一种适合高速连续冲压的热镀锌钢板的生产方法及热镀锌钢板与流程
1.本发明属于热镀锌钢板生产技术领域,特别是涉及一种适合高速连续冲压的热镀锌钢板的生产方法以及使用该生成方法生产的热镀锌钢板。
背景技术:
2.特超深冲热镀锌板具有低屈服强度、高伸长率、高成型性能以及优良的耐腐蚀性能,在家电、汽摩零部件等行业得到广泛的应用。连续退火生产成型性能优良的代表性的现有专利文献如下:
3.(1)申请号为:200710048926.8,发明名称为:深冲光整热镀锌钢板的生产方法
4.在该发明专利中,本发明组分及重量百分比为:c:0.003~0.006%,ti﹡:0.02~0.04%,热轧卷取温度700~780℃,冷轧退火温度780~880℃。成品屈服强度180mpa左右,抗拉强度310mpa左右,伸长率42.0%左右,在0.21左右,在1.9左右。然而,该专利中组分仅要求c和ti﹡。
5.(2)申请号为:201210338992.x,发明名称为:一种汽车用热镀锌钢板及其生产方法
6.在该发明专利中,本发明组分级重量百分比为c:0.001~0.003%、si:≤0.03%、mn:0.05~0.15%、p:≤0.02%、s:0.008~0.015%、als:0.02~0.07%、ti:0.05~0.09%,b:0.0002~0.01%。其余由fe。成品屈服强度160mpa左右,抗拉强度280mpa左右,伸长率44.0%左右,r
90
值2.4左右,n
90
值0.24。然而,在该专利中,组分中添加了b,且mn含量范围较窄,导致工艺实施难度较大。
7.因此,上述现有技术有待改进。
技术实现要素:
8.为了解决现有的技术问题,本发明提出了提供一种能够满足用户高速连续冲压和深拉延的要求的在连续热镀锌生产线稳定批量生产的高成型性能、高表面质量的热镀锌钢板的制造方法。
9.根据本发明的一方面,提供一种适合高速连续冲压的热镀锌钢板的生产方法,包含以下步骤:
10.1)按重量百分比控制钢板组分:c:大于零且≤0.0030%,si:大于零且≤0.02%,mn:0.040%~0.080%,p:大于零且≤0.012%,s:大于零且≤0.010%,ti:0.040%~0.090%,als:0.010~0.070%,余量为fe和不可避免杂质,并将钢板连铸成连铸坯;
11.2)将连铸坯加热后依次进行粗轧和精轧的热轧工序,获得热轧板;
12.3)将热轧板采用前段强冷方式冷却并进行卷取,获得热轧刚卷,并将热轧刚卷经碱洗后冷轧成为冷轧薄带钢;
13.4)将冷轧薄带钢进行连续热镀锌退火、拉矫和光整,获得热镀锌钢板产品。
14.在本发明的一个实施例中,步骤2)中将连铸坯加热至1200℃~1220℃后在炉时间200~260min进行粗轧。
15.在本发明的一个实施例中,步骤2)中热轧工序中进行除磷操作。
16.在本发明的一个实施例中,粗轧过程采用5道次轧制,并且粗轧过程中使用保温罩。
17.在本发明的一个实施例中,粗轧后热轧中间板坯厚度为40~42mm。
18.在本发明的一个实施例中,精轧开轧温度为1030℃~1090℃,终轧温度范围为840℃~890℃。
19.在本发明的一个实施例中,精轧后获得的热轧板的厚度为3.5-4.0mm,
20.在本发明的一个实施例中,步骤3)中卷取温度为700~770℃,冷轧压下率为70%~90%。
21.在本发明的一个实施例中,步骤4)中连续退火带钢运行速度为100~150m/min、连续热镀锌退火均热温度为850~880℃、缓冷终点温度为440~470℃、拉矫延伸率为0.1~0.2%和光整延伸率为0.2~0.6%。
22.根据本发明的另一方面,还提供一种使用上面所述的适合高速连续冲压的热镀锌钢板的生产方法生产的热镀锌钢板。
23.由于采用以上技术方案,本发明与现有技术相比具有如下优点:
24.1)本发明得到的热镀锌钢板成品力学性能达到屈服强度140~170mpa,抗拉强度290~310mpa,伸长率≥47.0%,r
90
≥2.5,n
90
≥0.24的要求;
25.2)本发明针对热镀锌钢板,通过热轧、冷轧及连续热镀锌退火工艺的关键工艺温度控制,该产品力学性能满足要求,并且该技术可在国内外冷轧连续热镀锌退火生产线中推广应用;
26.3)本发明提供的适合高速连续冲压的热镀锌钢板能够满足用户高速连续冲压和深拉延的要求,是目前性能最高级别的热镀锌钢板,对完善冷轧镀锌产品结构具有重要作用,能够显著提高家电品牌影响力。
附图说明
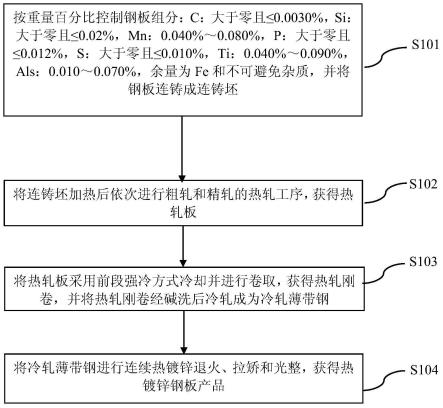
