一种硬钎焊用铜基非晶片材料成型设备的制作方法
1.本实用新型涉及金属合金材料及其制备技术领域,具体是一种硬钎焊用铜基非晶片材料成型设备。
背景技术:
2.铜基焊片是目前适用最广泛的硬钎焊接材料之一,具有成本低、焊接强度高的优点。铜基焊片主要成分有铜磷、铜磷锡、银铜磷等,多采用熔炼、轧制工艺制备,为了得到更薄更窄的焊片产品,产业界不断升级装备,采购进口高精轧机,希望将焊片轧制到更薄,以满足不断升级的产业需求。当前,铜基焊片的最薄尺寸为0.08mm,若继续轧制,由于焊料成分的脆性,会导致焊片开裂。因此,急需一种新的制备工艺或材料体系,带动产业升级。
3.公开号为cn102211182b的中国发明专利,公开了一种非晶带的连续生产装置,该装置包括有回转台,熔炼感应炉,浇注感应炉,测温与液位控制系统。该发明专利采用将喷带包的非晶合金溶液均匀布置到冷却辊上,将合金溶液冷却,形成非晶片,但这种传统冷却辊无法精确控制带材宽度及厚度,造成非晶带尺寸偏差大,质量低,无法满足应用要求。
4.公开号为cn105014024a的中国发明专利,公开了一种用于非晶带生产的单辊压力制带机,稳流包中冶炼有钢水,稳流包的底部设有出钢口,出钢口上设有塞棒,出钢口通过输入管与喷嘴包连接,喷嘴包内设有温度传感器,温度传感器与加热控制器连接,喷嘴包的底部设有喷嘴,喷嘴的下端设有冷却辊。对喷嘴包内合金液位高度的控制是最重要的工艺操作之一,它对于提高成带质量和稳定生产都起着关键的作用,液位控制的好坏直接影响成带的质量和产量。该专利使用传统冷却辊,通过控制液位达到控制非晶带质量的目的,可操作性差,产品质量不稳定。
5.因此,开发一种突破传统冷却辊结构的生产装置具有重要的科研价值,而且具有广泛的应用前景。
技术实现要素:
6.本实用新型的目的在于提供一种硬钎焊用铜基非晶片材料成型设备,以解决上述背景技术中提出的问题。
7.为实现上述目的,本实用新型提供如下技术方案:
8.一种硬钎焊用铜基非晶片材料成型设备,包括熔炼炉、高压储存装置和成型设备主体,所述熔炼炉通过连接通道与高压储存装置相连接,所述高压储存装置与成型设备主体通过喷嘴通道相连接,喷嘴通道与高压储存装置的连接处设有高压喷嘴,所述成型设备主体内部设有快冷成型模腔,在快冷成型模腔外部包裹有保护壳,所述快冷成型模腔内设有模芯,在成型设备主体后方连接有拉绕装置,在保护壳上下两侧分别开设有冷媒入口和冷媒出口用于高压气体在快冷成型模腔中进行热交换和提供高压;进一步的,所述模芯外壁上设有多个散热齿。
9.优选地,所述快冷成型模腔中,模芯材料为pcvd金刚石材料,模芯尺寸为(0.03~
0.05)*(2~20)*100mm。
10.优选地,所述模芯外壁上设有多个散热齿,散热齿采用高导热金刚石/铜复合材料,散热齿直径为1mm
‑
3mm,相邻分布间距为2mm
‑
5mm。
11.优选地,快冷成型模腔填充满液态循环冷媒,冷媒介质为乙二醇或丙三醇等。
12.与现有技术相比,本实用新型的有益效果是:本装置突破传统制造瓶颈与束缚,开创性的采用近终成形快冷腔设计,采用金刚石作为成型模芯,利用铜磷锡镍与金刚石不润湿的特性,同时利用金刚石超高导热的特性,促使铜磷锡镍实现快冷,形成非晶结构,采用金刚石/铜材料制作散热齿,配合金刚石模芯进行导热、散热,并利用液态循环冷媒,构成近终成型模腔,实现急速冷却目的,铜基非晶片的尺寸控制精确,产品性能稳定,生产效率高。
附图说明
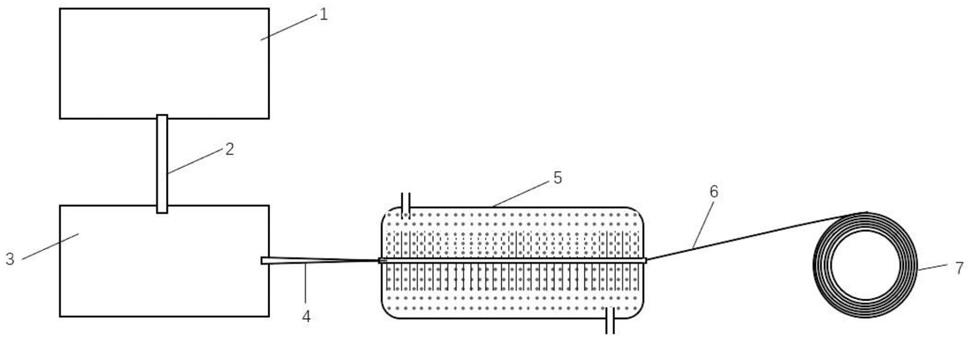
13.图1为本实用新型的结构示意图。
14.图2为本实用新型中成型设备本体内快冷成型模腔的结构放大示意图。
15.图3为利用本实用新型进行铜磷锡镍非晶带材的制备工艺流程图。
16.图中1
‑
熔炼炉,2
‑
连接通道,3
‑
高压储存装置,4
‑
喷嘴通道,5
‑
成型设备主体,6
‑
非晶带,7
‑
拉绕装置,8
‑
冷媒入口,9
‑
冷媒出口,10
‑
模芯,11
‑
散热齿,12
‑
保护壳。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
19.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
20.请参阅图1
‑
