一种改进型钢球阀自动加工设备及其工艺的制作方法
1.本发明涉及阀门生产制造技术领域,具体提出了一种改进型钢球阀自动加工设备及其工艺。
背景技术:
2.球阀,是一种由球体作为启闭件并由阀杆带动且围绕球阀轴线作旋转运动的阀门,一般设置在管道中作为控制流体、气体等介质实现关闭、开启、合流、并流以及换向等功能的机械控制元件。现提供有一种改进型钢球阀,该球阀具备以下改进特征,阀座密封副采用隐藏式设计,避免受到介质的直接冲刷损伤;耐磨球阀配有特殊材料与工艺制造的高耐磨护套,通道表面喷涂碳化钨,达到多层保护增强耐磨性能;高耐磨护套采用可拆卸式结构,用户可根据阀门磨损情况,方便日后更换,以降低用户生产使用成本;球体采用特殊材料与工艺制造,并喷涂碳化钨高硬涂层以增强耐磨和抗冲刷性能。
3.球体作为改进型钢球阀的启闭件,需要保证球体的结构精度;球体在加工制造过程中,完成通道的车削加工后,球体的通道两侧端口位置还需要去除车削毛刺以及进行规整倒角,现有技术下,一般均采用自动打磨倒角设备进行自动加工处理,但现有的设备一般存在如下缺陷:1)一般只能对球体通道两侧端口进行逐一倒角打磨;2)对于同个球体的两侧端口以及不同球体之间对于打磨倒角的统一度欠佳,没有实现加工质量的统一化和规范化。
技术实现要素:
4.为了解决上述问题,本发明提供了一种改进型钢球阀自动加工设备及其工艺,用于解决上述背景技术中提到的问题。
5.为了实现上述目的,本发明采用以下技术方案来实现:一种改进型钢球阀自动加工设备,包括工作台;所述工作台上装配有用于球体上下夹紧定位的包夹定位装置以及用于球体通道口两侧端口处同步打磨的打磨倒角装置;所述包夹定位装置包括安装在所述工作台上的包夹驱动机构以及多个与所述抱夹驱动机构驱动连接的包夹架;多个所述包夹架均活动安装在所述工作台上且围绕某一竖直轴圆周均匀分布设置,当所述包夹驱动机构处于驱动状态时,多个所述包夹架同步靠近或同步远离其分布中心;当球体被包夹在多个所述抱夹架之间时,球体通道中心轴与多个所述包夹架分布中心轴重合。
6.所述打磨倒角装置分布在多个所述包夹架之间,所述打磨倒角装置包括竖直旋转驱动设置的升降部件以及固定连接于所述升降部件升降端的间距调节架,所述间距调节架上安装有两个竖直背向运动调节的行程板,两个所述行程板上均水平相对设置有倒角执行组件;当进行打磨倒角时,所述升降部件以及所述间距调节件围绕多个所述包夹架的分布中心轴转动。
7.优选的,所述包夹架包括滑动设置在所述工作台台面上的滑动竖板,所述滑动竖板上在面向所述包夹架分布中心一侧板面上水平转动安装有下托辊;所述滑动竖板上装配
有上压辊组件,所述上压辊组件包括水平转动设置的上压辊,所述上压辊位于所述下托辊的上方且竖直相对距离可调。
8.优选的,所述滑动竖板在位于所述下托辊同一侧板面上水平固定连接有承托板,所述承托板位于所述下托辊的下方,且所述承托板在靠近所述包夹架分布中心的方向上相对所述下托辊伸出。
9.优选的,所述倒角执行组件包括水平固定连接于所述行程板上的进位气缸以及固定在所述进位气缸输出端的磨料块。
10.优选的,所述包夹驱动机构包括水平固定在所述工作台台面底端的驱动气缸、竖直贯穿转动安装在所述工作台上的旋转筒、多个与多个所述包夹架一一对应设置的连杆;所述驱动气缸的输出端水平固定设置有齿条,所述旋转筒的上下两端分别固定有圆环盘和齿圈,所述齿圈与所述齿条啮合,所述连杆两端分别铰接在所述圆环盘以及所述滑动竖板上。
11.优选的,所述磨料块为直角梯形结构且磨料层位于斜边所在面上;两组分布在上下方的倒角执行组件竖直相对设置,且在位于上方的一组倒角执行组件中,所述磨料块的斜边所在面竖直朝下设置。
12.优选的,所述上压辊组件还包括竖直固定在所述滑动竖板上的压紧气缸以及竖直滑动安装在所述滑动竖板上的滑动辊座;所述滑动辊座固定在所述压紧气缸的输出端,所述上压辊转动安装在所述滑动辊座上。
