;所述送丝机通过送丝管连接一送丝头;送丝头穿过成型罩与激光加工头在基板上进行镁基复合材料的激光增材制造;所述送丝管上安装有实时冷却套。
4、进一步的,所述激光器为yls-6000-s2t光纤激光。
5、进一步的,所述激光加工头为yc-52熔覆头。
6、进一步的,所述送粉器为twin-150双桶送粉器。
7、进一步的,所述送丝机为tw-630多功能送丝机。
8、第二方面,本发明提供一种镁基复合材料的激光增材制造方法,包括如下步骤:
9、步骤1、将基板进行预处理;选择镁合金丝材和陶瓷粉末作为增材制造的初始材料,并对陶瓷粉末进行预处理;
10、步骤2、将预处理好的陶瓷粉末放置在送粉器中,将镁合金丝材放置在送丝机中,调整送丝头与激光加工头位置,调整激光调节器设置激光增材制造的加工参数;
11、步骤3、打开惰性气体瓶,使成型罩内的加工环境充满惰性气体,通过氧含量调节器调控加工环境氧含量不大于120ppm;先后启动送粉器、送丝机和激光器,按照预定轨迹对镁合金丝材和陶瓷粉末进行增材加工,在镁合金基板上制造出满足要求的镁基复合材料成形件。
12、进一步的,步骤1中所述基板为镁合金基板,基板的预处理方式为先喷砂处理去除氧化皮,然后采用乙醇和气枪清理基板表面的杂质。
13、进一步的,步骤1中所述陶瓷粉末为sic、tic或al2o3/tib2陶瓷粉末,陶瓷粉末的预处理方式为放置于电加热真空干燥箱中100~180℃下干燥5~10h,真空度维持在10-4~10-5pa。
14、进一步的,步骤1中所述镁合金丝材的直径为1.2~3.5mm,所述陶瓷粉末的粒径为20~70μm。
15、进一步的,步骤2中调整位置为设置送丝头与激光加工头的夹角为25~65°,调整送丝头底部与镁合金基板表面的工作距离为0.5~1.5mm,调整激光加工头底部与镁合金基板表面的工作距离为5~10mm。
16、进一步的,步骤2中激光增材制造的加工参数包括:激光功率密度为103~104w/cm2,扫描速度为450~750mm/min,层高为0.3~0.6mm,送粉速率为0.11~0.88g/min,送丝速度为500~1000mm/min;送丝管上实时冷却套的温度为15~45℃。
17、进一步的,步骤3中惰性气体瓶内为纯度为99.99%的氩气或氮气。
18、本发明的有益效果为:
19、1、本发明提供的镁基复合材料的激光增材制造系统,结构简单易操作,可实现丝材和粉末的增材加工,制备出力学性能良好的镁基复合材料。
20、2、本发明提供的镁基复合材料的激光增材制造方法,通过筛选初始材料种类,以连续激光作为增材制造的能量源,通过实时冷却保证成形过程中熔池热反应缓减,样件收缩均匀,提高样件成形质量,此外通过优化工艺参数,本发明减小了热影响区以及细化了微观组织,制备的样品力学性能和致密度良好。
技术特征:
1.一种镁基复合材料的激光增材制造系统,其特征在于,所述系统包括激光调节器(1)、激光器(2)、成形罩(3)、氧含量调节器(4)、惰性气体瓶(5)、送粉器(6)、基板(7)和送丝机(8);所述激光调节器(1)用于控制激光器(2)的激光加工参数;所述激光器(2)通过光纤(9)连接一激光加工头(10);所述氧含量调节器(4)与成形罩(3)相连通,控制成型罩(3)中加工环境的氧气含量;所述惰性气体瓶(5)、送粉器(6)分别穿过成形罩(3)与激光加工头(10)连接;所述基板(7)位于成形罩(3)内;所述送丝机(8)通过送丝管(11)连接一送丝头(12);送丝头(12)穿过成型罩(3)与激光加工头(10)在基板(7)上进行镁基复合材料的激光增材制造;所述送丝管(11)上安装有实时冷却套(13)。
2.根据权利要求1所述的镁基复合材料的激光增材制造系统,其特征在于,所述激光器为yls-6000-s2t光纤激光。
3.根据权利要求1所述的镁基复合材料的激光增材制造系统,其特征在于,所述激光加工头为yc-52熔覆头。
4.一种镁基复合材料的激光增材制造方法,其特征在于,采用权利要求1~3任意一项所述镁基复合材料的激光增材制造系统进行制备,包括如下步骤:
5.根据权利要求4所述的镁基复合材料的激光增材制造方法,其特征在于,步骤1中所述基板为镁合金基板,基板的预处理方式为先喷砂处理去除氧化皮,然后采用乙醇和气枪清理基板表面的杂质。
6.根据权利要求4所述的镁基复合材料的激光增材制造方法,其特征在于,步骤1中所述陶瓷粉末为sic、tic或al2o3/tib2陶瓷粉末,陶瓷粉末的预处理方式为放置于电加热真空干燥箱中,真空度维持在10-4~10-5pa,100~180℃下干燥5~10h。
7.根据权利要求4所述的镁基复合材料的激光增材制造方法,其特征在于,步骤1中所述镁合金丝材的直径为1.2~3.5mm,所述陶瓷粉末的粒径为20~70μm。
8.根据权利要求4所述的镁基复合材料的激光增材制造方法,其特征在于,步骤1中调整位置为设置送丝头与激光加工头的夹角为25~65°,调整送丝头底部与镁合金基板表面的工作距离为0.5~1.5mm,调整激光加工头底部与镁合金基板表面的工作距离为5~10mm。
9.根据权利要求4所述的镁基复合材料的激光增材制造方法,其特征在于,步骤2中激光增材制造的加工参数包括:激光功率密度为103~104w/cm2,扫描速度为450~750mm/min,层高为0.3~0.6mm,送粉速率为0.11~0.88g/min,送丝速度为500~1000mm/min;送丝管上实时冷却套的温度为15~45℃。
10.一种镁基复合材料,其特征在于,采用权利要求1~3任意一项所述镁基复合材料的激光增材制造系统或使用权利要求4~9任意一项所述镁基复合材料的激光增材制造方法制备获得。
技术总结
本发明提供了一种镁基复合材料的激光增材制造系统和方法。所述系统包括激光调节器、激光器、成形罩、氧含量调节器、惰性气体瓶、送粉器、基板和送丝机;所述激光调节器用于控制激光器的激光加工参数;所述激光器通过光纤连接一激光加工头;氧含量调节器与成形罩相连通,控制成型罩中加工环境的氧气含量;所述惰性气体瓶、送粉器分别穿过成形罩与激光加工头连接;所述基板位于成形罩内;送丝机通过送丝管连接一送丝头;送丝头穿过成型罩与激光加工头在基板上进行镁基复合材料的激光增材制造;送丝管上安装有实时冷却套。采用本发明提供的镁基复合材料的激光增材制造系统和方法,实现丝材和粉末的增材加工,制备出力学性能良好的镁基复合材料。
技术研发人员:赵大可,毕贵军,曹立超,陈杰,陈立佳,张浩
受保护的技术使用者:广东省科学院智能制造研究所
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!