滑动件的制作方法、滑动件及应用该滑动件的纺织机械与流程
1.本发明涉及机械滑动零部件制造技术领域,具体涉及一种滑动件的制作方法、滑动件以及应用该滑动件的纺织机械。
背景技术:
2.平面滑动件如滑动轴承是机械设备中用来承受滑动摩擦的部件,能够适应低速重载工作条件,可安装在机械设备中操作、维护不方便的特殊运转部位,特别是具有自润滑能力的滑动轴承由于避免了润滑油的使用,在纺织机械中作为摩擦副应用较为广泛。
3.具有自润滑能力的平面轴承很多是双材料或多材料轴承,即包括一个起支撑作用的支撑材料层和至少一个起摩擦润滑作用的工作材料层,因此也可以采用粉末冶金工艺制作,例如在制作过程中使用铁基粉末材料作为支撑材料层粉末原料,使用具有自润滑能力的铜基粉末材料作为工作材料层原料,使用或不使用粘结剂,按顺序铺料,支撑材料层粉末原料在下,工作材料层粉末原料在上,冷压成预制坯后进行烧结,或者在压力下烧结,固化成型后成为双材料或多材料轴承毛坯产品,通过后续机械加工成为成品。
4.上面所列举的平面滑动件,在粉末冶金工艺操作中,除了确保使所选粉末材料与所需摩擦系数匹配,以及确保使烧结参数与材料特性匹配外,还会通过对两种不同粉末界面的预先物理或化学处理以确保异种材料界面的烧结结合强度,例如以适当的界面咬合来减少材料层间结合失效风险,并阻断裂纹或脆性中间产物的延伸路径。目前对材料界面的这种预先处理往往对粉末冶金工艺的实施程序产生较大影响,例如不得不分别压制粉末或者不得不增加用于对界面进行处理的单独程序。
技术实现要素:
5.为了解决上述提到的问题,本发明提供一种滑动件的制作方法,可通过简化的界面制造工艺在烧结双材料或多材料界面上制造出界面构造,尤其可用来制作例如纺织机械的滑动轴承部件。
6.本发明的目的是通过以下技术方案实现的。
7.一种滑动件的制作方法,采用粉末冶金方法制作双材料或多材料平面滑动件,至少包括:
8.使用第二粉末材料作为支撑材料层粉末原料,使用第一粉末材料作为工作材料层原料,按顺序铺料,作为支撑材料层粉末原料的第二粉末材料在下,作为工作材料层原料的第一粉末材料在上,在所述第二粉末材料和所述第一粉末材料之间放置一个界面构造模板,所述界面构造模板为具有起伏结构的、由可热分解的材料制作的薄板,能够以除气预烧或脱脂的方式在所述第二粉末材料和所述第一粉末材料之间去除,并在去除所述界面构造模板后,所述第二粉末材料和所述第一粉末材料各自冶金烧结形成支撑材料层和工作材料层,在支撑材料层和工作材料层的烧结界面处形成与所述界面构造模板的起伏结构形状相对应的非直线界面构造;
9.其中,在所述按顺序铺料中:
10.所铺设的第二粉末材料和第一粉末材料均为非粘结粉末,在将所述第二粉末材料、界面构造模板、第一粉末材料依次铺设完成后进行加压、除气预烧和烧结,在所述除气预烧过程中使所述界面构造模板分解;或者,所铺设的第二粉末材料和第一粉末材料均与粘结剂混合,在将所述第二粉末材料、界面构造模板、第一粉末材料依次铺设完成后进行脱脂和烧结,在所述脱脂过程中使所述界面构造模板分解,与所述粘结剂一起被去除。
11.如上所述的一种滑动件的制作方法,当采用所述除气预烧方式去除所述界面构造模板时,所述除气预烧温度不高于600℃;当采用所述脱脂方式去除所述界面构造模板时,所述脱脂温度不高于600℃。
12.如上所述的一种滑动件的制作方法,当采用所述除气预烧方式去除所述界面构造模板时,所述加压、除气预烧和烧结的过程在热压模具中进行;当采用所述脱脂方式去除所述界面构造模板时,所述脱脂和烧结的过程在热压模具中进行;上述热压模具结构包括上模板、下模板和模具套,所述上模板、下模板和模具套围成所述滑动件的粉末原料加入腔和成型型腔。
13.如上所述的一种滑动件的制作方法,在所述模具套上加工有排气孔。
