一种冷喷涂原位修复飞机蒙皮表面局部损伤的方法与流程
1.本发明涉及再制造修理技术领域,具体为一种冷喷涂原位修复飞机蒙皮表面局部损伤的方法。
背景技术:
2.飞机蒙皮是飞机表面的一层铝合金金属板,其构成了飞机的外形,具有保持气动性和传递载荷的作用。在飞机起降和飞行过程中,蒙皮受到外界持续不断、大小不断变化的压力作用,且长期暴露在自然环境中,表面易产生疲劳裂纹、点蚀或局部腐蚀等损伤缺陷。同时,在飞机修理过程中,可能会因防护不当,蒙皮表面出现压坑、变形等损伤缺陷。针对此类蒙皮损伤,传统的蒙皮修理方式为打磨、贴补、挖补等,该类修理方式会破坏飞机原有气动外形,且修理后飞机增重明显,进而影响飞机的飞行性能。
3.冷喷涂技术作为一种重要的再制造修理技术手段,修复过程的热输入低,可实现对铝、镁、锌等轻质金属材料的快速沉积,制备的涂层厚度可达厘米甚至分米级,适用于各种局部小范围内的损伤修复。本发明要解决的问题是:采用冷喷涂再制造修复技术,修复飞机表面裂纹、点蚀等局部损伤。在修复损伤的同时,维持飞机原有气动外形,蒙皮无明显增重,降低蒙皮修理过程对飞机性能的影响。
4.cn101448976b《用于修复航空器上受损的外蒙皮区域的方法》,其中存在修复镀层损伤的可能性,该镀层粘附于客运航空器的外蒙皮上并保持未受损状态的外蒙皮免受腐蚀。通过该方法,可以在不进行伴随的再加工的情况下,在已有的损伤区域中使镀层重现。但该方法中需采用固定的喷涂距离和移动速度进行蒙皮修理,难以有操作人员手动喷涂,而飞机上大多数蒙皮区域均为复杂曲面,且实际修理时,不会因局部区域损伤而拆除整张蒙皮板,因此该方法更适用于可拆卸且形状简单的蒙皮修理,无法适应绝大多数的机上蒙皮修理。其次,该方法中使用的原材料为纯铝或铝含量在90%以上的近铝粉末,而飞机蒙皮的材料绝大多数为2a12和2b06等2系铝合金,该方法中使用的粉末与基体差异较大,硬度、热膨胀系数、自腐蚀电位等差异大,且该种成分的涂层硬度普遍在65hv以下,使得修复区域易发生二次磨损。此外,该方法中没有针对冷喷涂技术特点,具体提出冷喷涂修复前对损伤区域的处理要求。
技术实现要素:
5.针对传统的蒙皮修理方式破坏飞机原有气动外形,且修理后飞机增重明显,影响飞机的飞行性能的情况,本发明提出了一种冷喷涂原位修复飞机蒙皮表面局部损伤的方法。使得修复后蒙皮外形与原外形相同,重量相近,损伤部位与未损伤部位之间无阶差,保证飞机原有气动外形,解决了传统修理方法破坏飞机气动外形,并使飞机增重明显的问题。
6.本发明所要解决的技术问题采用以下技术方案来实现:
7.一种冷喷涂原位修复飞机蒙皮表面局部损伤的方法,包括以下步骤:
8.(一)对通过无损探伤发现的微裂纹、表面腐蚀区域进行打磨,完全去除损伤缺陷,
并围绕缺陷周边,手动打磨形成坡口;
9.(二)对打磨后的待喷涂区域进行喷涂前喷砂预处理;
10.(三)基于sst-px型便携式冷喷涂设备,采用与蒙皮材料相近的2024铝合金粉末为原材料,手动地对损伤区域进行修补,修补涂层区域高于周边未损伤的蒙皮;
11.(四)除防护胶带,采用电动打磨工具、锉刀、砂纸,对涂层外形进行打磨至表面圆滑、无凹坑,修补区域无阶差;
12.(五)使用浓度为0.5%~0.8%的阿洛丁溶液,对修复部位表面,阳极化层有破损的位置进行防腐处理,并干燥;
13.(六)采用目视检查和着色探伤对修复部位进行探伤,观察是否有裂纹、压坑;
14.(七)对修复后区域进行微观组织和显微硬度、涂层结合强度、涂层防腐效果进行评估。
15.优选地,步骤(一)中坡口角度为120
