电磁阀阀芯磨粒流去毛刺夹具的制作方法
[0001]
本实用新型涉及电磁阀阀芯加工技术领域,具体为电磁阀阀芯磨粒流去毛刺夹具。
背景技术:
[0002]
磨粒流去毛刺夹具是专用于精密零件、孔类零件的毛刺去除,通过挤压研磨的方式将孔内毛刺去除干净,锐边部位变得圆滑,电磁阀是用电磁控制的工业设备,是用来控制流体的自动化基础元件,属于执行器,并不限于液压、气动,电磁阀阀芯是电磁阀内部的零件;
[0003]
但是现有的电磁阀阀芯都是利用磨砂纸对电磁阀阀芯进行打磨,该种方式操作复杂,且打磨后的电磁阀阀芯尺寸易发生变化,从而导致打磨后的电磁阀阀芯无法正常使用。
技术实现要素:
[0004]
本实用新型提供电磁阀阀芯磨粒流去毛刺夹具,可以有效解决上述背景技术中提出的但是现有的电磁阀阀芯都是利用磨砂纸对电磁阀阀芯进行打磨,该种方式操作复杂,且打磨后的电磁阀阀芯尺寸易发生变化,从而导致打磨后的电磁阀阀芯无法正常使用的问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:电磁阀阀芯磨粒流去毛刺夹具,包括底盘,所述底盘顶端中部焊接有夹具,所述夹具顶端中部等距开设有盲孔,所述盲孔内壁中部设置有磨砂,所述夹具顶端两侧均焊接有限位头;
[0006]
所述底盘顶端一侧焊接有支撑柱,所述支撑柱顶端中部通过转动杆转动连接有连接杆,所述连接杆顶端一侧通过螺纹连接有螺纹杆,所述螺纹杆顶端中部焊接有固定块,所述固定块一端中部滑动连接有圆杆,所述圆杆两端均焊接有圆球,所述螺纹杆底端中部焊接有覆盖盘。
[0007]
优选的,所述圆杆和固定块之间通过圆球限位,所述圆球的直径大于圆杆的直径。
[0008]
优选的,所述覆盖盘和限位头之间相互贴合,所述覆盖盘位于两个限位头之间。
[0009]
所述覆盖盘底端中部开设有凹槽型,所述凹槽型内壁中部设置有转动盘,所述转动盘顶端中部焊接有圆环,所述覆盖盘内壁对应圆环顶端边部位置处开设有圆槽,所述圆环顶端边部焊接有固定环,所述转动盘底端中部焊接有定位杆,所述定位杆正面和背面边部均焊接有弧形片。
[0010]
优选的,所述转动盘和覆盖盘之间通过圆环和定位环连接,所述圆环位于圆槽内部,所述圆槽的宽度等于圆环的厚度。
[0011]
优选的,所述弧形片和定位杆一端边部开设有圆角,所述弧形片和定位杆一端边部均和凹槽型内壁边部之间相互贴合。
[0012]
与现有技术相比,本实用新型的有益效果:本实用新型结构科学合理,使用安全方便:
[0013]
1、通过底盘、夹具、盲孔和磨砂,将电磁阀阀芯沿着盲孔放入到夹具内部,使盲孔内部的磨砂和电磁阀阀芯之间贴合,然后沿着盲孔内部转动电磁阀阀芯,从而对电磁阀阀芯外表面的毛刺进行打磨,降低了电磁阀阀芯的打磨难度,从而提高了电磁阀阀芯的打磨效率,而利用底盘,能够防止磨砂和夹具之间发生分离的现象。
[0014]
2、通过支撑柱、转动杆、连接杆、螺纹杆、固定块、圆杆、圆球和覆盖盘,电磁阀阀芯磨砂结束后,能够便于对夹具的盲孔进行堵塞,防止外界的灰尘和水渍进入到盲孔内部,同时防止盲孔内部的磨砂发生泄漏的现象,进而便于该夹具对电磁阀阀芯进行打磨。
[0015]
3、通过凹槽型、转动盘、圆环、圆槽、固定环、定位杆和弧形片,电磁阀阀芯磨砂结束后,能够便于对夹具表面进行清理,降低了夹具表面的清理难度,同时能够使夹具表面的磨砂进入到盲孔内部,进而降低了磨砂的损耗,从而节约了加工成本。
附图说明
[0016]
附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。
[0017]
在附图中:
[0018]
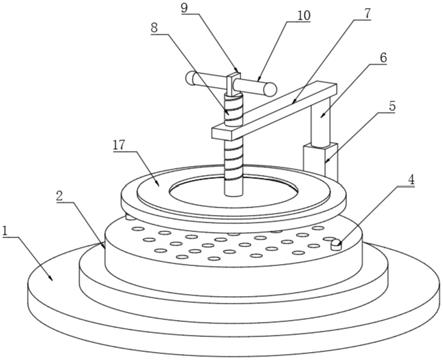
图1是本实用新型的结构示意图;
[0019]
图2是本实用新型夹具的剖视图;
[0020]
