一种氮气冷却式高炉布料器氮气自动调节控制方法与流程
[0001]
本发明涉及冶金设备技术领域,具体涉及一种氮气冷却式高炉布料器氮气自动调节控制方法。
背景技术:
[0002]
高炉布料器是高炉炉顶关键设备,布料器平稳运行的关键在于适宜的布料器温度及良好的布料器密封状态。氮气冷却式高炉布料器采用氮气为密封、冷却介质,布料器内充入氮气阻止荒煤气进入布料器腔体内,否则会造成酸性煤气和炉尘对齿轮、轴承腐蚀和磨损,缩短布料器设备寿命。另外通过氮气对高炉布料器进行冷却,保证布料器在适宜的运行温度,否则布料器温度超过60℃或低于20℃,将造成布料器内油脂性质明显变化,降低润滑效果,环缝间隙缩小,布料器易发生堵转事故。现有改造的高炉布料器密封冷却氮气控制方法单一、滞后,只能在现场调整,不能在高炉各状态和布料器温度变化时及时有效控制,多次发生氮气量不足,造成布料器进灰、布料器温度超过上限事故和氮气量超大,造成氮气能源浪费、布料器温度超过下限事故,降低设备使用寿命,影响高炉稳定顺行。
技术实现要素:
[0003]
有鉴于此,本申请提供一种氮气冷却式高炉布料器氮气自动调节控制方法,能够降低设备故障率,便于岗位人员操作,提高高炉稳定性。
[0004]
为解决以上技术问题,本发明提供的技术方案如下:
[0005]
一种氮气冷却式高炉布料器氮气自动调节控制方法,包括以下步骤:
[0006]
(1)通过高炉布料器氮气调节阀将阀位传送至高炉炉顶系统plc柜;
[0007]
(2)通过高炉炉顶压力变送器将炉顶压力传送到高炉炉顶系统plc柜;
[0008]
(3)通过高炉布料器氮气流量计将布料器氮气流量传送到高炉炉顶系统plc柜;
[0009]
(4)通过高炉布料器温度将布料器温度值传送到高炉炉顶系统plc柜;
[0010]
(5)所述高炉炉顶系统plc柜将传送过来的氮气调节阀阀位、高炉炉顶压力值、布料器氮气流量值传送到高炉炉顶系统plc下位程序计算机;
[0011]
(6)所述高炉炉顶系统plc下位程序计算机编制程序,并将氮气自动调节控制选择按钮及布料器氮气调节阀阀位、高炉炉顶压力值、布料器氮气流量值、布料器温度值显示在高炉炉顶系统plc上位机画面上;
[0012]
(7)在高炉送风后,高炉炉顶系统plc柜对传送过来的布料器氮气调节阀阀位和高炉炉顶压力值进行识别后自动增加布料器氮气调节阀阀位开度和布料器氮气流量,送风正常炉顶压力后,布料器氮气调节阀阀位开度和布料器氮气流量达到正常值。随后识别布料器温度值,根据温度高低继续调节布料器氮气调节阀阀位开度和布料器氮气流量,控制布料器温度在事宜范围;
[0013]
(8)在高炉减风后,高炉炉顶系统plc柜对传送过来的布料器氮气调节阀阀位和高炉炉顶压力值进行识别后自动减小布料器氮气调节阀阀位开度和布料器氮气流量。
[0014]
所述步骤(7)中高炉炉顶系统plc柜增加布料器氮气调节阀阀位开度和布料器氮气流量的方法具体为:高炉炉顶系统plc柜根据高炉送风后采集到的布料器氮气调节阀阀位和高炉炉顶压力值输入下位机程序,在达到不同档位输出相应的指令,增加布料器氮气调节阀阀位开度。在高炉炉顶压力正常时随后识别布料器温度值,根据温度高低继续调节布料器氮气调节阀阀位开度和布料器氮气流量,控制布料器温度在事宜范围。
[0015]
所述步骤(8)中高炉炉顶系统plc柜减小布料器氮气调节阀阀位开度和布料器氮气流量的方法具体为:高炉炉顶系统plc柜根据高炉减风后采集到的布料器氮气调节阀阀位和高炉炉顶压力值输入下位机程序,在达到不同档位输出相应的指令,减小布料器氮气调节阀阀位开度。
[0016]
本申请与现有技术相比,其详细说明如下:
[0017]