°
~150
°
。
16.优选地,步骤(二)中喷涂前喷砂预处理的具体过程为:
17.(a)先采用耐高温防护胶带将喷砂区域周边进行防护;
18.(b)使用丙酮清洗,去除各类油污、杂质;
19.(c)采用便携式喷砂机,工艺参数:棕刚玉砂为60目~80目,喷砂压力为0.3mpa~0.6mpa,喷砂距离为150mm~250mm,喷砂角度为90
°±
20
°
,出砂量为1~2kg/min,喷砂线速度为20mm/s~150mm/s,对待喷涂区域进行粗化,得到粗糙度约ra6.0~ra8.0的表面;
20.(d)用压缩空气对喷砂面进行吹扫,清除浮砂。
21.优选地,步骤(三)中喷涂工艺参数为:喷涂压力为170psi~190psi;气体加热温度为470℃~490℃;送粉率为10g~20g;喷涂距离为10mm~35mm;喷涂角度为90
°±
20
°
;喷涂线速度为10mm/s~300mm/s;工艺气体为纯度不低于99.9%的氮气。
22.优选地,步骤(四)中打磨后涂层表面粗糙度不低于ra0.8。
23.优选地,步骤(七)中微观组织和显微硬度的评估方法为:通过采用相同的喷涂工艺,制备涂层样件,对样件进行评估,判断样件的微观组织和显微硬度是否满足要求。
24.优选地,步骤(七)中涂层结合强度评估:参照gb/t8642-2002《热喷涂抗拉结合强度的测定》标准,采用相同的喷涂工艺,喷涂三组冷喷涂结合强度的样件,对样件进行评估,判断样件的结合强度是否满足要求。
25.优选地,步骤(七)中涂层防腐效果评估:参照hb5362-86《飞机常用金属防护层耐蚀性质量检验》和gjb/t150.11a-2009《军用装备实验室环境试验方法第11部分:盐雾试验》,采用相同的喷涂工艺,喷涂三组冷喷涂耐蚀性能样件,对样件进行评估,判断样件的防腐效果是否满足要求。
26.本发明的有益效果是:
27.与现有技术相比,本发明的适用范围更广,蒙皮结构修复效果更好,满足机上绝大多数区域的蒙皮损伤原位修复的需要,修复过程快速简单,保证了修复效果,解决了传统修理方法破坏飞机气动外形,并使飞机增重明显的问题。
附图说明
28.下面结合附图和实施例对本发明进一步说明:
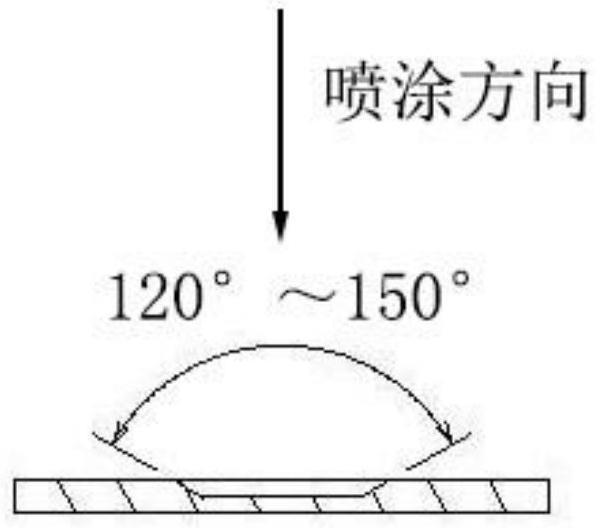
29.图1为本发明中的缺陷打磨坡口示意图;
30.图2为本发明中2024铝合金涂层微观组织图。
具体实施方式
31.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合附图以及实施例对本发明进一步阐述。
32.一种冷喷涂原位修复飞机蒙皮表面局部损伤的方法,包括以下步骤:
33.(一)打磨损伤区域,去除损伤
34.对无损探伤发现微裂纹、表面腐蚀等损伤的区域进行打磨,完全去除损伤缺陷,并围绕缺陷周边,手动打磨形成坡口,四周的坡口角度应尽可能相近,坡口角度应在120
°
~150
°
,如图1所示,以保证冷喷涂工艺的喷涂角度和涂层质量。
35.(二)冷喷涂前预处理
36.冷喷涂前,需对打磨后的待喷涂区域进行喷砂处理。首先采用耐高温防护胶带将喷砂区域周边进行防护,以防止喷砂破坏待修复区域周边的蒙皮。再使用丙酮清洗,去除各类油污、杂质。最后,采用便携式喷砂机,以60目~80目棕刚玉砂,0.3mpa~0.6mpa的喷砂压力,150mm~250mm的喷砂距离,90
°±
20
°
