履带链轨总成压装系统及压装方法与流程
本公开涉及工程机械装配领域,尤其涉及一种履带链轨总成压装系统及压装方法。
背景技术:
1、随着国家工程机械行业的蓬勃发展,各种履带式工程机械得到越来越广泛的应用。在履带链轨压装方面,通常采用操作人员人工辅助压装机械来进行履带链轨总成压装作业。在一些相关技术中,采用自动化生产线进行履带链轨总成的压装。在压装前,需要将链轨节与轴套组件在组对装置的托架上进行组对,然后通过机器人将链轨节和轴套组件抓取起来放置到压装装置处进行压装操作。
技术实现思路
1、经研究发现,操作人员人工辅助压装机械来进行履带链轨总成压装作业的方式效率比较低下,稳定性不足,且有一定的安全隐患;而自动化压装方案在压装效率方面有待进一步提升。
2、有鉴于此,本公开实施例提供一种履带链轨总成压装系统及压装方法,能够提高履带链轨总成的压装效率。
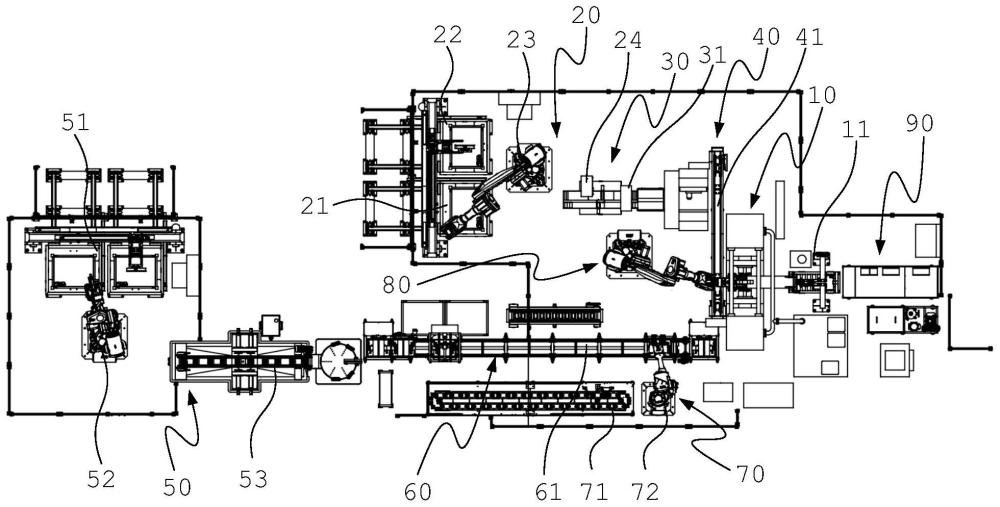
3、在本公开的一个方面,提供一种履带链轨总成压装系统,包括:
4、压装机;
5、第一上料机构,被配置为提供销轴和销套;
6、轴套组合机构,位于所述第一上料机构的下游,被配置为将从所述第一上料机构接收的销轴和销套组合成轴套,并在所述轴套内注入润滑油脂;
7、轴套输送机构,位于所述轴套组合机构的下游,被配置为将已注入润滑油脂的所述轴套输送到所述压装机的前侧;
8、第二上料机构,被配置为提供链轨节;
9、链轨节输送机构,位于所述第二上料机构的下游,被配置为对从所述第二上料机构接收的链轨节进行输送;
10、密封圈安装机构,邻近所述链轨节输送机构设置,被配置为将密封圈安装到所述链轨节输送机构上输送的链轨节上;和
11、第三上料机构,位于所述链轨节输送机构和所述轴套输送机构之间,被配置为从所述密封圈安装机构抓取已安装密封圈的所述链轨节,并在抓取已安装密封圈的所述链轨节的状态下运动到所述压装机的前侧抓取已注入润滑油脂的所述轴套,然后将已安装密封圈的所述链轨节和已注入润滑油脂的所述轴套放入所述压装机进行压装。
12、在一些实施例中,所述第一上料机构包括:
13、销轴料框输送装置,被配置为将存放有销轴的销轴料框输送到第一待抓取位置;
14、销套料框输送装置,被配置为将存放有销套的销套料框输送到第二待抓取位置;和
15、轴套上料机器人,邻近所述销轴料框输送装置和销套料框输送装置设置,被配置为对位于所述第一待抓取位置的销轴料框的销轴和位于所述第二待抓取位置的销套料框中的销套分别进行抓取,并提供给所述轴套组合机构。
16、在一些实施例中,所述第一上料机构还包括:
17、测量机,位于所述轴套上料机器人和所述轴套组合机构之间,被配置为对所述轴套上料机器人提供给所述轴套组合机构的销轴和销套进行测量,以排除测量不合格的销轴和销套。
18、在一些实施例中,所述轴套组合机构包括:
19、注脂机,被配置为将通过销轴和销套组合成的轴套内注入润滑油脂。
20、在一些实施例中,所述轴套输送机构包括:
21、第一输送道,延伸到所述压装机的前侧,并与所述压装机邻接。
22、在一些实施例中,所述第一输送道与所述压装机的前侧面平行。
23、在一些实施例中,所述链轨节输送机构包括:
24、第二输送道,延伸方向与所述第一输送道垂直;
25、其中,所述第三上料机构位于所述第一输送道和所述第二输送道之间。
26、在一些实施例中,所述第二上料机构包括:
27、链轨节料框输送装置,被配置为将存放有链轨节的链轨节料框输送到第三待抓取位置;和
28、链轨节上料机器人,邻近所述链轨节料框输送装置设置,被配置为对位于所述第三待抓取位置的链轨节料框的链轨节进行抓取,以提供给所述链轨节输送机构。
29、在一些实施例中,所述第二上料机构还包括:
30、探伤机,位于所述链轨节上料机器人和所述链轨节输送机构之间,被配置为对所述链轨节上料机器人提供给所述链轨节输送机构的链轨节进行探伤,以排除存在损伤的链轨节。
31、在一些实施例中,所述第二上料机构还包括:
32、退磁机,被配置为对探伤后的链轨节进行退磁。
33、在一些实施例中,所述第三上料机构包括:
