一种器械加工车床使用的车针的制作方法
1.本实用新型涉及器械加工设备领域,特别是一种器械加工车床使用的车针。
背景技术:
2.现有技术中,车针一般用于器械加工车床对医院使用的设备进行加工,例如管件工具等。在加工管件工具时,需要在管件内壁端部加工磨砂状的锥形面,使锥形面具有一定的附着力,方便粘合树脂等材料,现有技术中没有一种专用车针完成上述锥形面的加工。
技术实现要素:
3.为实现上述目的,本实用新型提出一种器械加工车床使用的车针,该车针可针对圆管内部端面加工磨砂状锥形面困难的问题,可一次性完成上述加工。
4.一种器械加工车床使用的车针,包括磨削头和连接杆,所述磨削头为圆锥体,所述连接杆为圆杆,磨削头的前部为尖端,所述连接杆的前端连接在磨削头的尾部端面的中心位置,所述磨削头和连接杆为一体成型的金属体,所述磨削头的锥形面上具有电镀金刚砂砾层,所述磨削头和连接杆内部具有由磨削头前部尖端延伸至连接杆尾部端面中心位置的冷却水孔,所述连接杆的尾部端面具有凹槽,该凹槽内置密封垫圈,密封垫圈具有贯穿两侧端面的通孔,该通孔与冷却水孔对接。
5.作为优选的,所述磨削头尾部端面的外径为6mm
‑
8mm。
6.作为优选的,所述连接杆的直径为3mm
‑
4mm。
7.作为优选的,所述冷却水孔的直径为0.5mm
‑
0.8mm。
8.作为优选的,所述磨削头的轴向长度为8mm
‑
12mm。
9.作为优选的,所述密封垫圈有2层。
10.作为优选的,所述密封垫圈的厚度不大于凹槽的深度。
11.作为优选的,所述磨削头的锥形面与端面之间的过渡处形成圆形倒角结构。
12.本实用新型的有益效果是:
13.本车针在夹持在车床上后,车针的前端接触到待加工管件的端面后,磨削头持续向前推进,锥形面上的电镀金刚砂砾层对管件内壁加工出磨砂状的锥形面,连接杆通过凹槽对接冷却水供给设备,通过密封垫圈和冷却水孔向加工出输送冷却水,完成磨砂状锥形面的加工。
14.本车针使用方便快捷,生产成本低廉,经久耐用。
附图说明
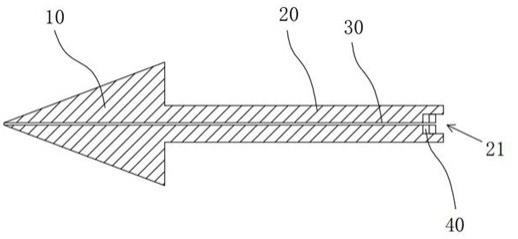
15.图1为本实用新型器械加工车床使用的车针的示意图。
16.图2为图1中沿a
‑
a面的剖视图。
17.图3为本实用新型器械加工车床使用的车针尾部示意图。
18.附图标记包括:
19.10
‑
磨削头,20
‑
连接杆,21
‑
凹槽,30
‑
冷却水孔,40
‑
密封垫圈。
具体实施方式
20.以下结合附图对本实用新型进行详细的描述。
21.如图1
‑
图3所示,本实施例提出一种器械加工车床使用的车针,包括磨削头10和连接杆20,磨削头10为圆锥体,连接杆20为圆杆,磨削头10的前部为尖端,连接杆20的前端连接在磨削头10的尾部端面的中心位置,磨削头10和连接杆20为一体成型的金属体,磨削头10的锥形面上具有电镀金刚砂砾层,磨削头10和连接杆20内部具有由磨削头10前部尖端延伸至连接杆20尾部端面中心位置的冷却水孔30,连接杆20的尾部端面具有凹槽21,该凹槽21内置密封垫圈40,密封垫圈40具有贯穿两侧端面的通孔,该通孔与冷却水孔30对接。
22.磨削头10尾部端面的外径为6mm
‑
8mm。
23.连接杆20的直径为3mm
‑
4mm。
24.冷却水孔30的直径为0.5mm
‑
0.8mm。
25.磨削头10的轴向长度为8mm
‑
12mm。
26.密封垫圈40有2层。
27.密封垫圈40的厚度不大于凹槽21的深度。
28.磨削头10的锥形面与端面之间的过渡处形成圆形倒角结构。
29.本车针在夹持在车床上后,车针的前端接触到待加工管件的端面后,磨削头10持续向前推进,锥形面上的电镀金刚砂砾层对管件内壁加工出磨砂状的锥形面,连接杆20通过凹槽21对接冷却水供给设备,通过密封垫圈40和冷却水孔30向加工出输送冷却水,完成磨砂状锥形面的加工。本车针使用方便快捷,生产成本低廉,经久耐用。
30.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上可以作出许多变化,只要这些变化未脱离本实用新型的构思,均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1