一种绝缘玻璃纤维板切割后磨边机械的制作方法
1.本发明涉及纤维板磨边技术领域,特别涉及一种绝缘玻璃纤维板切割后磨边机械。
背景技术:
2.绝缘玻璃纤维板一般由玻璃纤维材料和高耐热性的复合材料合成,不含对人体有害石棉成份,绝缘玻璃纤维板具有较高的机械性能和介电性能,且拥有较好的耐热性和耐潮性,其加工性良好,常被用于塑胶模具、注塑模具、机械制造、注塑机和台面研磨垫板等。在绝缘玻璃纤维板制备完成后,常常需要将缘玻璃纤维板切割成特定的形状以适应不同的工作情况,而圆板型的绝缘玻璃纤维板则是其中常用的一种玻璃纤维板,且圆板型的玻璃纤维板上均匀切割开设有圆孔,而在切割玻璃纤维板时,玻璃纤维板的切割处容易出现毛刺或者毛边影响其工作性能。
3.目前,在对圆板型的绝缘玻璃纤维板切割后的制品进行磨边时通常存在以下缺陷:1.圆板型的绝缘玻璃纤维板在切割完成后,其弧形外侧壁和圆孔内壁处都容易出现毛刺或毛边,传统的磨边方法在对弧形外侧壁磨边完成后需要转换其工位再另行固定,然后对玻璃纤维板上开设的圆孔内壁进行磨边,此过程中需要更换磨边机械,致使磨边机械的利用率较低,浪费了工作时间导致磨边效率下降;2.在对玻璃纤维板的圆孔处进行磨边时,需要将堆叠的玻璃纤维板插入磨边机械上,而由于圆孔内壁需要和磨边设备紧贴在一起,因此会给安装过程带来困难,且传统的磨边设备很难保证圆孔内壁和磨边设备的紧贴程度致使圆孔内壁的磨边效果较差。
技术实现要素:
4.(一)技术方案:为解决上述问题,本发明具体采用以下技术方案,一种绝缘玻璃纤维板切割后磨边机械,包括固定底板、磨边装置、l型安装架和带动装置,所述的固定底板的上端设置有磨边装置,固定底板的上端后侧安装有l型安装架,l型安装架的上端前侧设置有磨孔装置。
5.所述的磨边装置包括限位圆槽、圆板、安装轴、磨孔机构、安装盒体、磨边机构、电动推杆和旋转电机,固定底板的中部开设有限位圆槽,限位圆槽内转动安装有圆板,圆板上端面沿其周向均匀转动设置有安装轴,安装轴上安装有磨孔机构,固定底板顶部滑动设置有左右对称的安装盒体,安装盒体内设置有磨边机构,安装盒体远离磨孔机构的一端与电动推杆连接,电动推杆通过基座安装在固定底板上,圆板的下端中部与旋转电机的输出轴连接,旋转电机通过安装支架安装在固定底板的下端。
6.所述的带动装置包括安装环板、气缸和带动机构,l型安装架的上端转动安装有安装环板,安装环板的中部固定有气缸,气缸的顶出端上连有带动机构。
7.所述的磨孔机构包括圆槽、推动柱、复位弹簧、带动槽、推进块、推杆、孔壁打磨板和压缩弹簧,安装轴的上端中部开设有圆槽,圆槽内滑动设置有推动柱,推动柱下端通过复
位弹簧与圆槽连接,安装轴上端的两侧对称开设有带动槽,带动槽与圆槽相连通,推动柱的下侧固定有推进块,安装轴中部的四侧滑动贯穿有推杆,推杆靠近推动柱的一端位于推进块下方,推杆远离推动柱的一端安装有孔壁打磨板,孔壁打磨板通过上下对称设置的压缩弹簧与安装轴连接。
8.优选的,所述的圆板上端面的左右两侧对称固定有垫板。
9.优选的,所述的推进块为圆台型,且推进块的外侧面靠上端开设有卡位孔,且卡位孔的下端面为斜面。
