一种带冷却筋板的卡钳体铸件的制作方法
1.本实用新型涉及金属铸造领域,具体是一种带冷却筋板的卡钳体铸件。
背景技术:
2.当前,大多数现代汽车的前轮上都装有盘式制动器,甚至有些汽车四个车轮上都装有盘式制动器,它是汽车制动系统中真正使汽车停止的部件;盘式制动器有液压型的,由液压控制,主要零部件有制动盘、分泵、卡钳体、油管等;盘式制动器散热快、重量轻、构造简单、调整方便;卡钳体是汽车液压盘式制动器上的主要零件之一,它是汽车中应力最为集中、承受变载压力最频繁的零件,直接关系到汽车的安全性能,因此它的设计标准十分严格;
3.目前,为了防止缩孔、缩松,在卡钳铸件弧背与缸头连接部位增加冒口;但是卡钳体弧背冒口颈与缸头顶部凸台难以形成补缩通道,生产的卡钳体容易产生缸头部位显微缩松,而卡钳体缩松将直接导致铸件机加后产生油孔渗漏的隐患;为了解决上述问题,现提出一种带冷却筋板的卡钳体铸件。
技术实现要素:
4.本实用新型的目的就是为了解决上述问题,提出了一种带冷却筋板的卡钳体铸件。
5.本实用新型的具体方案是:一种带冷却筋板的卡钳体铸件,包括:冒口、冒口颈、卡钳体铸件,所述卡钳体铸件右侧设有冒口,防止缩孔、缩松;所述冒口通过冒口颈与卡钳体铸件连接;所述卡钳体铸件包括:铸件勾爪、铸件液压区、缸头厚大进油孔部位,所述铸件液压区位于铸件卡钳体中部,铸件液压区两侧分别设有铸件勾爪,铸件液压区下部设有缸头厚大进油孔部位,所述缸头厚大进油孔部位底部设有冷却筋板,所述卡钳体铸件与冷却筋板为一体成型结构。
6.所述冷却筋板位于缸头厚大进油孔部位下部正中心部位。
7.所述冷却筋板结构的厚度为卡钳体铸件厚度的1/10~1/5,长度为卡钳体铸件厚度的1/2。
8.所述冒口颈与卡钳体铸件截面成v字型,方便成型后直接敲落冒口。
9.本实用新型的工作原理:在卡钳体铸件铸造过程中,冷却筋板传输缸头厚大进油孔部位热量但又不对厚大部位加热,在铸件凝固过程中使缸头厚大进油孔部位定向凝固并早于铸件整体凝固,使实现无缩松致密性铸件,有效的防止砂眼的情况产生,铸造完成之后将冷却筋板磨掉,获得完整的产品零部件。
10.本实用新型具有以下有益效果:1、结构简单、成本低廉;2、有效防止砂眼进入卡钳型腔,极大的提高了产品的质量3、使用方便,除去简单。
附图说明
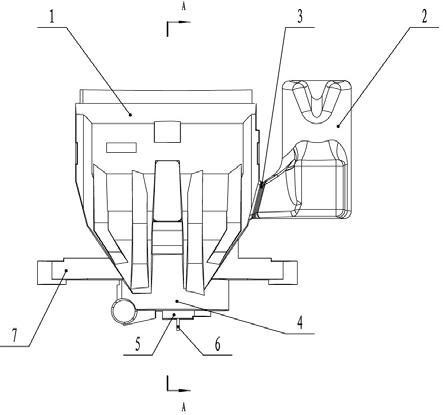
11.图1是本实用新型的主视图;
12.图2是图1的a
‑
a剖视图;
13.图3是本实用新型的后侧结构图;
14.图4是本实用新型的前侧结构图;
15.图中:1
‑
卡钳体铸件, 2
‑
冒口,3
‑
冒口颈,4
‑
铸件液压区,5
‑
缸头厚大进油孔部位,6
‑
冷却筋板, 7
‑
铸件勾爪。
具体实施方式
16.参见图1
‑
4,一种带冷却筋板6的卡钳体铸件1,包括:冒口2、冒口颈3、卡钳体铸件1,所述卡钳体铸件1右侧设有冒口2,防止缩孔、缩松;所述冒口2通过冒口颈3与卡钳体铸件1连接;所述卡钳体铸件1包括:铸件勾爪7、铸件液压区4、缸头厚大进油孔部位5,所述铸件液压区4位于铸件卡钳体中部,铸件液压区4两侧分别设有铸件勾爪7,铸件液压区4下部设有缸头厚大进油孔部位5,所述缸头厚大进油孔部位5底部设有冷却筋板6,所述卡钳体铸件1与冷却筋板6为一体成型结构。
17.所述冷却筋板6位于缸头厚大进油孔部位5下部正中心部位。
18.所述冷却筋板6结构的厚度为卡钳体铸件1厚度的1/10~1/5,长度为卡钳体铸件1厚度的1/2。
19.所述冒口颈3与卡钳体铸件1截面成v字型,方便成型后直接敲落冒口2。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1