离心铸造铁水浇注装置的制作方法
1.本发明属离心铸造铁水浇注技术领域,具体涉及一种离心铸造铁水浇注装置。
背景技术:
2.离心铸造工艺能够用于生产球墨铸铁管,其工作原理是将经过球化孕育的铁水注入高速旋转的铸型内,使铁水做离心运动充满铸型,最后冷却形成铸铁管。
3.球化孕育通常在球化室进行,经过球化孕育的铁水输送到浇注工位进行浇注、然而,由于球墨铸铁的球化元素与孕育元素随浇注时间加长而衰退,浇注时间越长铁水中球化、孕育元素就烧损的越多。以75硅铁孕育剂为例,超过8 分钟,孕育衰退就达60%以上,超过10分钟,孕育作用几乎丧失殆尽。为了防止球化衰退,铁水包的浇注时间不宜过长,这就限制了铁水包的容量无法一次容纳足够多的铁水。
4.在生产大型铸件时,需要向铁水包内多次补充铁水,每次补充铁水时,需要停止浇注,然后将铁水包转回原位补充铁水,最后还需要将铁水包转回浇注角度重新浇注,等待时间较长,影响球化效果;同时多次浇注导致产品不能一次铸造成型,影响产品质量。
技术实现要素:
5.本发明提供一种离心铸造铁水浇注装置,旨在解决现有技术中在生产大型铸件时,需要向铁水包内多次补充铁水,每次补充铁水时,需要停止浇注,然后将铁水包转回原位补充铁水,最后还需要将铁水包转回浇注角度重新浇注,等待时间较长,影响球化效果;同时多次浇注导致产品不能一次铸造成型,影响产品质量的问题。
6.为实现上述目的,本发明采用的技术方案是:提供一种离心铸造铁水浇注装置,包括:浇注组件,包括第一支架、转动设于所述第一支架的铁水包,以及设于所述第一支架的第一驱动机构,所述第一驱动机构用于驱动所述铁水包倾倒铁水;轨道,设于浇注工位和球化室之间,并位于所述第一支架的上方;移动装置,可移动地设于所述轨道;以及倾倒组件,设于所述移动装置,所述倾倒组件包括第二支架、转动设于所述第二支架的转运包,以及设于所述第二支架的第二驱动机构,所述第二驱动机构用于驱动所述转运包向所述铁水包倾倒铁水,所述转运包的铁水倾倒速度为所述铁水包的铁水倾倒速度的二倍。
7.在一种可能的实现方式中,所述铁水包和所述转运包分别具有用于容纳铁水的容纳腔,以及铁水出口,所述容纳腔的竖向截面为扇形,所述铁水出口设于对应的所述扇形的中轴,并与所述容纳腔连通,所述容纳腔随所述铁水包或所述转运包围绕扇形的中轴转动。。
8.在一种可能的实现方式中,所述铁水包容纳腔的竖向截面的半径和所述转运包容纳腔的竖向截面的半径相同,所述转运包容纳腔的竖向截面的弧度为所述铁水包容纳腔的竖向截面的弧度的二倍。
9.在一种可能的实现方式中,所述转运包和所述铁水包均还包括设于所述容纳腔内的挡渣板;所述挡渣板为与扇形的所述容纳腔同轴设置的弧形板,所述挡渣板的两轴端分
别与所述容纳腔相对的两侧壁连接,所述挡渣板邻近所述容纳腔开口的一端与所述容纳腔开口的边缘平齐,所述挡渣板远离所述容纳腔开口的一端与所述容纳腔的内壁间隔预设距离形成铁水通道,所述挡渣板将所述容纳腔分隔为邻近所述铁水出口的第一容纳空间,和远离所述铁水出口的第二容纳空间,当所述转运包向所述铁水包倾倒铁水时,所述转运包的所述铁水出口位于所述铁水包的所述第二容纳空间的上方。
10.在一种可能的实现方式中,所述转运包还包括加热组件,所述加热组件用于对所述转运包内的铁水加热。
11.在一种可能的实现方式中,所述第一驱动机构包括:电机,设于所述第一支架;齿轮,可转动地设于所述第一机架,并与所述电机的输出轴啮合传动;以及传动杆,设于所述铁水包的其中一侧,所述传动杆一端与所述铁水包的偏心位置铰接,另一端与所述齿轮的偏心位置铰接。