10.优选的,所述的磨边机构包括滑动柱、连接弹簧、侧壁打磨板和辅助夹紧支链,安装盒体的侧壁滑动安装有上下对称的滑动柱,滑动柱通过连接弹簧与安装盒体远离磨孔机构的一端连接,滑动柱靠近磨孔机构的一端固定有侧壁打磨板,安装盒体内的上下两侧对称设置有辅助夹紧支链。
11.优选的,所述的辅助夹紧支链包括凹槽、滑槽、滑动块、安装弹簧、移动杆、夹紧板和夹紧弹簧,安装盒体内壁的上下两侧对称开设有凹槽,凹槽内的前后两侧对称开设有滑槽,滑槽内竖直滑动安装有滑动块,滑动块通过安装弹簧与滑槽连接,前后两个滑动块之间通过铰链安装有移动杆,移动杆的另一端通过销轴转动安装有夹紧板,夹紧板远离磨孔机构的一侧通过夹紧弹簧与凹槽连接。
12.优选的,所述的带动机构包括安装圆板、旋转轴、带动块、驱动齿轮、连接齿轮和驱动电机,气缸的顶出端上固定有安装圆板,安装圆板上通过一号轴承均匀转动安装有多个旋转轴,且旋转轴沿安装圆板上端面呈周向分布,旋转轴下端的两侧对称固定有带动块,旋转轴上端安装有驱动齿轮,多个驱动齿轮之间共同啮合有连接齿轮,连接齿轮的中部通过二号轴承安装在气缸的顶出端上,其中一个驱动齿轮的上端与驱动电机的输出轴连接,驱动电机通过电机座安装在安装圆板上。
13.优选的,所述的带动块与带动槽为对应配合设置。
14.(二)相比现有技术,本发明的有益效果是:1.本发明设计了一种可对多个圆板型绝缘玻璃纤维板进行统一的侧壁打磨和孔壁打磨的机械,无需更换玻璃纤维板的工作位置和磨边机械,提升了磨边机械的利用率和磨边效率,还设计了一种可同步内撑的磨孔机构,减小了玻璃纤维板的安装难度,同时还提高了圆孔内壁的磨边效果。
15.2.本发明在将纤维板上的圆孔对准安装轴插入后,通过带动装置推动磨孔机构内的孔壁打磨板进行内撑,进而使堆积的纤维板排布整齐,先通过旋转电机带动纤维板旋转同时通过磨边机构进行侧壁打磨,再通过磨边机构对纤维板进行固定,通过带动机构带动磨孔机构旋转对圆孔内壁进行打磨,在同一打磨机械上分两步将纤维板外侧壁和圆孔内侧壁进行了打磨,无需转换纤维板的工位,提升了该机械的利用率。
16.3.本发明通过孔壁打磨板的内撑可进一步调整纤维板的排列位置,并使孔壁打磨板紧贴在圆孔内侧壁,在纤维板安装的同时还提升了圆孔的磨边效果。
附图说明
17.下面结合附图和实施例对本发明进一步说明。
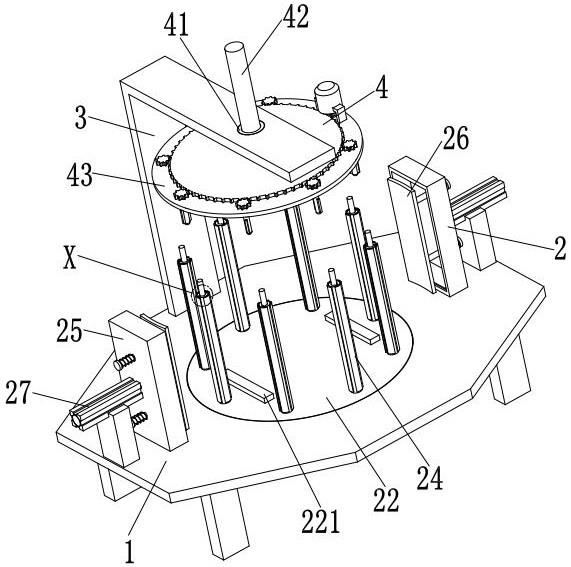
18.图1是本发明的立体结构示意图。
19.图2是本发明的俯视图。
20.图3是本发明图2的a
‑
a向剖视图。
21.图4是本发明图1的x处局部放大图。
22.图5是本发明图3的y处局部放大图。
23.图6是本发明图3的z处局部放大图。
24.图7是本发明图3的v处局部放大图。
25.图8是本发明图3的t处局部放大图。
26.图9是绝缘玻璃纤维板的立体结构示意图。
27.图中:1、固定底板;2、磨边装置;3、l型安装架;4、带动装置;21、限位圆槽;22、圆板;221、垫板;23、安装轴;24、磨孔机构;241、圆槽;242、推动柱;243、复位弹簧;244、带动槽;245、推进块;246、推杆;247、孔壁打磨板;248、压缩弹簧;25、安装盒体;26、磨边机构;261、滑动柱;262、连接弹簧;263、侧壁打磨板;264、辅助夹紧支链;2641、凹槽;2642、滑槽;2643、滑动块;2644、安装弹簧;2645、移动杆;2646、夹紧板;2647、夹紧弹簧;27、电动推杆;28、旋转电机;41、安装环板;42、气缸;43、带动机构;431、安装圆板;432、旋转轴;433、带动块;434、驱动齿轮;435、连接齿轮;436、驱动电机。