本发明中当高炉送风和减风操作时,高炉顶压发生变化,布料器氮气调节阀门不用现场操作,只需要主控室操作人员在plc上位机选择布料器氮气自动调节,炉顶布料器氮气调节阀就会根据炉顶压力和布料器温度对比,将阀位开动和关闭到设定好的阀位,自动调整和控制布料器氮气流量,提高控制能力和精度,提高设备寿命,降低操作人员劳动强度。
附图说明
[0018]
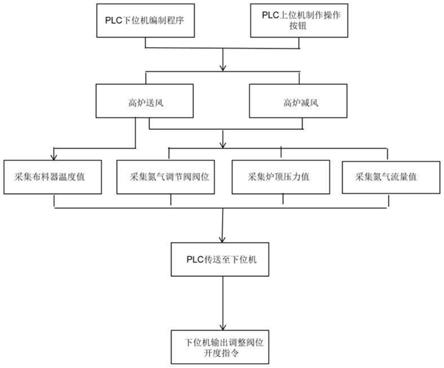
图1为本发明的流程图。
具体实施方式
[0019]
下面结合具体实施案例,进一步阐述本发明。应理解,这些实施案例仅用于说明本发明而不用于限制本发明的范围。此外,应理解在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
[0020]
如图1所示,一种氮气冷却式高炉布料器氮气自动调节控制方法,包括以下步骤:
[0021]
(1)通过高炉布料器氮气调节阀将阀位传送至高炉炉顶系统plc柜;
[0022]
(2)通过高炉炉顶压力变送器将炉顶压力传送到高炉炉顶系统plc柜;
[0023]
(3)通过高炉布料器氮气流量计将布料器氮气流量传送到高炉炉顶系统plc柜;
[0024]
(4)通过高炉布料器温度将布料器温度值传送到高炉炉顶系统plc柜;
[0025]
(5)所述高炉炉顶系统plc柜将传送过来的氮气调节阀阀位、高炉炉顶压力值、布料器氮气流量值传送到高炉炉顶系统plc下位程序计算机;
[0026]
(6)所述高炉炉顶系统plc下位程序计算机编制程序,并将氮气自动调节控制选择按钮及布料器氮气调节阀阀位、高炉炉顶压力值、布料器氮气流量值、布料器温度值显示在高炉炉顶系统plc上位机画面上;
[0027]
(7)在高炉送风后,高炉炉顶系统plc柜对传送过来的布料器氮气调节阀阀位和高炉炉顶压力值进行识别后自动增加布料器氮气调节阀阀位开度和布料器氮气流量,送风正常炉顶压力后,布料器氮气调节阀阀位开度和布料器氮气流量达到正常值。随后识别布料器温度值,根据温度高低继续调节布料器氮气调节阀阀位开度和布料器氮气流量,控制布料器温度在事宜范围;
[0028]
(8)在高炉减风后,高炉炉顶系统plc柜对传送过来的布料器氮气调节阀阀位和高炉炉顶压力值进行识别后自动减小布料器氮气调节阀阀位开度和布料器氮气流量。
[0029]
所述步骤(7)中高炉炉顶系统plc柜增加布料器氮气调节阀阀位开度和布料器氮气流量的方法具体为:高炉炉顶系统plc柜根据高炉送风后采集到的布料器氮气调节阀阀位和高炉炉顶压力值输入下位机程序,在达到不同档位输出相应的指令,增加布料器氮气调节阀阀位开度。在高炉炉顶压力正常时随后识别布料器温度值,根据温度高低继续调节布料器氮气调节阀阀位开度和布料器氮气流量,控制布料器温度在事宜范围。
[0030]
所述步骤(8)中高炉炉顶系统plc柜减小布料器氮气调节阀阀位开度和布料器氮气流量的方法具体为:高炉炉顶系统plc柜根据高炉减风后采集到的布料器氮气调节阀阀位和高炉炉顶压力值输入下位机程序,在达到不同档位输出相应的指令,减小布料器氮气调节阀阀位开度。
[0031]
本发明的实施方式涉及一种氮气冷却式高炉布料器氮气自动调节控制方法,自动调节控制方法需要用到包括高炉炉顶压力、布料器氮气调节阀阀位、布料器氮气流量、布料器温度在内的4项参数,用于该自动调节控制方法的前置条件。
[0032]