13.优选的,所述间距调节架的顶端正立设置有圆台状的导料伞,当所述进位气缸为零伸长输出状态时,所述间距调节架以及所述倒角执行组件均位于所述导料伞覆盖范围下。
14.此外,本发明还提供了一种改进型钢球阀自动加工工艺,该加工工艺步骤具体如下:
15.s1、针对同尺寸待加工的钢球阀球体对设备进行预调试;
16.s2、摆放待加工球体,并通过包夹定位装置对球体进行包夹固定定位;
17.s3、通过打磨倒角装置对固定后的球体进行自动旋转打磨倒角。
18.上述技术方案具有如下优点或者有益效果:本发明提供了一种改进型钢球阀自动加工设备,通过设置的包夹定位装置可对不同尺寸的球体进行包夹固定和加工定位,通过与包夹定位装置配套设置的打磨倒角装置可对球体通道两侧端口尽心同步打磨倒角,总之,本发明提供的设备可在改进型钢球阀加工制造过程中对适用范围内不同尺寸大小的钢球阀球体的通道两侧端口位置进行同步打磨倒角,具有较高的适用性,且缩短了对于单个球体的加工处理时间,可对同尺寸的球体进行规范化加工处理,保证了加工质量的统一性,且提高了批量化加工制造的生产效率。
附图说明
19.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明及其特征、外形和优点将会变得更加明显。在全部附图中相同的标记指示相同的部分,并未刻意按照比例绘制附图,重点在于示出本发明的主旨。
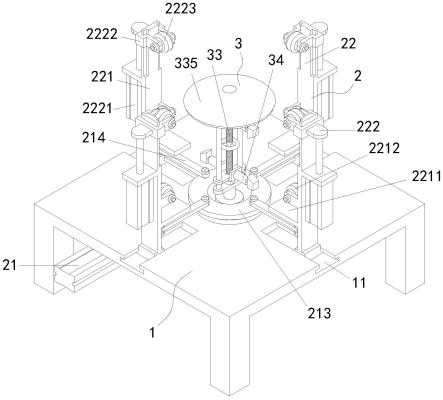
20.图1是本发明提供的一种改进型钢球阀自动加工设备在一个视角下的立体结构示
意图。
21.图2是本发明提供的一种改进型钢球阀自动加工设备及其工艺在另一个视角下的立体结构示意图。
22.图3是图2中a处的局部放大示意图。
23.图4是本发明提供的一种改进型钢球阀自动加工设备及其工艺的俯视图。
24.图5是图4中b-b的剖视图。
25.图6是球体的立体结构示意图。
26.图7是本发明提供的一种改进型钢球阀自动加工工艺的流程图。
27.图中:1、工作台;11、滑槽;2、包夹定位装置;21、包夹驱动机构;211、驱动气缸;212、齿条;213、旋转筒;2131、圆环盘;2132、齿圈;214、连杆;22、包夹架;221、滑动竖板;2211、承托板;2212、下托辊;222、上压辊组件;2221、压紧气缸;2222、滑动辊座;2223、上压辊;3、打磨倒角装置;31、旋转电机;32、升降部件;33、间距调节架;331、端头板;332、导杆;333、双向丝杠;3331、手轮;334、行程板;335、导料伞;34、倒角执行组件;341、进位气缸;342、磨料块。
具体实施方式
28.下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,目的是帮助本领域的技术人员对本发明的构思、技术方案有更完整、准确和深入的理解,并有助于其实施,但不作为对本发明的限定。
29.如图4所示,一种改进型钢球阀自动加工设备,包括工作台1;工作台1上装配有用于球体上下夹紧定位的包夹定位装置2以及用于球体通道口两侧端口处同步打磨的打磨倒角装置3。图6所示为适应于本发明加工的一般结构特征的球体立体图。
30.如图1所示,包夹定位装置2包括安装在工作台1上的包夹驱动机构21以及四个与抱夹驱动机构驱动连接的包夹架22;四个包夹架22均活动安装在工作台1上且围绕某一竖直轴圆周均匀分布设置,当包夹驱动机构21处于驱动状态时,四个包夹架22同步靠近或同步远离其分布中心;当球体被包夹在四个抱夹架之间时,球体通道中心轴与四个包夹架22分布中心轴重合。
31.如图1、图2和图5所示,包夹驱动机构21包括通过固定板水平固定在工作台1台面底端的驱动气缸211、竖直贯穿转动安装在工作台1上的旋转筒213、四个与四个包夹架22一一对应设置的连杆214;驱动气缸211的输出端水平固定设置有齿条212,旋转筒213的上下两端分别焊接固定有圆环盘2131和齿圈2132,齿圈2132与齿条212啮合,连杆214两端分别铰接在圆环盘2131以及滑动竖板221上。