具体实施方式
28.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
29.参阅图1、图2和图3,一种绝缘玻璃纤维板切割后磨边机械,包括固定底板1、磨边装置2、l型安装架3和带动装置4,所述的固定底板1的上端设置有磨边装置2,固定底板1的上端后侧安装有l型安装架3,l型安装架3的上端前侧设置有带动装置4。
30.参阅图1、图3、图4和图5,所述的磨边装置2包括限位圆槽21、圆板22、安装轴23、磨孔机构24、安装盒体25、磨边机构26、电动推杆27和旋转电机28,固定底板1的中部开设有限位圆槽21,限位圆槽21内转动安装有圆板22,圆板22上端面沿其周向均匀转动设置有安装轴23,安装轴23上安装有磨孔机构24,固定底板1顶部滑动设置有左右对称的安装盒体25,安装盒体25内设置有磨边机构26,安装盒体25远离磨孔机构24的一端与电动推杆27连接,电动推杆27通过基座安装在固定底板1上,圆板22的下端中部与旋转电机28的输出轴连接,旋转电机28通过安装支架安装在固定底板1的下端;所述的圆板22上端面的左右两侧对称固定有垫板221,使堆积的纤维板距离圆板22有一定高度,方便对堆积的纤维板的上下两侧进行辅助夹持,稳定纤维板在进行圆孔打磨时的状态,具体工作时,将圆板型的纤维板排列整齐并移动至磨孔机构24上方,使纤维板上的圆孔与安装轴23对齐,再将纤维板插入到安装轴23上,待圆板22上方的纤维板放置到合适数量后停止放入纤维板,再通过带动装置4带动磨孔机构24运动,使磨孔机构24对多个纤维板的圆孔进行内支撑,使纤维板进一步排列整齐。
31.先进行纤维板的侧壁打磨,通过电动推杆27推动安装盒体25向靠近纤维板的方向运动,同步带动磨边机构26与纤维板的侧壁进行弹性接触,然后通过旋转电机28带动圆板22在限位圆槽21内旋转,使安装轴23随之绕圆板22中心旋转,进而使安装轴23带动纤维板发生旋转并通过磨边机构26对纤维板的侧壁进行磨边处理,当纤维板的侧壁打磨完成后,通过电动推杆27继续推动安装盒体25向靠近纤维板的方向运动并挤压纤维板的左右两侧
壁,再通过带动装置4带动安装轴23自身发生旋转进而使磨孔机构24对圆孔内壁进行打磨,磨边完成后使带动装置4复位,再将打磨完成的纤维板取下。
32.参阅图4、图7和图8,所述的磨孔机构24包括圆槽241、推动柱242、复位弹簧243、带动槽244、推进块245、推杆246、孔壁打磨板247和压缩弹簧248,安装轴23的上端中部开设有圆槽241,圆槽241内滑动设置有推动柱242,推动柱242下端通过复位弹簧243与圆槽241连接,安装轴23上端的两侧对称开设有带动槽244,所述的带动块433与带动槽244为对应配合设置,带动槽244与圆槽241相连