一种圆弧齿类压气机转子叶片榫齿强力磨削工装的制作方法
1.本发明属于航空发动机叶片压气机叶片加工技术领域,涉及一种圆弧齿类压气机转子叶片榫齿强力磨削工装。
背景技术:
2.圆弧齿榫头结构的转子叶片是压气机转子叶片的一大类,此类叶片榫齿一般作为叶身型面加工和测量的基准,榫齿圆弧中心在发动机中心,半径几百毫米,传统制造过程通常采用成型铣刀铣削的加工方式成本较高,且圆弧齿精度极高,刀具磨损难以监控。采用可连续修整的强力磨削加工,能够满足圆弧齿加工精度,但叶片定位尺寸较小,工装结构设计难度较大,加工空间受限;若要同时进行榫齿两侧的加工,其转接精度也难以保证。
技术实现要素:
3.为解决上述技术问题,本发明提供一种圆弧齿类压气机转子叶片榫齿强力磨削工装,具有稳定的装夹性能,提高零件装夹精度及零件磨削精度,缩短生产准备周期,提高叶片加工质量。
4.本发明的一种圆弧齿类压气机转子叶片榫齿强力磨削工装,包括:安装座结构和方箱结构,所述安装座结构安装在磨削设备的转台上;所述方箱结构装夹在安装座结构上,待加工叶片装夹固定在方箱结构内且叶片榫齿从方箱结构顶面露出;所述安装座结构上设有三个相互垂直的定位基准面以实现和方箱结构底面以及两个相邻侧面进行接触定位,所述安装座结构设有组合压板机构以实现对方箱结构另外两个相邻侧面施加压紧力;所述方箱结构内部设有榫齿端定位块和榫齿端压紧机构,叶尖定位块和叶尖压紧螺钉,以实现对叶片装夹固定。
5.在本发明的圆弧齿类压气机转子叶片榫齿强力磨削工装中,所述安装座结构包括:圆盘连接座、第一方箱定位块、第二方箱定位块和第三方箱定位块;所述圆盘连接座安装在磨削设备的转台上,第二方箱定位块固定在圆盘连接座上,第三方箱定位块垂直固定在第二方箱定位块上,第一方箱定位块固定在第三方箱定位块上且分别与第二方箱定位块、第三方箱定位块垂直设置,三个方箱定位块构成三个相互垂直的定位基准面;
6.所述组合压板机构固定在第三方箱定位块上,包括:连接杆、压紧杆、旋转杆和旋转杆座,所述连接杆后端固定在第三方箱定位块一端,连接杆前端与压紧杆转接,压紧杆另一端设有弧形槽;所述旋转杆座固定在第三方箱定位块另一端,旋转杆后端与旋转杆座转接,旋转杆前端卡设在弧形槽内并与压紧螺母配合压紧所述压紧杆;所述连接杆上穿设压紧螺钉以将方箱结构压紧在第一方箱定位块上,所述压紧杆上设有弧形压紧块以将方箱结构压紧在第三方箱定位块上。
7.在本发明的圆弧齿类压气机转子叶片榫齿强力磨削工装中,所述压紧杆上设有长通槽,所述弧形压紧块中部通过转轴与长通槽侧壁转接,弧形压紧块的两端部从长通槽伸出以压紧方箱结构。
8.在本发明的圆弧齿类压气机转子叶片榫齿强力磨削工装中,还包括连接杆底座,连接杆底座固定在第三方箱定位块一端,所述连接杆后端固定在连接杆底座上。
9.在本发明的圆弧齿类压气机转子叶片榫齿强力磨削工装中,所述方箱结构包括:箱体和设置在箱体内的第一榫齿端定位块、第二榫齿端定位块、第一压紧块机构、第二压紧块机构、叶尖端定位块和叶尖压紧螺钉;所述第一榫齿端定位块、第二榫齿端定位块固定在箱体两个相邻内壁上与叶片榫齿端接触定位,所述第一压紧块机构、第二压紧块机构设置在另两个相邻内壁上以将叶片榫齿端压紧在第一榫齿端定位块、第二榫齿端定位块上;所述叶尖端定位块设置在箱体底部与叶尖端接触定位,叶尖压紧螺钉穿设在箱体内壁上以将叶尖端压紧在叶尖端定位块上。
10.在本发明的圆弧齿类压气机转子叶片榫齿强力磨削工装中,所述第一压紧块机构和第二压紧块机构的结构相同都包括:压紧块、螺钉和连接轴;所述压紧块由压紧头和连接耳组成,连接耳上设有轴孔,所述箱体内壁上设有矩形通孔,所述连接耳位于矩形通孔内,所述连接轴设置于箱体内壁中并穿过连接耳上的轴孔,所述螺钉穿入箱体内壁推动压紧块绕连接轴转动以压紧叶片榫齿端。
11.在本发明的圆弧齿类压气机转子叶片榫齿强力磨削工装中,所述箱体内还设有定位球和定位球连接座,所述定位球连接座固定箱体顶部,定位球固定在定位球连接座上,定位球与叶片内流道表面接触以对叶片径向定位。