12.在一种可能的实现方式中,所述第一驱动机构还包括:从动杆,平行于所述传动杆设置,一端与所述铁水包的偏心位置铰接;以及从动臂,一端与所述第一支架铰接,且转动中心与所述齿轮同轴,另一端与所述从动杆远离所述铁水包的一端铰接。
13.在一种可能的实现方式中,所述铁水包和所述转运包分别包括:外壳,具有一侧开口的限位腔,所述外壳与所述第二支架转动连接,所述外壳具有保温层;以及内衬,设于所述限位腔内,具有用于容纳铁水的容纳腔。
14.在一种可能的实现方式中,所述转运包还包括盖设于所述容纳腔的开口侧的保温盖。
15.在一种可能的实现方式中,所述第一支架包括能够沿竖直方向升降的升降立柱,所述铁水包和所述第一驱动机构分别连接于所述升降立柱。
16.在一种可能的实现方式中,所述轨道包括平行设置的两个轨道单体,所述第一支架设于所述轨道单体下方,所述移动组件具有与所述轨道单体配合的移动轮。
17.与现有技术相比,本发明提供的离心铸造铁水浇注装置的有益效果是:
18.本发明提供的离心铸造铁水浇注装置包括浇注组件、轨道、移动装置和倾倒组件,浇注组件用于向离心铸造机内浇注铁水,移动装置沿轨道在浇注工位和球化室之间往复移动,倾倒组件设置在移动装置上,倾倒组件包括转运包,能够将经过球化孕育的铁水及时输送到浇注工位,向铁水包内补充铁水。
19.使用时,第一驱动机构控制铁水包向离心铸造机内倾倒铁水,当铁水包倾倒完成后,铁水包处于倾倒姿态,移动装置移动至铁水包的上方,第二驱动机构控制转运包向铁水包内倾倒铁水,同时铁水包以与倾倒速度相同的速度匀速恢复至直立姿态。由于转运包的铁水倾倒速度为铁水包的倾倒速度的二倍,铁水包内一半的铁水会流出到下方的离心浇铸机内,另一半铁水随着铁水包由倾斜姿态逐渐转动到直立姿态,被留存在铁水包内,当转运包内的铁水倾倒完成后,铁水包由直立姿态向倾倒姿态转动,能够继续向离心铸造机内浇注铁水,移动装置则带动转运包移动到球化室补充铁水,如此循环,能够实现铁水的连续浇注,同时缩短铁水等待时间,减小球化孕育衰退。
20.本发明采用上述设置,一方面,在通过转运包向铁水包内补充铁水时,由于转运包的倾倒速度较快,一半的铁水能够从铁水包内溢流出,无论是铁水包从直立姿态开始倾倒铁水,还是铁水包从倾倒姿态回复直立姿态,铁水都在进行浇注,实现了铁水持续不间断浇
注,有助于保证铸造产品质量;另一方面,在向铁水包内补充铁水时,铁水仍在浇注,消除了等待时间,能够减小球墨铸铁孕育衰退受时间的影响,提高球化效果,提高产品质量,同时也缩短了浇注时间,提高了作业效率。
附图说明
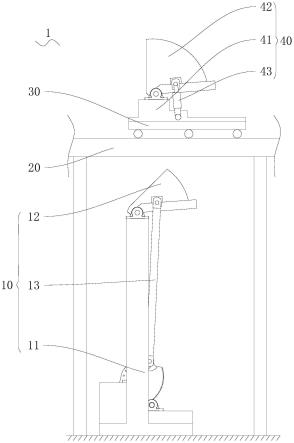
21.图1为本发明实施例一提供的离心铸造铁水浇注装置的结构示意图;
22.图2为以图1为正视方向时离心铸造铁水浇注装置的侧视结构示意图;
23.图3为本发明实施例一提供的离心铸造铁水浇注装置的立体示意图;
24.图4为本发明实施例一中浇注组件的结构示意图;
25.图5为本发明实施例一中铁水包的结构示意图;
26.图6为本发明实施例一中转运包的结构示意图;
27.图7为本发明实施例二中铁水包的结构示意图。
28.附图标记说明:
29.1、离心铸造铁水浇注装置;