32.如图1和图5所示,工作台1上设置有四个与四个包夹架22一一对应设置的滑槽11,包夹架22包括滑动安装在对应位置滑槽11中的滑动竖板221,滑动竖板221上在面向包夹架22分布中心一侧板面上水平转动安装有下托辊2212,滑动竖板221在位于下托辊2212同一侧板面上水平焊接有承托板2211,承托板2211位于下托辊2212的下方,且承托板2211在靠近包夹架22分布中心的方向上相对下托辊2212伸出,相对伸出的承托板2211可以在未包夹前用于承托放置球待加工球体;滑动竖板221上装配有上压辊组件222,上压辊组件222包括水平转动设置的上压辊2223,上压辊2223位于下托辊2212的上方且竖直相对距离可调,在
本实施例中,上压辊2223与下托辊2212的结构尺寸相同,且上压辊2223优选分布在下托辊2212的正上方,上压辊组件222还包括通过螺栓竖直固定在滑动竖板221上的压紧气缸2221以及竖直滑动安装在滑动竖板221上的滑动辊座2222;滑动辊座2222焊接在压紧气缸2221的输出端,上压辊2223转动安装在滑动辊座2222上。
33.对球阀球体的通道两侧端口位置进行倒角打磨处理的过程中,首先需要通过包夹定位装置2对球体进行包夹夹紧定位,从而使得夹紧固定后的球体圆柱通道的中心轴能够与打磨倒角装置3的旋转中心轴重合,继而方便后续通过打磨倒角装置3对球体通道两侧端口位置进行同步旋转打磨倒角;进行包夹操作时,具体的,将球体的通道口正面朝上,并使得打磨倒角装置3穿过球体通道,最终将球体平稳地放置在四个承托板2211上,随后,通过启动驱动气缸211带动齿条212移动,使得齿条212驱动齿圈2132而带动旋转筒213旋转,旋转筒213通过四个连杆214一一对应拉动四个包夹架22向着靠近分布中心的方向同步滑动,继而四个下托辊2212同步向球体靠近下端通道端口的球面侧壁运动,并最终使得球体与四个承托板2211脱离,取而代之的是四个下托辊2212将球体竖直托起,在该状态下,四个下托辊2212完成了对球体的包围接触,随后,同步启动四个压紧气缸2221,使得四个滑动辊座2222顺着对应位置的滑动竖板221同步下滑,四个上压辊2223随着滑动辊座2222同步向下运动,最终四个上压辊2223将同步压紧在靠近球体通道上端口的球面侧壁上,最终球体被包夹在四个下托辊2212与四个上压辊2223之间,完成包夹固定的同时,实现了球体圆柱通道中心轴与打磨倒角装置3旋转中心轴的对位重合。
34.需要说明的是,为了避免贴紧旋转打磨时球体可能发生自转,在本实施例中,下托辊2212以及上压辊2223的辊面上均附着有一层橡胶层,从而增大接触摩擦;另外,在对同一尺寸的球体进行加工时,需要固定设置当将球体托起时驱动气缸211的伸长输出量,从而确定球体托起时所处高度,以便于打磨倒角装置3进行对应调节。
35.如图1、图2和图5所示,打磨倒角装置3分布在四个包夹架22之间,打磨倒角装置3包括竖直旋转驱动设置的升降部件32以及焊接于升降部件32升降端的间距调节架33,工作台1的台面底端通过固定架固定安装有旋转电机31,升降部件32具体为升降气缸且底端固定在旋转电机31的输出端,间距调节架33上安装有两个竖直背向运动调节的行程板334,间距调节架33包括两个上下竖直分布且水平设置的端头板331,两个端头板331之间通过轴承竖直转动安装有双向丝杠333,双向丝杠333的两个反向螺纹段之间固定有手轮3331,两个端头板331之间还竖直焊接有两个导杆332,两个导杆332对称分布在双向丝杠333的两侧,两个行程板334沿两个导杆332竖直滑动且与双向丝杠333的两个螺纹段一一对应螺纹连接,两个行程板334上均水平相对设置有倒角执行组件34;当进行打磨倒角时,升降部件32以及间距调节件围绕四个包夹架22的分布中心轴转动。
