一种模具芯件加工治具的制作方法
1.本实用新型涉及加工治具领域,尤其涉及一种模具芯件加工治具。
背景技术:
2.镶针是重要的模具芯件;模具在使用过程中,模芯部位如出现问题,只需把模具拆卸后更换问题型芯针即可,不需要把整个模具报废,从而节约成本。
3.镶针根据形状的不同可以分为扁镶针、直镶针、阶梯镶针等。
4.本公司设计出一种镶针,如图1所示,镶针20的端部为带有切面的柱状(即,在圆柱部上沿平行于直径的方向设置有一个平面),镶针20的尾部为需要打磨为半个空心圆管状。其中,镶针在铸造后,经过打磨和切削,得到的胚件21如图2所示。
5.因此,如何将胚件21加工为如图1所示的镶针20成品,是需要解决的问题。
技术实现要素:
6.(一)实用新型目的
7.为解决背景技术中存在的技术问题,本实用新型提出一种模具芯件加工治具,能够快速定位镶针,并对镶针的针部上部分进行打磨,以实现镶针的精确、快速打磨,得到成品。
8.(二)技术方案
9.为解决上述问题,本实用新型提出了一种模具芯件加工治具,包括治具底座、安装件、定位件和连接件;
10.所述安装件、定位件和连接件依次并排设置在底座上;
11.所述安装件包括呈阶梯状的端部和尾部,其中,端部上表面的水平高度高于尾部的上表面;
12.镶针穿过所述端部和尾部,镶针的头部位于所述的端部内;镶针的针部贯穿所述的尾部,且镶针针部的上半部分位于尾部上表面的上方;
13.所述定位件连接连接件,定位件上设有防止镶针端部向上翘起的限位凸起。
14.优选的,所述安装件内部设置有相互连通的第一通孔和第二通孔;所述第一通孔和第二通孔同心设置;所述尾部的上表面与端部连接处所在直线为经过第一通孔圆心的直线;其中,所述第一通孔的形状为带切面的不完整圆,即,在圆上沿弦所在方向切割后的形状;所述第二通孔在端部内形成圆形通孔;所述第二通孔在尾部上的横截面呈半圆形,第二通孔在尾部上表面形成向上的开口,第二通孔在尾部的端部形成半圆形开口;所述镶针的横截面与第一通孔的形状相同,镶针的端部配合卡在第一通孔内,形成第一限位机构;所述镶针的针部配合插入第二通孔内。
15.优选的,所述限位凸起设置在定位件朝向安装件的一端;所述镶针的尾部配合插入限位凸起内,并被限位凸起压紧,以形成第二限位机构。
16.优选的,所述限位凸起为半圆状,且限位凸起与第一通孔同心设置。
17.优选的,所述定位件与连接件滑动连接。
18.优选的,所述定位件上设置条形凸起;所述连接件上对应设置条形滑槽。
19.优选的,所述定位件与连接件上设有相互连通的销孔,销钉穿过销孔以将定位件与连接件固定锁死。
20.优选的,所述安装件的尾部上设置有多个排屑孔;所述底座上设置集屑槽;多个所述的排屑孔均位于集屑槽的上方。
21.优选的,所述排屑孔为条形孔;所述排屑孔位于每两个第二通孔之间。
22.本实用新型,能够快速定位镶针,并对镶针的针部上部分进行打磨,以实现镶针的精确、快速打磨,得到成品。
23.本实用新型,第一通孔的形状为带切面的不完整圆,当镶针配合插入后,第一通孔的形状对镶针形成第一限位机构,以防止镶针在第一通孔内转动,保证加工质量;同时,限位凸起配合插入镶针内并压紧镶针,防止镶针在加工过程中向上翘起,保证加工质量
24.本实用新型中,定位件便于拆卸更换,提高使用效率。同时,当更换安装件的时候,能够更换配套的定位件,以保证限位凸起的直径与镶针的中空直径相等,以及保证限位凸起与第一通孔同心,以保证加工精度
附图说明
25.图1为镶针成品的示意图。
26.图2为镶针的胚件结构示意图。
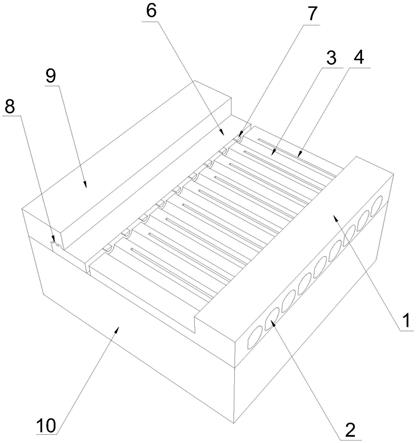
27.图3为本实用新型提出的模具芯件加工治具的立体示意图。
28.图4为本实用新型提出的模具芯件加工治具的右视图。
29.图5为本实用新型提出的模具芯件加工治具的爆炸图。
30.图6为本实用新型提出的模具芯件加工治具中安装件的立体图。
31.图7为本实用新型提出的模具芯件加工治具中安装件的剖视图。
具体实施方式