30.10、浇注组件;11、第一支架;12、铁水包;121、容纳腔;1211、第一容纳空间;1212、第二容纳空间;122、挡渣板;123、铁水通道;124、外壳;125、内衬;126、铁水出口;13、第一驱动机构;131、电机;132、齿轮;133、传动杆;134、从动杆;135、从动臂;
31.20、轨道;
32.30、移动装置;
33.40、倾倒组件;41、第二支架;42、转运包;421、保温盖;43、第二驱动机构;
具体实施方式
34.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
35.需要说明的是,当元件被称为“固定于”、“固定”、“固设”另一个元件,它可以直接在另一个元件上或者也可以存在居中元件。当一个元件被认为是“连接于”、“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。当元件被称为“设置于”、“设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中元件。“多个”指两个及以上数量。“至少一个”指一个及以上数量。“若干”指一个及以上数量。
36.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。
37.请一并参阅图1至图7,下面对本发明提供的离心铸造铁水浇注装置1进行说明。
38.请参阅图1和图2,本发明实施例提供一种离心铸造铁水浇注装置1,包括浇注组件10、轨道20、移动装置30和倾倒组件40。浇注组件10包括第一支架11、转动设于第一支架11的铁水包12,以及设于第一支架11的第一驱动机构13,第一驱动机构13用于驱动铁水包12倾倒铁水;轨道20设于浇注工位和球化室之间,并位于第一支架11的上方;移动装置30可移动地设于轨道20;倾倒组件40设于移动装置30,倾倒组件40包括第二支架41、转动设于第二支架41的转运包42,以及设于第二支架41的第二驱动机构43,第二驱动机构 43用于驱动转
运包42向铁水包12倾倒铁水,转运包42的铁水倾倒速度为铁水包12的铁水倾倒速度的二倍。
39.为了便于说明,将铁水包12和转运包42旋转向离心铸造机内浇注铁水的姿态定义为倾倒姿态,将倾倒完毕后回复到直立的姿态定义为直立姿态。
40.当铁水包12处于倾倒姿态时,移动装置30在轨道20上移动,使转运包 42将铁水从球化室运输到浇注工位,并停留在铁水包12的上方。当铁水包12 倾倒完成后,第一驱动机构13控制铁水包12从倾倒姿态逐渐旋转到直立姿态,且旋转速度与倾倒铁水时的旋转速度相同。在铁水包13旋转时,第二驱动机构 43控制转运包42旋转开始倾倒铁水,并使铁水倾倒速度为铁水包12铁水倾倒度的二倍,一部分铁水从铁水包12溢流到离心铸造机内。当铁水包12回复到直立姿态后,转运包42的铁水倾倒完毕,移动装置30带动转运包42向球化室补充铁水,铁水包12继续向离心铸造机内浇注铁水,如此循环实现铁水连续浇注。
41.与现有技术相比,本发明实施例提供的离心铸造铁水浇注装置1的有益效果是:
42.本发明提供的离心铸造铁水浇注装置1包括浇注组件10、轨道20、移动装置30和倾倒组件40,浇注组件10用于向离心铸造机内浇注铁水,移动装置30 沿轨道20在浇注工位和球化室之间往复移动,倾倒组件40设置在移动装置30 上,倾倒组件40包括转运包42,能够将经过球化室内铁水及时输送到浇注工位,向铁水包12内补充铁水。