本发明就是对布料器氮气流量控制的三个关键点炉顶压力、布料器氮气调节阀阀位和布料器温度的关联性进行攻关,把现有的布料器氮气调节阀进行利用。具体的方法采用plc控制方式,先通过高炉布料器氮气调节阀将阀位传送至高炉炉顶系统plc柜,通过高炉炉顶压力变送器将炉顶压力传送到高炉炉顶系统plc柜,通过高炉布料器氮气流量计将布料器氮气流量传送到高炉炉顶系统plc柜,通过高炉布料器温度将布料器温度值传送到高炉炉顶系统plc柜,然后高炉炉顶系统plc柜将传送过来的氮气调节阀阀位、高炉炉顶压力值、布料器氮气流量值与布料器温度传送到高炉炉顶系统plc下位程序计算机,下一步高炉炉顶系统plc下位程序计算机编制程序,并将氮气自动调节控制选择按钮及布料器氮气调节阀阀位、高炉炉顶压力值、布料器氮气流量值、布料器温度显示在高炉炉顶系统plc上位机画面上,最后在高炉送风后,高炉炉顶系统plc柜对传送过来的布料器氮气调节阀阀位和高炉炉顶压力值进行识别后自动增加布料器氮气调节阀阀位开度和布料器氮气流量,即高炉炉顶压力=0.000mpa时,plc输出给布料器氮气调节阀0阀位,此时布料器氮气流量为0m3/h;高炉炉顶压力<0.030mpa时,plc输出给布料器氮气调节阀10阀位,此时布料器氮气流量为120m3/h;高炉炉顶压力0.030~0.060mpa时,plc输出给布料器氮气调节阀20阀位,此时布料器氮气流量为240m3/h;高炉炉顶压力0.060~0.100mpa时,plc输出给布料器氮气调节阀40阀位,此时布料器氮气流量为380m3/h;高炉炉顶压力0.010~0.120mpa时,plc输出给布料器氮气调节阀50阀位,此时布料器氮气流量为480m3/h;高炉炉顶压力>0.120mpa时,plc输出给布料器氮气调节阀60阀位,此时布料器氮气流量为580m3/h,在高炉顶压正常后依据布料器温度进行氮气流量调节,即布料器温度40~45℃时,plc输出给布料器氮气调节阀70阀位,此时布料器氮气流量为680m3/h,布料器温度46~50℃时,plc输出给布料器氮气调节阀80阀位,此时布料器氮气流量为780m3/h,布料器温度>50℃时,plc输出给布料器氮气调节阀85阀位,此时布料器氮气流量约为950m3/h。在高炉减风后,高炉炉顶系统plc柜对传送过来的布料器氮气调节阀阀位和高炉炉顶压力值进行识别后自动减小布料器氮气调节阀阀位开度和布料器氮气流量,即高炉炉顶压力<0.120mpa时,plc输出给布料器氮气调节阀50阀位,此时布料器氮气流量为480m3/h;高炉炉顶压力0.100~0.060mpa时,plc输
出给布料器氮气调节阀40阀位,此时布料器氮气流量为380m3/h;高炉炉顶压力0.060~0.030mpa时,plc输出给布料器氮气调节阀20阀位,此时布料器氮气流量为240m3/h;高炉炉顶压力<0.030时,plc输出给布料器氮气调节阀10阀位,此时布料器氮气流量为120m3/h;高炉炉顶压力=0.000mpa时,plc输出给布料器氮气调节阀0阀位,此时布料器氮气流量为0m3/h。高炉减风时不参考布料器温度。
[0033]
不难发现,本发明中当高炉送风和减风操作时,高炉顶压发生变化,布料器氮气调节阀门不用现场操作,只需要主控室操作人员在plc上位机选择布料器氮气自动调节,炉顶布料器氮气调节阀就会根据炉顶压力对比,将阀位开动和关闭到设定好的阀位,自动调整和控制布料器氮气流量,在达到正常顶压后,根据布料器温度继续进行调节,提高控制能力和精度,将原单一、滞后的控制方法带来的每月2-3次布料器进灰、堵转、及润滑油失效事故得以杜绝,提高设备寿命,降低操作人员劳动强度
[0034]
以上仅是本发明的优选实施方式,应当指出的是,上述优选实施方式不应视为对本发明的限制,本发明的保护范围应当以权利要求所限定的范围为准。对于本技术领域的普通技术人员来说,在不脱离本发明的精神和范围内,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1