27.图1示出了本发明提供的适合高速连续冲压的热镀锌钢板的生产方法的流程示意图。
具体实施方式
28.为了使本发明的目的、技术方案及优点更加清楚明白,下面结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
29.如图1所示,本发明提供的适合高速连续冲压的热镀锌钢板的生产方法,具体步骤如下:
30.s101:
31.按重量百分比控制钢板组分:c:大于零且≤0.0030%,si:大于零且≤0.02%,mn:0.040%~0.080%,p:大于零且≤0.012%,s:大于零且≤0.010%,ti:0.040%~0.090%,
als:0.010~0.070%,余量为fe和不可避免杂质,并将钢板连铸成连铸坯。
32.本发明选择化学成分及其范围的原因如下:碳含量范围的选择主要考虑强度、成形性和焊接性能的匹配,如果碳含量高于0.0030%,则钢板的成形性和焊接性将降低,同时不利于低强度级别性能控制。硅:si能固溶于铁素体和奥氏体中提高钢的强度,其作用仅次于c、p,si还可以抑制铁素体中碳化物的析出,使固溶c原子充分向奥氏体中富集,从而提高其稳定性。然而,si含量过高时,si在加热炉中形成的表面氧化铁皮很难去除,增加了除磷难度。因此,本发明si含量保持在0.02%以下。mn主要是以固溶强化形式提高强度并且与硫结合成mns,防止因fes所造成的热裂纹,mn含量过高,会影响钢的焊接性能。因此,mn含量为0.040%~0.080%。s作为残留元素存在,按0.010%以下控制。铝主要是作为脱氧元素添加的,要实现完全脱氧,其含量要求在0.020%以上,但过高的铝将影响钢的焊接性能及铸坯夹杂物控制,因此,al含量选择为0.010%~0.070%为宜。微合金ti加入是为了清除间隙原子,得到纯净的铁素体基体。ti含量较低,间隙原子不能完全清除,ti含量过高,会明显提高强度,影响使用性能,严重的会导致冲压零件开裂。因此,ti含量选择为0.040~0.090%为宜。
33.具体实施例1-3以及对比例1-2的热镀锌钢板的化学成分如表1所示:
34.表1热镀锌钢板的化学成分(wt.%)
[0035][0036]
s102:
[0037]
将连铸坯加热至1200℃~1220℃,在炉时间200~260min进行粗轧,粗轧过程采用5道次轧制,并且粗轧过程中使用保温罩,粗轧后热轧中间板坯厚度为40~42mm,然后进行精轧,控制精轧开轧温度为1030℃~1090℃,终轧温度范围为840℃~890℃,完成整个热轧工序,获得热轧板。
[0038]
具体实施例1-3以及对比例1-2的热轧工艺参数如表2所示:
[0039]
表2热轧主要工艺参数
[0040]
[0041]
s103:
[0042]
将热轧板采用前段强冷方式冷却至700~770℃进行卷取,获得热轧刚卷,并将得到的热轧刚卷经过碱洗后冷轧成为冷轧薄带钢,其中使用的热轧板的厚度为3.5-4.0mm,并控制冷轧压下率为70%~90%,在上述实施例1-3和对比例1-2中板厚度为3.5mm,冷轧压下率为82.8%。
[0043]
s104:
[0044]
将冷轧薄带钢进行连续热镀锌退火、拉矫和光整,得到热镀锌钢板。
[0045]
其中控制连续退火带钢运行速度为100~150m/min、连续热镀锌退火均热温度为850~880℃、缓冷终点温度为440~470℃、拉矫延伸率为0.1~0.2%和光整延伸率为0.2~0.6%。
[0046]
具体实施例1-3以及对比例1-2的连续退火主要工艺参数如表3所示:
[0047]
表3连续热镀锌退火主要工艺参数
[0048][0049]
使用具体实施例1-3以及对比例1-2的方法制备的热镀锌钢板的力学性能如表4所示:
[0050]
表4热镀锌钢板的力学性能
[0051][0052]
从表4示出的力学性能可知,本发明得到的热镀锌钢板成品力学性能达到屈服强度(r
p0.2
)为140~170mpa,抗拉强度(rm)为290~310mpa,伸长率(伸长a
80
)≥47.0%,r
90
≥2.5,n
90
≥0.24的要求。该产品力学性能满足要求,并且该技术可在国内外冷轧连续热镀锌退火生产线中推广应用。
[0053]
以上实施例仅表达了本发明的实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因
此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1