14.如上所述的一种滑动件的制作方法,在进行所述除气预烧或所述脱脂程序前施加压力将所述热压模具中的粉末装载体压实,在进行所述除气预烧或所述脱脂程序时,对所述热压模具加载的压力不超过20mpa,在完成所述除气预烧或所述脱脂程序后,增加压力,进行烧结。
15.如上所述的一种滑动件的制作方法,所铺设的第二粉末材料为fe基合金粉末或fe基混合粉末,所铺设的第一粉末材料为fe基自润滑材料粉末或cu基自润滑材料粉末。
16.如上所述的一种滑动件的制作方法,所述界面构造模板的制作材料含有有机聚合物。
17.如上所述的一种滑动件的制作方法,所述有机聚合物包括聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯中的一种或多种。
18.本发明同时提供一种滑动件,通过如上所述的方法制作。
19.本发明同时提供一种纺织机械,包含滑动轴承,所述滑动轴承中采用如上所述的滑动件。
20.本发明的有益效果在于:
21.本发明提供的一种滑动件的制作方法,可通过简化的界面制造工艺在烧结双材料或多材料界面上制造出界面构造,尤其可用来制作例如纺织机械的滑动轴承部件上面所列举的平面滑动件。通过使用第二粉末材料作为支撑材料层粉末原料,使用第一粉末材料作为工作材料层原料,在第二粉末材料和第一粉末材料之间放置具有起伏结构的、由可热分解的材料制作的界面构造模板,该界面构造模板能够以除气预烧或脱脂的方式在第二粉末材料和第一粉末材料之间去除,并在去除界面构造模板后,第二粉末材料和第一粉末材料各自冶金烧结形成支撑材料层和工作材料层,在支撑材料层和工作材料层的烧结界面处形成与界面构造模板的起伏结构形状相对应的非直线界面构造,这样的界面构造可以起到前面所说的以适当的界面咬合来减少材料层间结合失效风险,并阻断裂纹或脆性中间产物的延伸路径的作用,本发明的方法对粉末冶金工艺的实施程序基本没有影响,界面构造模板
的去除在除气预烧或脱脂程序中自然进行,不需要分别压制粉末,也不用增加对界面进行处理的单独操作程序,通过对热压工艺的操作(例如除气预烧或脱脂程序中的压力加载和排气),可以获得与常规工艺同样致密且力学性能合格的制品。
附图说明
22.图1为本发明各实施例的方法中所采用的界面构造模板结构示意图。
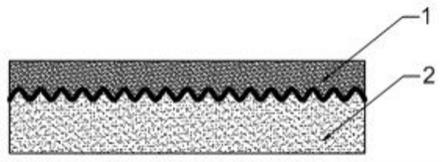
23.图2为本发明各实施例的方法中所采用的界面构造模板使用原理示意图。
24.图3为本发明各实施例的方法中在热压模具中进行工艺操作的原理示意图。
25.图4为本发明各实施例的方法中在另一构造的热压模具中进行工艺操作的原理示意图。
26.图中各附图标记所代表的组件为:
27.第一粉末材料-1,第二粉末材料-2,界面构造模板-3,上模板-4、下模板-5,模具套-6,排气孔-7。
具体实施方式
28.下面将参照附图更详细地描述本公开的示例性实施方式。
29.实施例1
30.首先参见图3,本实施例在图3所示的热压模具中,采用粉末冶金方法制作双材料或多材料平面滑动件,该平面滑动件作为一种应用在纺织机械中的滑动轴承。热压模具结构包括上模板4、下模板5和模具套6,所述上模板4、下模板5和模具套6围成所述滑动件的粉末原料加入腔和成型型腔。
31.结合图1-图3,上述滑动件的制作方法包括:使用第二粉末材料2作为支撑材料层粉末原料,使用第一粉末材料1作为工作材料层原料,按顺序铺料,作为支撑材料层粉末原料的第二粉末材料2在下,作为工作材料层原料的第一粉末材料1在上,在所述第二粉末材料2和所述第一粉末材料1之间放置一个界面构造模板3,所述界面构造模板3为具有起伏结构的、由可热分解的材料制作的薄板(这里薄板原则上选择厚度1.5mm以下,优选0.5mm以下),能够以除气预烧的方式在所述第二粉末材料2和所述第一粉末材料1之间去除,并在去除所述界面构造模板3后,所述第二粉末材料2和所述第一粉末材料1各自冶金烧结形成支撑材料层和工作材料层,在支撑材料层和工作材料层的烧结界面处形成与所述界面构造模板3的起伏结构形状相对应的非直线界面构造。与本实施例的“除气预烧的方式”相对应,在所述按顺序铺料中:所铺设的第二粉末材料2和第一粉末材料1均为非粘结粉末,在将所述第二粉末材料2、界面构造模板3、第一粉末材料1依次铺设完成后进行加压、除气预烧和烧结,在所述除气预烧过程中使所述界面构造模板3分解。
