一种铸造模具抽芯结构的制作方法
[0001]
本实用新型涉及模具铸造的技术领域,特别涉及一种铸造模具抽芯结构。
背景技术:
[0002]
在砂芯模具铸造中,当砂芯长度较长且其直径较小时,在砂芯成型后抽出抽出抽块的抽芯过程中,容易将砂芯拉断,造成砂芯成型的失败,不但影响了生产效率而且造成砂芯的浪费,增加了生产成本。
技术实现要素:
[0003]
针对上述技术问题,本实用新型提供一种铸造模具抽芯结构,其结构简单,其较好的避免了抽芯过程中砂芯的抽断,较好地保证了砂芯的成型,避免了浪费,较好地降低了生产成本。
[0004]
其技术方案是这样的:一种铸造模具抽芯结构,其包括模具体,所述模具体内设置有砂芯型腔,所述模具体上对应所述砂芯型腔设置有抽块,其特征在于:所述抽块上对应所述砂芯型腔设置有顶杆,所述顶杆端部设置有压紧装置,所述模具体上对应所述顶杆设置有限位杆。
[0005]
其进一步特征在于:所述顶杆上设置有与所述限位杆对应限位凸起;所述抽块上设置有导孔,所述导孔上设置有限位杆导轨,所述导孔一端设置有压簧,所述压簧一端设置有顶丝;所述顶杆设置在导孔内,通过所述导孔导向。
[0006]
本实用新型采用上述结构,由于抽块上对应砂芯型腔设置有顶杆,顶杆端部设置有压紧装置,模具体上对应所述顶杆设置有限位杆,通过限位杆将顶杆限位在砂芯型腔的固定位置,在砂芯成型后抽芯过程中,通过压紧装置顶杆将砂芯顶住,较好的避免了抽芯过程中砂芯的抽断,较好地保证了砂芯的成型,避免了浪费,较好地降低了生产成本。
附图说明
[0007]
图1是本实用新型铸造模具抽芯结构立体示意图;
[0008]
图2为本实用新型铸造模具抽芯结构结构射芯状态剖视图;
[0009]
图3为本实用新型铸造模具抽芯结构结构取芯状态剖视图。
具体实施方式
[0010]
下面结合附图和实施例,对本实用新型作进一步说明。
[0011]
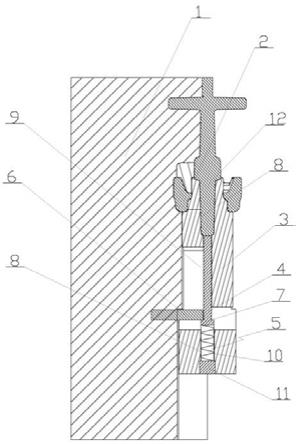
如图1、图2和图3,一种铸造模具抽芯结构,其包括模具体1,模具体1内设置有砂芯型腔2,模具体2上对应砂芯型腔2设置有抽块3,抽块3上对应砂芯型腔2设置有顶杆4,顶杆4端部设置有压紧装置5,模具体1上对应顶杆设置有限位杆6,顶杆4上设置有限位凸起7与限位杆6对应,通过限位杆将顶杆限位在砂芯型腔的固定位置,在砂芯成型后抽芯过程中,通过压紧装置顶杆将砂芯12顶住,较好的避免了抽芯过程中砂芯的抽断,较好地保证了砂芯
的成型,避免了浪费,较好地降低了生产成本。
[0012]
抽块3上设置有导孔8,导孔8上设置有限位杆导轨9,导孔8一端设置有压簧10,压簧10一端设置有顶丝11,顶杆4设置在导孔8内,通过导孔导向,该实例中的压紧装置采用压簧,将压簧设置在导孔内,该压紧装置结构简单,当然也可以采用其他的压紧装置,只要能实现在抽芯时压紧砂芯,防止砂芯抽断,都是本实用新型的保护范围。
[0013]
以上示意性地对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此,本领域的普通技术人员受其启示,在不脱离本创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1