通,推动柱242的下侧固定有推进块245,安装轴23中部的四侧滑动贯穿有推杆246,推杆246靠近推动柱242的一端位于推进块245下方,推杆246远离推动柱242的一端安装有孔壁打磨板247,孔壁打磨板247通过上下对称设置的压缩弹簧248与安装轴23连接;所述的推进块245为圆台型,且推进块245下端面的半径小于上端面的半径,推进块245的外侧面靠上端开设有卡位孔,且卡位孔的下端面为斜面,当推动柱242向下推动到合适位置后,推杆246靠近推动柱242的一端卡入卡位孔中,具体工作时,当带动机构43与推动柱242接触后,推动推动柱242向下运动并同步带动推进块245向下运动,推动柱242在向下运动的同时对复位弹簧243进行压缩,推进块245向下运动的同时推动推杆246向外运动,使孔壁打磨板247随之向外运动并同步拉伸压缩弹簧248,孔壁打磨板247向外运动到合适位置后紧贴在纤维板的内壁上,使堆积的纤维板排列整齐便于后续的磨边工作。当需要对纤维板的侧壁进行磨边时,旋转电机28带动圆板22旋转并使安装轴23带动纤维板旋转,通过磨边机构26对侧壁进行打磨;当需要对纤维板圆孔内壁进行打磨时,通过磨边机构26对纤维板进行固定,再通过带动机构43带动安装轴23以自身为旋转中心进行旋转并对纤维板的圆孔内壁进行打磨。
33.参阅图1、图2和图3,所述的带动装置4包括安装环板41、气缸42和带动机构43,l型安装架3的上端转动安装有安装环板41,安装环板41的中部固定有气缸42,气缸42的顶出端上连有带动机构43,具体工作时,当纤维板放置完成后,通过气缸42推动带动机构43向下运动并与磨孔机构24接触,先进行纤维板的侧壁打磨,在进行侧壁打磨时气缸42随圆板22的旋转而旋转,侧壁打磨完成后再通过带动机构43带动安装轴23自转对圆孔内壁进行打磨。
34.参阅图2和图3,所述的带动机构43包括安装圆板431、旋转轴432、带动块433、驱动齿轮434、连接齿轮435和驱动电机436,气缸42的顶出端上固定有安装圆板431,安装圆板431上通过一号轴承均匀转动安装有多个旋转轴432,且旋转轴432沿安装圆板431上端面呈周向分布,旋转轴432下端的两侧对称固定有带动块433,旋转轴432上端安装有驱动齿轮434,多个驱动齿轮434之间共同啮合有连接齿轮435,连接齿轮435的中部通过二号轴承安装在气缸42的顶出端上,其中一个驱动齿轮434的上端与驱动电机436的输出轴连接,驱动电机436通过电机座安装在安装圆板431上;具体工作时,当纤维板放置完成后,通过气缸42推动安装圆板431向下运动,使旋转轴432和带动块433随之向下运动,旋转轴432向下运动并与磨孔机构24接触,当进行纤维板的侧壁打磨时,安装轴23带动旋转轴432和安装圆板431以气缸42为旋转中心发生旋转,并使气缸42和安装环板41随之转动,当侧壁打磨完成后,通过驱动电机436带动其中一个驱动齿轮434旋转,其中一个驱动齿轮434旋转同步带动连接齿轮435转动并使所有的驱动齿轮434都发生旋转,驱动齿轮434旋转随之带动旋转轴432和带动块433同步转动,带动块433转动的同时带动槽244和安装轴23也随之同步旋转,进而通过磨孔机构24对圆孔内壁进行打磨。
