一种防水密封条的双面同时打磨装置
1.本实用新型属于橡胶制品加工设备技术领域,涉及一种防水密封条的双面同时打磨装置。
背景技术:
2.在化工、电力、钢铁、冶金、水处理等行业,运行设备、储罐等大幅度涉及密封条的应用,尤其是硫化橡胶作防水、防腐等作用的里衬垫片。
3.橡胶条因为质软、尺寸较窄等特点,连续打磨常常人工作业,然而,作为防水防腐的衬垫其贴合面的平整度要求极高,这直接影响到其防水密封性能,现有的打磨方式对密封条的夹持、张紧存在难题,由于密封条较窄,打磨受力面极小,使打磨效率非常低,平整度上也难以保障。
4.部分情况下,防水密封条的两侧均需要与设备的平整面压紧实现密封条的两侧面与设备的密封,现有的方式中均不能够实现密封条的双面同时打磨。
技术实现要素:
5.本实用新型的目的是针对现有的技术存在的上述问题,提供一种防水密封条的双面同时打磨装置,本实用新型所要解决的技术问题是如何实现防水密封条两个侧面的同时打磨。
6.本实用新型的目的可通过下列技术方案来实现:一种防水密封条的双面同时打磨装置,其特征在于,包括机座、打磨轮、两根定位螺杆、卷收轮和放料轮,所述打磨轮转动连接在机座上,所述打磨轮通过一驱动电机驱动,所述定位螺杆固定连接在机座上,所述定位螺杆的轴线与打磨螺杆的轴线平行,所述定位螺杆上具有螺旋的、与防水密封条的宽度适配的导槽,两根定位螺杆对称设置在打磨轮的外侧,防水密封条牵引在放料轮和卷收轮之间,防水密封条由放料轮拉出后由其中一根定位螺杆的下端缠绕至上端,然后从另一根定位螺杆的上端缠绕至下端,两根定位螺杆上导槽的螺旋方向相同,防水密封条上正对的两个待打磨面通过两根定位螺杆进行导向后均抵靠在打磨轮上;所述卷收轮与打磨轮之间通过一减速机构相连。
7.进一步的,所述减速机构包括连接打磨轮的第一齿轮、转动连接在机座上的第二齿轮、转动连接在机座上的第三齿轮和连接在放料螺杆上的第四齿轮,所述第二齿轮同时啮合第一齿轮和第三齿轮,所述第四齿轮啮合第三齿轮。
8.进一步的,所述机座上固定设置有一吊臂,所述吊臂上转动连接有一导向轮,所述导向轮对牵引在两根定位螺杆之间的防水密封条进行导向。
9.导向轮能够使防水密封条从其中一根定位螺杆上端出来时与该定位螺杆的导槽适配,也使防水密封条能够平顺的进入另一根螺杆的导槽。
10.进一步的,所述机座上固定设置有一防尘罩,所述防尘罩部分包裹所述打磨轮,所述防尘罩上连接有一吸尘管,所述吸尘管连接一抽风机。
11.进一步的,所述定位螺杆为导槽侧壁和底部壁面均光滑的金属材质制成。
12.进一步的,所述定位螺杆上设置有对导槽进行润滑的润滑结构,所述润滑结构包括开设在定位螺杆轴线处的通液孔,所述定位螺杆上设置有若干垂直通液孔的溢流通道,所述溢流通道的内端连接通液孔,所述溢流通道的外端贯穿导槽的底部壁面;所述通液孔的一端封口,所述通液孔的另一端连接一储存有润滑油的储液罐。
13.防水密封条在导槽内移动的过程中将从溢流通道内溢出的润滑油涂抹在整个导槽内,确保润滑的均匀性。
14.一种同时对防水密封条的两个面进行打磨的方法,包括如下步骤:根据防水密封条的尺寸旋转适当的定位螺杆,要求是:定位螺杆上导槽的深度小于防水密封条的厚度;安装好定位螺杆、卷收轮和放料轮后,从卷绕在放料轮上的防水密封条的端部拉出,由下至上在其中一根定位螺杆上导槽上缠绕,将防水密封条沿导槽缠绕至该定位螺杆的上端,然后将防水密封条穿过导向轮,由上至下在其中一根定位螺杆上导槽上缠绕,将防水密封条沿导槽缠绕至该定位螺杆的下端,然后与卷收轮相连,启动驱动电机,使打磨轮与卷收轮同步旋转,防水密封条的两个正对的侧面一次性受到打磨轮的同时打磨。
15.与现有技术相比,本方案具有如下优点:
16.1、由于防水密封条缠绕在定位螺杆上,打磨轮能够全区域的与绕设在定位螺杆的防水密封条接触,大幅增加了防水密封条的打磨效率。
17.2、防水密封条在定位螺杆上倾斜设置,使打磨轮与之接触时,防水密封条长度方向与打磨轮的轴线之间呈倾角,避免了打磨轮沿着防水密封条直线方向打磨,因为防水密封条内有与防水密封条长度方向平行的纤维,橡胶与纤维的强度不同,如果沿直线方向打磨会造成打磨面划痕较深,若维持防水密封条平整度,则需要磨损的尺寸较大,影响防水密封条的强度和精度,也会影响打磨的效率。
18.3、通过导向轮的设置,使防水密封条在其中一根定位螺杆上端引出后能够沿着另一根定位螺杆上导槽的倾角平顺的绕设在另一根地位螺杆上。