32.本实施例上述除气预烧的最终温度以能够完全分解所述界面构造模板3为准,所述界面构造模板3的制作材料优选含有有机聚合物,所述有机聚合物包括聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯中的一种或多种,其热分解温度一般不高于600℃,另外,在有机材料中加入质量分数不低于5%、不超过30%的低熔点主元素粉末(即第二粉末材料2和第一粉末材料1中熔点相对较低的主元素),可在控制有机用量的前提下,很好促进两相材料的熔合。
33.如图3所示,本实施例加压、除气预烧和烧结的过程均在热压模具中进行,在进行
所述除气预烧程序前施加压力将所述热压模具中的粉末装载体压实,在进行所述除气预烧程序时,对所述热压模具加载的压力不超过20mpa,在完成所述除气预烧程序后,增加压力,进行烧结。
34.作为对进一步改进的举例而非限制,如图4所示,可以在热压模具的模具套6上加工出排气孔7,在热压模具封闭性较好的情况下,以便于分解气的顺利导出,排气孔7可以是如图所示的具有一个主通道和若干个分通道的结构。
35.验证例1
36.在含铜(约25wt%)、锡(约15wt%)的fe基合金粉末中加入占fe基合金粉末8wt%的润滑剂(石墨)作为第一粉末材料1,以含碳量约0.4wt%并含有约0.3wt%的硅、约0.6wt%的锰的铁基合金粉末作为第二粉末材料2,界面构造模板3选择厚度0.4mm左右的聚氯乙烯薄板,除气预烧温度280℃,按照实施例1的方法在约900℃的最终烧结温度下烧结3小时,期间所施加的最大压力50mpa。最后,可得到致密度约98%的平面滑动件制品,材料界面处的非直线界面构造形状均匀。
37.实施例2
38.仍然参见图1-图4,本实施例与实施例1中的制备目标、所采用的热压模具和所采用的工艺基本相同,所采用的界面构造模板3也相同,不同之处在于在所述按顺序铺料中,所铺设的第二粉末材料2和第一粉末材料1均与体积含量为8%的粘结剂混合,在将所述第二粉末材料2、界面构造模板3、第一粉末材料1依次铺设完成后进行脱脂和烧结,在所述脱脂过程中使所述界面构造模板3分解,与所述粘结剂一起被去除。
39.本实施例上述脱脂过程的最终温度以能够完全分解所述粘结剂和所述界面构造模板3为准,并且,本实施例加压、脱脂和烧结的过程均在热压模具中进行,在进行所述脱脂程序前施加压力将所述热压模具中的粉末装载体压实,在进行所述脱脂程序时,对所述热压模具加载的压力不超过20mpa,在完成所述脱脂程序后,增加压力,进行烧结,本实施例优选选择图4所示的带有排气孔7的热压模具。
40.验证例2
41.在含铜(约25wt%)、锡(约15wt%)的fe基合金粉末中加入占fe基合金粉末8wt%的润滑剂(石墨)作为第一粉末材料1,以体积含量8%加入酚醛树脂基粘结剂,以含碳量约0.4wt%并含有约0.3wt%的硅、约0.6wt%的锰的铁基合金粉末作为第二粉末材料2,以体积含量8%加入酚醛树脂基粘结剂,界面构造模板3选择厚度0.4mm左右的聚氯乙烯薄板,脱脂温度500℃,按照实施例2的方法在约900℃的最终烧结温度下烧结3小时,期间所施加的最大压力50mpa。最后,也可得到致密度超过97%的平面滑动件制品,材料界面处的非直线界面构造形状均匀。
42.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1