图3是本实用新型弧形片的安装结构示意图;
[0021]
图中标号:1、底盘;2、夹具;3、盲孔;4、限位头;5、支撑柱;6、转动杆;7、连接杆;8、螺纹杆;9、固定块;10、圆杆;11、圆球;12、覆盖盘;13、凹槽型;14、转动盘;15、圆环;16、圆槽;17、固定环;18、定位杆;19、弧形片;20、磨砂。
具体实施方式
[0022]
以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
[0023]
实施例:如图1-3所示,本实用新型提供一种技术方案,电磁阀阀芯磨粒流去毛刺夹具,包括底盘1,底盘1顶端中部焊接有夹具2,夹具2顶端中部等距开设有盲孔3,盲孔3内壁中部设置有磨砂20,夹具2顶端两侧均焊接有限位头4;
[0024]
底盘1顶端一侧焊接有支撑柱5,支撑柱5顶端中部通过转动杆6转动连接有连接杆7,连接杆7顶端一侧通过螺纹连接有螺纹杆8,螺纹杆8顶端中部焊接有固定块9,固定块9一端中部滑动连接有圆杆10,圆杆10和固定块9之间通过圆球11限位,圆球11的直径大于圆杆10的直径,能够便于圆杆10的固定,防止圆杆10和固定块9之间发生分离的现象,圆杆10两端均焊接有圆球11,螺纹杆8底端中部焊接有覆盖盘12,覆盖盘12和限位头4之间相互贴合,覆盖盘12位于两个限位头4之间,能够便于覆盖盘12的转动,降低了覆盖盘12的转动难度,同时能够便于覆盖盘12和夹具2之间的贴合。
[0025]
覆盖盘12底端中部开设有凹槽型13,凹槽型13内壁中部设置有转动盘14,转动盘14和覆盖盘12之间通过圆环15和固定环17连接,圆环15位于圆槽16内部,圆槽16的宽度等于圆环15的厚度,能够便于对转动盘14进行固定,防止转动盘14和覆盖盘12之间发生脱落的现象,转动盘14顶端中部焊接有圆环15,覆盖盘12内壁对应圆环15顶端边部位置处开设
有圆槽16,圆环15顶端边部焊接有固定环17,转动盘14底端中部焊接有定位杆18,定位杆18正面和背面边部均焊接有弧形片19,弧形片19和定位杆18一端边部开设有圆角,弧形片19和定位杆18一端边部均和凹槽型13内壁边部之间相互贴合,能够便于弧形片19和定位杆18的转动,降低了弧形片19和定位杆18的转动难度。
[0026]
本实用新型的工作原理及使用流程:去毛刺夹具在实际使用过程中,使用人员将电磁阀阀芯沿着盲孔3放入到夹具2内部,使盲孔3内部的磨砂20和电磁阀阀芯之间贴合,然后使用人员沿着盲孔3内部转动电磁阀阀芯,从而对电磁阀阀芯外表面的毛刺进行打磨,降低了电磁阀阀芯的打磨难度,从而提高了电磁阀阀芯的打磨效率,而利用底盘1,能够防止磨砂20和夹具2之间发生分离的现象;
[0027]
当电磁阀阀芯磨砂结束后,使用人员沿着转动杆6转动连接杆7,然后沿着固定块9内部移动圆杆10,接着使用人员手部持握圆球11,并且利用圆球11带动螺纹杆8沿着连接杆7内部转动,而螺纹杆8转动时带动覆盖盘12移动,并且使覆盖盘12进入到两个限位头4之间,能够便于对夹具2的盲孔3进行堵塞,防止外界的灰尘和水渍进入到盲孔3内部,同时防止盲孔3内部的磨砂20发生泄漏的现象,进而便于该夹具2对电磁阀阀芯进行打磨;
[0028]
最后,使用人员转动固定环17,固定环17转动时带动圆环15沿着圆槽16内部转动,从而带动转动盘14在凹槽型13内部转动,转动盘14转动时通过定位杆18带动弧形片19转动,而利用定位杆18和弧形片19对夹具2表面的磨砂20进行清理,降低了夹具2表面的清理难度,同时能够使夹具2表面的磨砂20进入到盲孔3内部,进而降低了磨砂20的损耗,从而节约了加工成本。
[0029]
最后应说明的是:以上所述仅为本实用新型的优选实例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1