12.在本发明的圆弧齿类压气机转子叶片榫齿强力磨削工装中,所述叶尖端定位块设置在箱体转角处,两侧边分别与箱体两相邻内壁接触;箱体内部设有两个叶尖压紧螺钉,分别从另外两个相邻内壁伸入箱体以将叶尖端压紧到叶尖端定位块上。
13.在本发明的圆弧齿类压气机转子叶片榫齿强力磨削工装中,所述箱体由第一方箱基体和第二方箱基体围构形成,箱体顶部和底部不封闭。
14.本发明的一种圆弧齿类压气机转子叶片榫齿强力磨削工装具有稳定的定位结构,同时可以满足强力磨削设备的加工空间限制,通过巧妙的压紧结构与定位结构,能够减少叶片重复安装误差,确保两侧同时加工时产生的转接精度问题,最大程度降低工装设计难度与设计周期,可在其它类似叶片工装上使用。
附图说明
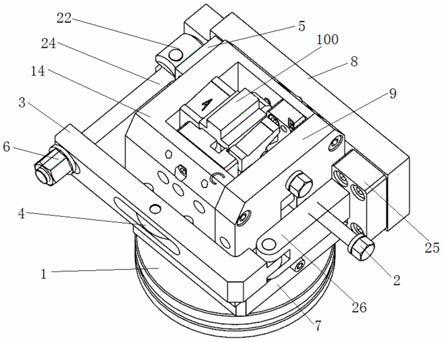
15.图1是本发明的一种圆弧齿类压气机转子叶片榫齿强力磨削工装的结构示意图;
16.图2是本发明的安装座结构的示意图;
17.图3是本发明的方箱结构的示意图;
18.图4是本发明的方箱结构的俯视图;
19.图5是本发明的方箱结构另一角度的示意图;
20.1-圆盘连接座,2-压紧螺钉,3-压紧杆,4-弧形压紧块,5-第一方箱定位块,6-压紧螺母,7-第二方箱定位块,8-第三方箱定位块,9-第一方箱基体,10-第二螺钉,11-第二压紧块,12-第一螺钉,13-第一压紧块,14-第二方箱基体,15-定位球连接座,16-定位球,17-第一榫齿端定位块,18-第二榫齿端定位块,19-叶尖端定位块,20-第一叶尖压紧螺钉,21-第二叶尖压紧螺钉,22-旋转杆座,23-第一旋转销,24-旋转杆,25-连接杆底座,26-连接杆,27-第二旋转销,28-连接耳,29-矩形通孔。
具体实施方式
21.如图1所示,本发明的一种圆弧齿类压气机转子叶片榫齿强力磨削工装,包括:安装座结构和方箱结构,所述安装座结构安装在磨削设备的转台上;所述方箱结构装夹在安装座结构上,待加工叶片装夹固定在方箱结构内且叶片榫齿从方箱结构顶面露出,便于砂轮接触进行磨削加工。所述安装座结构上设有三个相互垂直的定位基准面以实现和方箱结构底面以及两个相邻侧面进行接触定位,所述安装座结构设有组合压板机构以实现对方箱结构另外两个相邻侧面施加压紧力;所述方箱结构内部设有榫齿端定位块和榫齿端压紧机构,叶尖定位块和叶尖压紧螺钉,以实现对叶片装夹固定。
22.如图2所示,安装座结构包括:圆盘连接座1、第一方箱定位块5、第二方箱定位块7和第三方箱定位块8;所述圆盘连接座1安装在磨削设备的转台上,第二方箱定位块7固定在圆盘连接座1上,第三方箱定位块8垂直固定在第二方箱定位块7上,第一方箱定位块5固定在第三方箱定位块8上且分别与第二方箱定位块7、第三方箱定位块8垂直设置,三个方箱定位块构成三个相互垂直的定位基准面a、b、c。
23.所述组合压板机构固定在第三方箱定位块8上,与第三方箱定位块8围构成矩形空间,第一方箱定位块5位于矩形空间内部,方箱结构装夹固定在矩形空间,底面和两个侧面对应压紧三个方箱定位块。组合压板机构包括:连接杆26、压紧杆3、旋转杆24和旋转杆座22。所述连接杆26后端固定在第三方箱定位块8一端,连接杆26前端通过第二旋转销27与压紧杆3转接,压紧杆3另一端设有弧形槽。所述旋转杆座22固定在第三方箱定位块8另一端,旋转杆24后端通过第一旋转销23与旋转杆座22转接,旋转杆24前端卡设在弧形槽内并与压紧螺母6配合压紧所述压紧杆3。所述连接杆26上穿设压紧螺钉2以将方箱结构压紧在第一方箱定位块5上,所述压紧杆3上设有弧形压紧块4以将方箱结构压紧在第三方箱定位块8上。
24.具体实施时,所述压紧杆3上设有长通槽,所述弧形压紧块4中部通过转轴与长通槽侧壁转接,弧形压紧块4的两端部从长通槽伸出以压紧方箱结构。
25.具体实施时,还包括连接杆底座25,连接杆底座25固定在第三方箱定位块8一端,所述连接杆26后端固定在连接杆底座25上。