43.使用时,第一驱动机构13控制铁水包12向离心铸造机内倾倒铁水,当铁水包12倾倒完成后,铁水包12处于倾倒姿态,移动装置30移动至铁水包12 的上方,第二驱动机构43控制转运包42向铁水包12内倾倒铁水,同时铁水包12以与倾倒速度相同的速度匀速恢复至直立姿态。由于转运包42的铁水倾倒速度为铁水包12的倾倒速度的二倍,铁水包12内一半的铁水会流出到下方的离心浇铸机内,另一半铁水随着铁水包12由倾斜姿态逐渐转动到直立姿态,被留存在铁水包12内,当转运包42内的铁水倾倒完成后,铁水包12由直立姿态向倾倒姿态转动,能够继续向离心铸造机内浇注铁水,移动装置30则带动转运包42移动到球化室补充铁水,如此循环,能够实现铁水的连续浇注,同时缩短铁水等待时间,减小球化孕育衰退。
44.本发明实施例采用上述设置,一方面,在通过转运包42向铁水包12内补充铁水时,由于转运包42的倾倒速度较快,一半的铁水能够从铁水包12内溢流出,无论是铁水包12从直立姿态开始倾倒铁水,还是铁水包12从倾倒姿态回复直立姿态,铁水都在进行浇注,实现了铁水持续不间断浇注,有助于保证铸造产品质量;另一方面,在向铁水包12内补充铁水时,铁水仍在浇注,消除了等待时间,能够减小球墨铸铁孕育衰退受时间的影响,提高球化效果,提高产品质量,同时也缩短了浇注时间,提高了作业效率。
45.本发明实施例中浇注组件10设置在浇注工位,铁水包12和第一驱动机构 13安装在第一支架11上,第一驱动机构13能够驱动铁水包12旋转,使铁水包12由直立姿态旋转至倾倒姿态,从而使铁水包12内的铁水流至下方的离心铸造机内。第一驱动机构13可以是气缸、液压油缸、电动伸缩杆、丝杆滑块机构、齿条机构等,能够驱动铁水包12旋转,使铁水包12在直立姿态和倾倒姿态之间变换即可,本发明实施例对此不作限制。
46.需要说明的是,为了进一步提高浇注质量,在铁水包12倾倒铁水时,可以通过第一驱动机构13控制铁水匀速倾倒,保证进入离心铸造机内的铁水速度不变。
47.本发明实施例中轨道20设置在浇注工位和球化室之间,移动装置30设置在轨道20
上,用于将球化室内经球化孕育的铁水转运到浇注工位,向铁水包 12内补充铁水。移动装置30可以采用电动机、燃油发动机等作为动力装置驱动。
48.本发明实施例中倾倒组件40设置在移动装置30上,通过转运包42转运铁水。倾倒组件40包括第二支架41、转运包42和第二驱动机构43,第二转运包 42安装在第二支架41和第二驱动装置上,第二驱动机构43用于驱动转运包42 旋转,将铁水倾倒到下方的铁水包12内。第二驱动机构43的结构可以和第一驱动机构13相同,在此不再赘述。
49.本发明实施例中转运包42的铁水倾倒速度为铁水包12的铁水倾倒速度的二倍,在向铁水包12内补充铁水时,多出的铁水从铁水出口126溢流到离心浇铸机内,实现不间断浇注,且溢流出的铁水量和铁水包12浇注时的铁水量相同。转运包42的容积可以是铁水包12的容积的二倍,转运包42可以通过第二驱动机构43匀速倾倒铁水,保证在向铁水包12内补充铁水时溢流进入离心铸造机内的铁水和铁水包12倾倒时的速度一致,实现匀速定量、不间断的铁水浇注,有助于提高铸铁管产品质量。
50.需要说明的是,本发明实施例提供的离心铸造铁水浇注装置1,能够用于生产球墨铸铁管,同样还可以用于其他铸造产品(如辊环)的铁水浇注作业,对此不作限制。