36.如图1、图3和图5所示,倒角执行组件34包括通过螺栓水平固定连接于行程板334上的进位气缸341以及固定在进位气缸341输出端的磨料块342,磨料块342与进位气缸341输出杆的连接方式具体为螺纹连接,方便磨料块342的更换。磨料块342为直角梯形结构且磨料层位于斜边所在面上;两组分布在上下方的倒角执行组件34竖直相对设置,且在位于上方的一组倒角执行组件34中,磨料块342的斜边所在面竖直朝下设置。
37.如图1、图3和图5所示,间距调节架33的顶端正立设置有圆台状的导料伞335,导料伞335焊接在位于顶端的端头板331上;当进位气缸341为零伸长输出状态时,间距调节架33
以及倒角执行组件34均位于导料伞335覆盖范围下,在此状态下,在进行球体放置时,方便通过导料伞335对球体进行放置引导,即只要导料伞335穿过球体通道便可将球体放置在承托板2211上。
38.当明确固定球体在包夹定位装置2中被包夹托起的高度时,首先,需要根据球体通道两侧端口之间的间距调节上下两组倒角执行组件34的间距,具体的,通过转动手轮3331带动双向丝杠333转动,从而带动两个行程板334顺着两个导杆332背向运动,继而调整上下两组倒角执行组件34的分布间距,使得其间距与球体通道两侧端口的间距相适应,随后,根据球体包夹所处高度为基准,通过升降部件32整体调节间距调节架33所处高度,最终通过调节使得上下两组倒角执行组件34处于可对准球体两侧端口对应打磨的位置即可。
39.完成球体包夹进行正式打磨倒角时,通过启动旋转电机31带动升降部件32、间距调节架33以及两组倒角执行组件34做整体旋转,同时,四个进位气缸341同步带动磨料块342向着靠近端口边缘的位置靠近,随着进位气缸341的持续进位,磨料块342的磨料面将与端口边缘接触,并进行旋转打磨,且在进位状态下,因为磨料块342的磨料面处于斜边所在面位置,因此在进行旋转打磨去除端口边缘毛刺的同时会对边缘进行旋转倒角,当达到一定的倒角程度时,进位气缸341的输出杆停止伸长,并最终完成对球体通道两侧端口位置的同步打磨倒角。完成倒角后,进位气缸341输出杆收缩,打磨倒角装置3停止工作,并松开打磨倒角装置3,从而便可将完成加工的球体取出。
40.本发明提供的一种改进型钢球阀自动加工设备,可在改进型钢球阀加工制造过程中对适用范围内不同尺寸大小的钢球阀球体的通道两侧端口位置进行同步打磨倒角,具有较高的适用性,且缩短了对于单个球体的加工处理时间,可对同尺寸的球体进行规范化加工处理,保证了加工质量的统一性,且提高了批量化加工制造的生产效率。
41.此外,如图7所示,本发明还提供了一种改进型钢球阀自动加工工艺,该加工工艺步骤具体如下:
42.s1、针对同尺寸待加工的钢球阀球体对设备进行预调试;主要明确球体在包夹定位装置2中处于包夹状态下的托起高度,以及以托起高度为参考基础,并针对待加工的具体尺寸的球体中通道两侧端口间距对打磨打磨装置中两组倒角执行组件34的位置进行调节。
43.s2、摆放待加工球体,使得球体通道口处于竖直状态并摆放在四个承托板2211上,通过包夹定位装置2对球体进行包夹固定定位,使得球体被包夹在四个下托辊2212以及四个上压辊2223之间。
44.s3、通过打磨倒角装置3对固定后的球体进行自动旋转打磨倒角,通过上下两组倒角执行组件34中的磨料块342对球体上下两侧端口位置对应进行打磨倒角。
45.本领域技术人员应该理解,本领域技术人员结合现有技术以及上述实施例可以实现所述变化例,在此不予赘述。这样的变化例并不影响本发明的实质内容,在此不予赘述。
46.以上对本发明的较佳实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;任何熟悉本领域的技术人员,在不脱离本发明技术方案作出许多可能的变动和修饰,或修改为等同变化的等效实施例,这并不影响本发明的实质内容。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1