26.如图3-5所示,所述方箱结构包括:箱体和设置在箱体内的第一榫齿端定位块17、第二榫齿端定位块18、第一压紧块机构、第二压紧块机构、叶尖端定位块19和叶尖压紧螺钉。所述第一榫齿端定位块17、第二榫齿端定位块18固定在箱体两个相邻内壁上与叶片榫齿端100接触定位。所述榫齿端压紧机构包括:第一压紧块机构、第二压紧块机构。第一压紧块机构、第二压紧块机构分别设置在另两个相邻内壁上以将叶片榫齿端压紧在第一榫齿端定位块17、第二榫齿端定位块18上。所述叶尖端定位块19设置在箱体底部与叶尖端接触定位,叶尖压紧螺钉穿设在箱体内壁上以将叶尖端压紧在叶尖端定位块19上。
27.具体实施时,所述第一压紧块机构和第二压紧块机构的结构相同都包括:压紧块、螺钉和连接轴。所述压紧块由压紧头和连接耳组成,连接耳上设有轴孔,所述箱体内壁上设有矩形通孔,所述连接耳位于矩形通孔内,所述连接轴设置于箱体内壁中并穿过连接耳上的轴孔,所述螺钉推动压紧块绕连接轴转动以压紧叶片榫齿端。如图3所示,第一压紧块机构与第一榫齿端定位块17相对设置,配合压紧叶片。第一压紧块机构包括:第一螺钉12和第一压紧块13,第一压紧块13的连接耳28位于矩形通孔29内,第一压紧块13与设置于箱体内
壁中的连接轴转接,第一压紧螺钉12穿过箱体内壁推动第一压紧块13绕连接轴转动以压紧叶片榫齿端。由于角度关系图中3仅示出了第二压紧块机构10的第二螺钉10和第二压紧块11,第二压紧块机构10与第二榫齿端定位块18相对设置,配合压紧叶片。
28.如图4所示,具体实施时,所述箱体内还设有定位球16和定位球连接座15,所述定位球连接座15固定箱体顶部,定位球16固定在定位球连接座15上,定位球16与叶片内流道表面接触以对叶片径向定位。
29.如图5所示,具体实施时,所述叶尖端定位块19设置在箱体转角处,两侧边分别与箱体两相邻内壁接触;箱体内部设有第一叶尖压紧螺钉20和第二叶尖压紧螺钉21,两个叶尖压紧螺钉分别从另外两个相邻内壁伸入箱体以将叶尖端压紧到叶尖端定位块19上。
30.具体实施时,所述箱体由第一方箱基体9和第二方箱基体14围构形成,箱体顶部和底部不封闭,以方便叶片装夹定位。
31.本发明的圆弧齿类压气机转子叶片榫齿强力磨削工装,具有以下设计要点:
32.1)该磨削工装底座采用圆形底盘转接设计,圆盘连接座上设计四个圆周均布的螺纹孔,中间设计一个定位孔作为快换接口,圆盘连接座上面设计三个定位块,用于方箱结构在圆盘连接座上面的定位,同时设计摇臂式的组合压板机构结构进行压紧。
33.2)方箱结构设计时要求定位及压紧结构均设计在箱体内部,确保箱体外部不与圆盘连接座部分发生干涉,箱体的四个内壁中两个相邻内壁设置为小平面定位块,对侧方向为压紧,压紧采用小螺钉结构,螺钉嵌入箱体内壁,其外表面不超过箱体外表面。
34.3)叶片径向定位设计采用球形定位,定位球与叶片接触点为毛坯定位点。
35.4)根据缓进磨工序的加工特点,叶片毛坯装夹时榫头中分面应设计成与安装座结构定位平面相平行,且该中分面应与安装座结构底部圆盘轴线重合,确保零件在加工时翻转180度后仍可以满足榫齿两侧加工位置重合。
36.圆弧齿类压气机转子叶片榫齿为围绕发动机轴线旋转的圆弧形结构,本发明的磨削工装利用缘板及叶尖工艺平面进行定位,将榫齿置于夹具外部,确保磨削过程中的稳定性,同时其方箱式外观,采用隐藏式压紧结构,加工过程无需重复对叶片进行装夹,能够满足一次性加工两侧榫齿的需求。
37.本发明的圆弧齿类压气机转子叶片榫齿强力磨削工装,在现有产品及六轴缓进磨设备上应用,工装设计顺利。圆弧齿叶片的安装方便,磨削过程稳定,榫齿两面转接精度高,可在其它类似叶片工装上使用,在工装设计上缩短时间近1/3,缩短生产准备时间,零件加工合格率提高15%,并取得了一定的经济效益。
38.以上所述仅为本发明的较佳实施例,并不用以限制本发明的思想,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1