32.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
33.如图3
‑
7所示,本实用新型提出的一种模具芯件加工治具,包括治具底座10、安装件1、定位件6和连接件9;
34.所述安装件1、定位件6和连接件9依次并排设置在底座10上;
35.所述安装件1包括呈阶梯状的端部2和尾部3,其中,端部2上表面的水平高度高于尾部3的上表面;
36.镶针20穿过所述端部2和尾部3,镶针20的头部位于所述的端部2内;镶针20的针部贯穿所述的尾部3,且镶针20针部的上半部分位于尾部3上表面的上方;
37.所述定位件6连接连接件9,定位件6上设有防止镶针20端部向上翘起的限位凸起7。
38.工作中,将镶针20配合插入安装件1中,进行固定,防止镶针20在打磨过程中发生转动;同时,定位件6朝向安装件1的一端设有防止镶针20端部向上翘起的限位凸起7,防止镶针20在打磨过程中其端部向上翘起;
39.本实用新型,能够快速定位镶针20,并对镶针20的针部上部分进行打磨,以实现由图1
‑
图2的加工过程,实现镶针20的精确、快速打磨,得到成品。
40.其中,安装件1包括呈阶梯状的端部2和尾部3,以便于对镶针20的固定和局部位置的打磨,使用方便。
41.在一个可选的实施例中所述安装件1内部设置有相互连通的第一通孔4和第二通孔5;所述第一通孔4和第二通孔5同心设置;
42.所述尾部3的上表面与端部2连接处所在直线为经过第一通孔4圆心的直线;其中,所述第一通孔4的形状为带切面的不完整圆,即,在圆上沿弦所在方向切割后的形状;
43.所述第二通孔5在端部2内形成圆形通孔;所述第二通孔5在尾部3上的横截面呈半圆形,第二通孔5在尾部3上表面形成向上的开口,第二通孔5在尾部3的端部形成半圆形开口;
44.所述镶针20的横截面与第一通孔4的形状相同,镶针20的端部配合卡在第一通孔4内,形成第一限位机构;所述镶针20的针部配合插入第二通孔5内。
45.需要说明的是,尾部3的上表面与端部2连接处所在直线为经过第一通孔4圆心的直线,以保证镶针20的加工精度;第一通孔4的形状为带切面的不完整圆,当镶针20配合插入后,第一通孔4的形状对镶针20形成第一限位机构,以防止镶针20在第一通孔4内转动,保证加工质量。
46.在一个可选的实施例中,所述限位凸起7设置在定位件6朝向安装件1的一端;所述镶针20的尾部配合插入限位凸起7内,并被限位凸起7压紧,以形成第二限位机构。
47.需要说明的是,限位凸起7配合插入镶针20内并压紧镶针20,防止镶针20在加工过程中向上翘起,保证加工质量。
48.在一个可选的实施例中,所述限位凸起7为半圆状,且限位凸起7与第一通孔4同心设置,提高对镶针20的定位精度,提高加工精度。
49.在一个可选的实施例中,所述定位件6与连接件9滑动连接。
50.在一个可选的实施例中,所述定位件6上设置条形凸起8;所述连接件9上对应设置条形滑槽。
51.在一个可选的实施例中,所述定位件6与连接件9上设有相互连通的销孔,销钉穿过销孔以将定位件6与连接件9固定锁死。
52.需要说明的是,定位件6便于拆卸更换,提高使用效率。同时,当更换安装件1的时候,能够更换配套的定位件6,保证限位凸起7的直径与镶针20的中空直径相等,以及保证限位凸起7与第一通孔4同心,以保证加工精度。
53.根据以上,定位件6与安装件1配套使用,以对不同规格尺寸的镶针进行加工,提提高工作效率。
54.在一个可选的实施例中,所述安装件1的尾部3上设置有多个排屑孔12;所述底座10上设置集屑槽11;多个所述的排屑孔12均位于集屑槽11的上方。
55.在一个可选的实施例中,所述排屑孔12为条形孔;所述排屑孔12位于每两个第二
通孔5之间。
56.需要说明的是,及时清理废屑,避免影响对镶针20的加工精度,同时,便于对废屑集中处理,防止对操作人员造成伤害。
57.应当理解的是,本实用新型的上述具体实施方式仅仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1