51.铁水包12和转运包42可以是圆柱桶形包,或者,请参阅图5至图7,在一些可能的实施例中,铁水包12和转运包42分别具有用于容纳铁水的容纳腔 121,以及铁水出口126,容纳腔121的竖向截面为扇形,铁水出口126开设于扇形的中轴,并与容纳腔121连通,容纳腔121随铁水包12或转运包42围绕扇形的中轴转动。
52.本实施例中铁水包12和转运包42可以是扇形包,扇形包的旋转轴为扇形的中心,在倾倒铁水时时,浇注水平面是不变的,所以铁水的流量也不便,因此只要保证扇形包匀速旋转,就能使得单位时间内铁水的流出量不变,实现匀速定量、不间断的铁水浇注,保证铸件质量。
53.请参阅图5至图7,在一些可能的实施例中,铁水包12的容纳腔121的竖向截面(扇形截面)的半径和转运包42容纳腔121的竖向截面(扇形截面)的半径相同,所述转运包42容纳腔121的竖向截面(扇形截面)的弧度为铁水包 12容纳腔121的竖向截面(扇形截面)的弧度的二倍。
54.本实施例中铁水包12和转运包42的容纳腔121扇形截面半径相同,转运包42的容纳腔121扇形截面弧形长度(或角度)为铁水包12的容纳腔121扇形截面弧形长度(或角度)的二倍。
55.本实施例中转运包42和铁水包12的容纳腔121扇形截面弧形长度为铁水包12的容纳腔121扇形截面弧形长度的二倍,转运包42的容积为铁水包12 容积的二倍,使用时,通过第二驱动机构43控制转运包42的旋转速度是铁水包12旋转速度的二倍,便能够保证转运包42的铁水倾倒速度为铁水包12的铁水倾倒速度的二倍,结构简单,便于控制。
56.请参阅图7,在一些可能的实施例中,转运包42和铁水包12均还包括设于容纳腔121内的挡渣板122;挡渣板122为与扇形的容纳腔121同轴设置的弧形板,挡渣板122的两轴端分别与容纳腔121相对的两侧壁连接,挡渣板122 邻近容纳腔121开口的一端与容纳腔121开口的边缘平齐,挡渣板122远离容纳腔121开口的一端与容纳腔121的内壁间隔预设距离以形成铁水通道123;
57.挡渣板122将容纳腔121分隔为邻近铁水出口126的第一容纳空间1211,和远离铁
水出口126的第二容纳空间1212;当转运包42向铁水包12倾倒铁水时,转运包42的铁水出口126位于铁水包12的第二容纳空间1212的上方。
58.转运包42和铁水包12的结构可以分别为图7所示结构,区别在于转运包 42的容积为铁水包12容积的二倍。图7是转运包42和铁水包12处于直立姿态的结构示意图,挡渣板122为弧形板并与容纳腔121的扇形截面同轴设置,在倾倒接铁水时,铁水包12或转运包42由直立姿态旋转为倾倒姿态,铁水浇注的水平面不会改变,当匀速旋转时,能够实现匀速定量浇注。挡渣板122的顶部与容纳腔121的出口平齐,能够阻隔氧化渣,挡渣板122的底部与容纳腔 121内壁形成铁水通道123,保证铁水顺利流出。
59.本实施例中转运包42和铁水包12为扇形包,当倾倒完成后,转运包42 和铁水包12由倾倒姿态回复至图7所示直立姿态,氧化渣和剩余的少部分铁水沿斜面下滑至容纳腔121的最底部,可以从容纳腔121远离铁水出口126的一端进行扒渣操作。
60.本实施例中转运包42和铁水包12内均设置有挡渣板122,转运包42内的铁水进入铁水包12的第二容纳空间1212,在铁水包12倾倒铁水时,铁水包12 内的挡渣板122能够再一次阻隔氧化渣,通过两次挡渣能够有效阻止氧化渣进入离心浇铸机内,保证铸造产品质量。
61.在一些可能的实施例中,转运包42还包括加热组件,加热组件用于对转运包42内的铁水加热。