2,为本实用新型硬钎焊用铜基非晶片材料成型设备的优选实施例,包括熔炼炉1、高压储存装置3和成型设备主体5,所述熔炼炉1通过连接通道2与高压储存装置3相连接,所述高压储存装置3与成型设备主体5通过喷嘴通道4相连接,喷嘴通道4与高压储存装置3的连接处设有高压喷嘴,所述成型设备主体5内部设有快冷成型模腔(图中a处),在快冷成型模腔外部包裹有保护壳12,所述快冷成型模腔内设有模芯10,在成型设备主体5后方连接有拉绕装置7,在保护壳12上下两侧分别开设有冷媒入口8和冷媒出口9用于高压气体在快冷成型模腔中进行热交换和提供高压;进一步的,所述模芯10外壁上设有多个散热
齿11。
21.利用本装置,进行铜基非晶片的制备。
22.实施例1:第一步,分别称取43.175kg电解铜板、2.5kg磷、3.75kg锡块。
23.第二步,将所述第一步中的材料加入到悬浮熔炼炉,进行真空熔炼,熔炼温度为1280℃,保温30min,得到铜磷锡母合金。
24.第三步,分别称取0.5kg镍片、75g钴,与上述第二步中的铜磷锡母合进行混合,将混合金属加入悬浮熔炼炉1进行真空悬浮熔炼,熔炼温度1250℃,保温40min得到铜磷锡镍熔体。
25.第四步,开启高压储存腔阀门,将上述第三步中的铜磷锡镍熔体注入高压储存腔,存储腔内气体为氮气。
26.第五步,开启喷嘴装置,将上述第四步中铜磷锡镍熔体喷出,熔体进入模芯10,得到铜磷锡镍非晶材料。模芯尺寸为0.03*2*100mm,材料冷却速度>105℃/s,模芯外散热齿11的直径为1mm,间距为2mm,模腔内冷媒为乙二醇。
27.第六步,开启闭环匹配拉绕装置,将上述第五步中铜磷锡镍非晶材料拉绕成盘,带材厚度为0.03mm,宽度2mm,通过该工艺得到铜磷锡镍非晶带材,尺寸一次成型。
28.实施例2:
29.与实施例1主要的不同之处在于,本实施例制备的非晶片尺寸不同,快冷模腔设计不同。
30.第一步,分别称取43.175kg电解铜板、2.5kg磷、3.75kg锡块。
31.第二步,将所述第一步中的材料加入到悬浮熔炼炉,进行真空熔炼,熔炼温度为1280℃,保温30min,得到铜磷锡母合金。
32.第三步,分别称取0.5kg镍片、75g钴,与上述第二步中的铜磷锡母合进行混合,将混合金属加入悬浮熔炼炉1进行真空悬浮熔炼,熔炼温度1250℃,保温40min得到铜磷锡镍熔体。
33.第四步,开启高压储存腔阀门,将上述第三步中的铜磷锡镍熔体注入高压储存腔,存储腔内气体为氮气。
34.第五步,开启喷嘴装置,将上述第四步中铜磷锡镍熔体喷出,熔体进入模芯10,得到铜磷锡镍非晶材料。模芯尺寸为0.04*5*100mm,材料冷却速度>105℃/s,模芯外散热齿11的直径为2mm,间距为3mm,模腔内冷媒为丙三醇。
35.第六步,开启闭环匹配拉绕装置,将上述第五步中铜磷锡镍非晶材料拉绕成盘,带材厚度为0.04mm,宽度5mm,通过该工艺得到铜磷锡镍非晶带材,尺寸一次成型。
36.实施例3:
37.与实施例2主要的不同之处在于,本实施例制备的非晶片尺寸不同,快冷模腔设计不同。
38.第一步,分别称取43.175kg电解铜板、2.5kg磷、3.75kg锡块。
39.第二步,将所述第一步中的材料加入到悬浮熔炼炉,进行真空熔炼,熔炼温度为1280℃,保温30min,得到铜磷锡母合金。
40.第三步,分别称取0.5kg镍片、75g钴,与上述第二步中的铜磷锡母合进行混合,将混合金属加入悬浮熔炼炉1进行真空悬浮熔炼,熔炼温度1250℃,保温40min得到铜磷锡镍
熔体。
41.第四步,开启高压储存腔阀门,将上述第三步中的铜磷锡镍熔体注入高压储存腔,存储腔内气体为氮气。
42.第五步,开启喷嘴装置,将上述第四步中铜磷锡镍熔体喷出,熔体进入模芯10,得到铜磷锡镍非晶材料。模芯尺寸为0.05*20*100mm,材料冷却速度>105℃/s,模芯外散热齿11的直径为3mm,间距为5mm。模腔内冷媒为丙三醇。
43.第六步,开启闭环匹配拉绕装置,将上述第五步中铜磷锡镍非晶材料拉绕成盘,带材厚度为0.05mm,宽度20mm,通过该工艺得到铜磷锡镍非晶带材,尺寸一次成型。
44.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
45.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1