的喷砂角度,1~2kg/min的出砂量,20mm/s~150mm/s的喷砂线速度,对待喷涂区域进行粗化,得到粗糙度约ra6.0~ra8.0的表面,最后用压缩空气对喷砂面进行吹扫,清除浮砂。喷涂前,喷砂面不得碰触,以防污染。
37.(三)冷喷涂
38.基于sst-px型便携式冷喷涂设备,采用与蒙皮材料相近的2024铝合金粉末为原材料,喷涂工艺参数为:喷涂压力:170psi~190psi;气体加热温度470℃~490℃;送粉率10g~20g;喷涂距离10mm~35mm;喷涂角度:90
°±
20
°
;喷涂线速度:10mm/s~300mm/s;以纯度不低于99.9%的氮气为工艺气体。
39.操作人员按上述工艺,手动完成损伤区域的修补,修补涂层区域应高于周边未损伤的蒙皮,为涂层打磨留有余量。
40.(四)涂层外形打磨
41.去除防护胶带,采用电动打磨工具、锉刀、砂纸等,对涂层进行打磨,打磨后的涂层表面应为圆滑的表面,无凹坑等表面缺陷。打磨的涂层轮廓应尽可能与蒙皮轮廓相同,修补区域无阶差,以保证飞机原有气动外形。打磨后涂层表面粗糙度不劣于ra0.8。
42.(五)修复部位表面防腐处理
43.使用浓度0.5%~0.8%的阿洛丁溶液,对修复部位表面,阳极化层有破损的位置进行防腐处理,并干燥。
44.(六)修复性能评估
45.采用以下方法对修复后的涂层性能进行评估:
46.第一种:采用目视检查和着色探伤的方法,对修复部位进行探伤,经目视检查和着色探伤检查,修复后的涂层无裂纹、压坑等缺陷,蒙皮质量检验合格。
47.第二种:采用相同的喷涂工艺,制备涂层样件,对样件的微观组织和显微硬度进行评估;涂层的微观性能检测结果显示,如图2所示,涂层孔隙率低于0.5%,界面夹杂水平约为5%,参考美国军方标准mil-std-3021《材料沉积冷喷涂》的相关要求,该涂层微观组织性
能优异。
48.第三种:参照gb/t8642-2002《热喷涂抗拉结合强度的测定》标准,采用相同的喷涂工艺,喷涂三组冷喷涂结合强度样件,对冷喷涂涂层的结合强度进行评估;显微硬度在120hv0.05~130hv0.05之间,与飞机蒙皮表层硬度相近;涂层的结合强度检测结果显示,涂层结合强度大于60mpa,保证涂层与蒙皮基体的结合紧密,满足使用要求。
49.第四种:参照hb5362-86《飞机常用金属防护层耐蚀性质量检验》和gjb/t150.11a-2009《军用装备实验室环境试验方法第11部分:盐雾试验》,采用相同的喷涂工艺,喷涂三组冷喷涂耐蚀性能样件,对修复后的阿洛丁防腐效果进行评估;经过盐雾试验验证,修复后的蒙皮表面耐蚀性能满足hb5362-86《飞机常用金属防护层耐蚀性质量检验》要求。
50.本发明与传统的飞机蒙皮修理方式相比,冷喷涂修复的方法维持了飞机原有气动外形,且无明显增重,解决了传统修理方法中破坏飞机气动外形,并使飞机增重明显的问题。
51.本发明提出了一种可由操作人员手动完成蒙皮局部损伤冷喷涂再制造修理的方法,且提供了较为宽泛的喷涂距离、喷枪移动速度、喷涂角度等参数。便携式的喷涂设备可移至任何需要修理的区域,该方法能在不拆除蒙皮的前提下,满足机上绝大多数区域的蒙皮损伤原位修复,修复后的蒙皮可维持原有外形并减少飞机传统修理后增重的情况。通过使用了与基体材料特性相近的2024铝合金粉末为原材料,并提供了完整的喷涂参数,使得修复后涂层特性与蒙皮相近,不会成为蒙皮结构的薄弱点,适用于蒙皮局部结构损伤修复。本发明可有效地降低蒙皮换新的频率,降低飞机维修成本。
52.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1