34、联合上料机器人,具有底座、可转动地设置在所述底座上的机械臂和位于所述机械臂末端的夹具,所述机械臂在所述链轨节输送机构和所述轴套输送机构之间转动。
35、在一些实施例中,所述机械臂的转动范围不大于90度。
36、在一些实施例中,所述夹具包括:
37、固定座;
38、轴套夹持结构,设置在所述固定座上,且具有两个夹持臂;
39、夹持臂驱动机构,设置在所述固定座上,并与所述两个夹持臂驱动连接,被配置为驱动所述两个夹持臂相向或反向运动;和
40、链轨节抓取结构,设置在所述固定座上,且具有两个电磁抓手,所述两个电磁抓手沿所述履带链轨总成的输送方向位于所述两个夹持臂的前侧,被配置为分别抓取待压装的左侧链轨节和右侧链轨节。
41、在一些实施例中,所述夹持臂驱动机构包括:
42、驱动元件,设置在所述固定座上;
43、第一滑动件,沿第一方向可滑动地设置在所述固定座表面,并与所述驱动元件驱动连接,被配置为在所述驱动元件的驱动下沿所述第一方向或所述第一方向的反方向滑动;
44、两个第二滑动件,分别与所述两个夹持臂固定连接,并沿第二方向可滑动地设置在所述固定座表面;和
45、两个连杆,其中一个连杆两端分别与所述两个夹持臂中的一个和所述第一滑动件铰接,另一个连杆两端分别与所述两个夹持臂中的另一个和所述第一滑动件铰接;
46、其中,所述第一方向与所述履带链轨总成的输送方向平行,所述第二方向与所述第一方向垂直。
47、在一些实施例中,所述密封圈安装机构包括:
48、密封圈仓,被配置存放密封圈;和
49、密封圈安装机器人,邻近所述密封圈仓设置,被配置为从所述密封圈仓抓取所述密封圈,并将所述密封圈安装到所述链轨节输送机构上输送的链轨节上。
50、在一些实施例中,所述密封圈安装机器人具有用于夹持所述密封圈的气动多指内撑手爪。
51、在一些实施例中,所述压装机包括:
52、首节支撑机构,被配置为支撑所述履带链轨总成的首节,并调整履带链轨总成的首节的安装尺寸和位置。
53、在一些实施例中,所述履带链轨总成压装系统还包括:
54、清洗烘干装置,位于所述压装机的下游,被配置为对压装的履带链轨总成进行清洗并烘干。
55、在本公开的一个方面,提供一种前述的履带链轨总成压装系统的压装方法,包括:
56、通过所述第一上料机构提供销轴和销套;
57、通过所述轴套组合机构将从所述第一上料机构接收的销轴和销套组合成轴套,并在所述轴套内注入润滑油脂;
58、通过所述轴套输送机构将已注入润滑油脂的所述轴套输送到所述压装机的前侧;
59、通过所述第二上料机构提供链轨节;
60、通过所述链轨节输送机构对从所述第二上料机构接收的链轨节进行输送;
61、通过所述密封圈安装机构将密封圈安装到所述链轨节输送机构上输送的链轨节上;
62、通过所述第三上料机构从所述密封圈安装机构抓取已安装密封圈的所述链轨节,并在抓取已安装密封圈的所述链轨节的状态下运动到所述压装机的前侧抓取已注入润滑油脂的所述轴套,然后将已安装密封圈的所述链轨节和已注入润滑油脂的所述轴套放入所述压装机进行压装。
63、在一些实施例中,所述压装方法还包括:
64、在通过所述轴套组合机构将从所述第一上料机构接收的销轴和销套组合成轴套之前,通过测量机对提供给所述轴套组合机构的销轴和销套进行测量,以排除测量不合格的销轴和销套。
65、因此,根据本公开实施例,通过轴套输送机构将已注入润滑油脂的轴套输送到压装机的前侧,通过第三上料机构从密封圈安装机构抓取已安装密封圈的链轨节,并在抓取已安装密封圈的链轨节的状态下运动到压装机的前侧抓取已注入润滑油脂的轴套,然后将已安装密封圈的链轨节和已注入润滑油脂的轴套放入压装机进行压装。相比于相关技术中由操作人员人工辅助压装机械来进行履带链轨总成压装作业的方式,本公开实施例通过相关机构实现了流程自动化,提高了压装效率和稳定性;相比于相关技术中自动化压装方案,第三上料机构能够在抓取链轨节后直接在压装机前侧抓取已输送到该位置的轴套,并将链轨节和轴套放入压装机进行压装,节省第三上料机构的运行形成,使得链轨节和轴套进入压装机前的流程更顺畅快捷,提高压装效率。
- 还没有人留言评论。精彩留言会获得点赞!