35.参阅图3,所述的磨边机构26包括滑动柱261、连接弹簧262、侧壁打磨板263和辅助夹紧支链264,安装盒体25的侧壁滑动安装有上下对称的滑动柱261,滑动柱261通过连接弹簧262与安装盒体25远离磨孔机构24的一端连接,滑动柱261靠近磨孔机构24的一端固定有侧壁打磨板263,安装盒体25内的上下两侧对称设置有辅助夹紧支链264,具体工作时,在对纤维板的侧壁进行磨边时,通过电动推杆27推动安装盒体25向靠近纤维板的方向运动,进而使侧壁打磨板263在连接弹簧262的弹性作用下紧贴在纤维板的侧壁上,当侧壁打磨完成后,继续向靠近纤维板的方向推动安装盒体25,加大侧壁打磨板263对纤维板的挤压力并通过辅助夹紧支链264对堆积的纤维板的上下两侧进行夹持,确保在进行圆孔内壁打磨时纤维板的位置不变。
36.参阅图6,所述的辅助夹紧支链264包括凹槽2641、滑槽2642、滑动块2643、安装弹簧2644、移动杆2645、夹紧板2646和夹紧弹簧2647,安装盒体25内壁的上下两侧对称开设有凹槽2641,凹槽2641内的前后两侧对称开设有滑槽2642,滑槽2642内竖直滑动安装有滑动块2643,滑动块2643通过安装弹簧2644与滑槽2642连接,前后两个滑动块2643之间通过铰链安装有移动杆2645,移动杆2645的另一端通过销轴转动安装有夹紧板2646,夹紧板2646为倾斜设置,夹紧板2646远离磨孔机构24的一侧通过夹紧弹簧2647与凹槽2641连接,具体工作时,通过电动推杆27继续向靠近纤维板的方向推动安装盒体25,使侧壁打磨板263与安装盒体25发生相对滑动,侧壁打磨板263滑入安装盒体25内并推动夹紧板2646的中部和远离纤维板的一端向凹槽2641内运动,当侧壁打磨板263运动到合适位置后,在安装弹簧2644和夹紧弹簧2647的弹性作用下,夹紧板2646对堆积的纤维板的上下两侧进行辅助夹持。
37.本发明的工作步骤如下:s1:将圆板型的纤维板排列整齐并移动至磨孔机构24上方,使纤维板上的圆孔与安装轴23对齐,再将纤维板插入到安装轴23上,待圆板22上方的纤维板放置到合适数量后停止放入纤维板。
38.s2:通过气缸42推动带动机构43向下运动并与磨孔机构24接触,使磨孔机构24对多个纤维板的圆孔进行内支撑,使纤维板进一步排列整齐。
39.s3:通过电动推杆27推动安装盒体25向靠近纤维板的方向运动,同步带动磨边机构26与纤维板的侧壁进行弹性接触,然后通过旋转电机28带动圆板22旋转,进而使安装轴23带动纤维板发生旋转并通过磨边机构26对纤维板的侧壁进行磨边处理。
40.s4:当s2完成后,通过电动推杆27继续推动安装盒体25向靠近纤维板的方向运动并挤压纤维板的左右两侧壁,再通过带动机构43带动安装轴23自身发生旋转进而使磨孔机构24对圆孔内壁进行打磨,再将打磨完成的纤维板取下。
41.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化;凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1