62.加热组件可以是利用电阻加热、电磁感应加热原理制作的加热丝、加热线圈等。加热丝或加热线圈绕设于转运包42的容纳腔121外,可以在冬季环境温度较低时使用,能够防止铁水在转运过程中冷却降温。
63.请参阅图3和图4,在一些可能的实施例中,第一驱动机构13包括电机131、齿轮132、传动杆133。电机131设于第一支架11;齿轮132可转动地设于第一支架11,并与电机131的输出轴啮合传动;传动杆133设于铁水包12的其中一侧,传动杆133一端与铁水包12的偏心位置铰接,另一端与齿轮132的偏心位置铰接。
64.本实施例中电机131的输出轴和齿轮132啮合传动,电机131驱动齿轮132 旋转,将动力依次经过齿轮132、传动杆133,带动铁水包12旋转,完成动力传递。通过控制电机131转速,可以改变铁水包12的旋转速度。齿轮132可以是圆形扇形齿轮,能够与电机131的输出轴啮合传动即可。
65.第二驱动机构43的结构可以与第一驱动机构13相同,在此不再赘述。
66.请参阅图3和图4,在一些可能的实施例中,第一驱动机构13还包括从动杆134和从动臂135。从动杆134平行于传动杆133设置,一端与铁水包12的偏心位置铰接;从动臂135一端与第一支架11铰接,且转动中心与齿轮132 同轴,另一端与从动杆134远离铁水包12的一端铰接。
67.本实施例中从动杆134与传动杆133相对设于铁水包12两侧,从动杆134 和从动臂135铰接,在铁水包12转动时辅助支撑,受力更稳定,能够铁水倾倒平稳。
68.请参阅图5,在一些可能的实施例中,铁水包12和转运包42分别包括外壳124和内衬125,外壳124具有一侧开口的限位腔,外壳124与第二支架41 转动连接,外壳124具有保温层;内衬125设于限位腔内,具有用于容纳铁水的容纳腔121,容纳腔121的开口与限位腔的开口位于同一侧。
69.本实施例中外壳124具有保温层,能够减少铁水热量散发,起到保温效果。内衬125设于限位腔内,为了保证使用安全,防止内衬125使用时发生剥落、开裂等情况,内衬125应选用抗热震性能好、耐冲刷和抗氧化的耐火材料制作。
70.请参阅图6,在一些可能的实施例中,转运包42还包括盖设于容纳腔121 的开口侧的保温盖421,通过在转运包42上设置保温盖421,能够进一步防止铁水从球化室运输到浇注工位期间热量散发。保温盖421可以可翻转地设置在转运包42上,当需要向转运包42内添加铁水时,将保温盖421翻转打开。
71.请参阅图1和图2,在一些可能的实施例中,第一支架11包括能够沿竖直方向升降的升降立柱,铁水包12和第一驱动机构13分别连接于升降立柱。
72.本实施例中铁水包12和第一驱动机构13分别设置在升降立柱上,通过升降立柱能够调节铁水包12和第一驱动机构13的高度,避免铁水倾倒高度过高发生飞溅,提高浇注作业的安全性。
73.请参阅图1和图2,在一种可能的实施例中,所述轨道包括平行设置的两个轨道单体,所述第一支架设于所述轨道单体下方,所述移动组件具有与所述轨道单体配合的移动轮。
74.可以理解的是,上述实施例中的各部分可以进行自由地组合或删减以形成不同的组合实施例,在此不再赘述各个组合实施例的具体内容,在此说明之后,可以认为本发明说明书已经记载了各个组合实施例,能够支持不同的组合实施例。
75.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1