19.4、打磨轮与放料螺杆同步,使放料速度与打磨速度同步,提高了防水密封条打磨强度和被磨损程度的一致性,放料轮通过阻尼结构实现对防水密封条进料端的张紧,阻尼结构可以是紧压在放料轮转轴上的压紧片和连接压紧片与机座的压紧弹簧。
20.5、为了使防水密封条在第一导槽内平顺的移动,设置润滑结构,避免了防水密封条在第一导槽内因摩擦阻力较大而抖动,进而确保防水密封条移动的平稳性和连贯性,同时也对定位螺杆进行了散热,并减小了车间飞尘的产生。
21.6、打磨轮只对绕设在定位螺杆上导槽中段的防水密封条进行打磨,确保防水密封条在定位螺杆上的入端和出端远离打磨轮。
22.7、通过防水密封条在两根螺旋方向相同的定位螺杆上的绕设,使防水密封条的两个正对的侧面能够同时受到打磨轮的打磨,且两个侧面的磨损情况和打磨后的粗糙度几乎相同,大幅提高了打磨效率和打磨质量。
附图说明
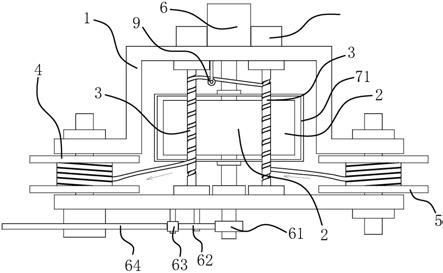
23.图1是本双面同时打磨装置的结构示意图。
24.图2是两根定位螺杆与打磨轮的位置关系示意图。
25.图3是定位螺杆的结构示意图。
26.图中,1、机座;2、打磨轮;3、定位螺杆;31、导槽;4、卷收轮;5、放料轮;6、驱动电机;61、第一齿轮;62、第二齿轮;63、第三齿轮;64、第四齿轮;71、防尘罩;72、吸尘管; 81、通液孔;82、溢流通道;83、储液罐;9、导向轮。
具体实施方式
27.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
28.如图1、图2和图3所示,包括机座1、打磨轮2、两根定位螺杆3、卷收轮4和放料轮5,打磨轮2转动连接在机座1上,打磨轮2通过一驱动电机6驱动,定位螺杆3固定连接在机座1上,定位螺杆3的轴线与打磨螺杆的轴线平行,定位螺杆3上具有螺旋的、与防水密封条的宽度适配的导槽31,两根定位螺杆3对称设置在打磨轮2的外侧,防水密封条牵引在放料轮5和卷收轮4 之间,防水密封条由放料轮5拉出后由其中一根定位螺杆3的下端缠绕至上端,然后从另一根定位螺杆3的上端缠绕至下端,两根定位螺杆3上导槽31的螺旋方向相同,防水密封条上正对的两个待打磨面通过两根定位螺杆3进行导向后均抵靠在打磨轮2上;卷收轮4与打磨轮2之间通过一减速机构相连。
29.减速机构包括连接打磨轮2的第一齿轮61、转动连接在机座 1上的第二齿轮62、转动连接在机座1上的第三齿轮63和连接在放料螺杆上的第四齿轮64,第二齿轮62同时啮合第一齿轮61和第三齿轮63,第四齿轮64啮合第三齿轮63。
30.机座1上固定设置有一吊臂,吊臂上转动连接有一导向轮9,导向轮9对牵引在两根定位螺杆3之间的防水密封条进行导向。
31.导向轮9能够使防水密封条从其中一根定位螺杆3上端出来时与该定位螺杆3的导槽31适配,也使防水密封条能够平顺的进入另一根螺杆的导槽31。
32.机座1上固定设置有一防尘罩71,防尘罩71部分包裹打磨轮2,防尘罩71上连接有一吸尘管72,吸尘管72连接一抽风机。
33.定位螺杆3为导槽31侧壁和底部壁面均光滑的金属材质制成。
34.定位螺杆3上设置有对导槽31进行润滑的润滑结构,润滑结构包括开设在定位螺杆3轴线处的通液孔81,定位螺杆3上设置有若干垂直通液孔81的溢流通道82,溢流通道82的内端连接通液孔81,溢流通道82的外端贯穿导槽31的底部壁面;通液孔81 的一端封口,通液孔81的另一端连接一储存有润滑油的储液罐 83。
35.防水密封条在导槽31内移动的过程中将从溢流通道82内溢出的润滑油涂抹在整个导槽31内,确保润滑的均匀性。
36.同时对防水密封条的两个面进行打磨的方法包括如下步骤:根据防水密封条的尺寸旋转适当的定位螺杆3,要求是:定位螺杆3上导槽31的深度小于防水密封条的厚度;安装好定位螺杆3、卷收轮4和放料轮5后,从卷绕在放料轮5上的防水密封条的端部拉出,由下至上在其中一根定位螺杆3上导槽31上缠绕,将防水密封条沿导槽31缠绕至该定位螺杆3的上端,然后将防水密封条穿过导向轮9,由上至下在其中一根定位螺杆3上导槽31上缠绕,将防水密封条沿导槽31缠绕至该定位螺杆3的下端,然后与卷收轮4相连,启动驱动电机6,使打磨轮2与卷收轮4同步旋转,防水密封条的两个正对的侧面一次性受到打磨轮2的同时打磨。
37.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1