一种Q420级重型热轧H型钢及其组织细化生产方法与流程
一种q420级重型热轧h型钢及其组织细化生产方法
技术领域
1.本发明属于钢铁技术领域,具体涉及一种重型热轧h型钢组织细化生产方法。
背景技术:
2.热轧h型钢具有优化的截面形状,作为节约型铁基结构材料在轨道交通、大型桥梁、石 油平台以及大型建筑等领域得到了广泛的应用。随着科学技术的发展,工程结构的大型化是 发展趋势,因此,对热轧h型钢的需求也提出了大型化、高性能化的技术要求。从高性能化 的角度,全球油气资源开采向气候条件恶劣的高寒极地进军,面向高寒地区的国际重大工程、 油气管道及物流交通得到快速发展,高性能要求的特点不仅体现在提高常规条件下使用的强 度和塑性,还特别要求材料具有高的低温韧性以满足高寒地区的特殊服役条件。产品大型化, 会导致高性能化的难度增加,目前,现有技术在翼缘厚度为50mm以上的热轧h型钢开发尚 属于探索阶段,仍需大量进口,此外,也可采用焊接加工制作,但焊接会导致成本、环保以 及质量等一系列社会与经济问题。
3.由于钢板轧机的轧制能力大,且坯到材的轧制压缩比也大,可实现低温大压下轧制,利 用应变诱导相变的传统热机械处理(tmcp)技术,结合轧后水冷和离线热处理等手段改善钢板 的性能。与钢板相比,由于热轧h型钢的截面复杂,使得轧制条件(轧制温度、轧制压缩比) 受限,因此,超厚热轧h型钢无法简单地借鉴钢板的制造工艺及化学组成,开发满足gb/t 1591 标准要求的重型热轧h型钢。组织细化是非常有效的在提高强度的水平下,同时提高塑性, 特别是提升低温冲击韧性的技术手段。目前,在研究和实际应用中常用的是热机械处理(tmcp) 技术,其关键点在于低温、大压下。重型热轧h型钢生产由于受到坯料尺寸和工装能力的限 制,难以实现上述低温、大压下的工艺要求,因此,提出了利用诱发奥氏体动态再结晶得到 超细奥氏体晶粒,利用奥氏体晶界促进相变形核实现细化组织的技术。为了实现奥氏体动态 再结晶细化组织的需要,研究开发了一种适应重型热轧h型钢组织细化的轧制方式来适配诱 发奥氏体动态再结晶细化组织的需求。
4.目前,关于组织细化和热轧h型钢的研究已开展了大量的工作。例如,对于厚板等大规 格的钢铁产品,日本jfe钢铁公司在世界率先将在线加速冷却装置用于厚板生产,开发了紧 靠轧机的强力冷却装置super-cr,并利用在线加热装置hop使回火工艺连续化,实现了厚 板的高性能化。东北大学开发了以超快冷技术为基础的新一代tmcp(ng-tmcp)技术,但 是上述的研究开发工作主要是针对轧后冷却来进行的,与本发明聚焦于轧制过程中的控制是 完全不同的工艺阶段,且轧后快速冷却工艺应用在热轧h型钢生产中存在固有缺陷:主要原 因为热轧h型钢截面形状复杂,轧后快冷会加剧各部分冷却不均,造成热轧h型钢外形变形, 后续难以矫直,成为废品。吴保桥等人发表在《热加工工艺》杂志的“控温轧制对钒微合金热 轧h型钢力学性能的影响”文章,该文献研究了v含量对薄规格(50mm厚)热轧h型钢强 度的影响规律,未有考虑到产品的韧性,其关注点在于v微合金化与强度的关系,与本发明 通过工艺规程的优化耦合微合金设计实现重型热轧h型钢强韧化完全不同。郭秀辉等人发表 在《钢铁研究》杂志的“提高特厚规格q275d热轧h型钢冲击性能的研究”文章,
该文献研究 了仅分析了薄规格(26mm厚)热轧h型钢-20℃低温冲击韧性不足原因并给出了对策,其关 注点在于低温韧性不合格的原因分析,与本发明关注的通过工艺规程优化耦合微合金化设计 实现重型热轧h型钢强韧化存在本质不同。
5.中国专利申请号为202011321554.3,于2021年2月12日公开了一种超厚q355级良好 低温韧性热轧h型钢及生产方法。其化学成分为c:0.12~0.18%、si:0.10~0.50%、mn: 1.20~1.60%、al:0.02~0.06%、nb:0.02~0.06%、n:0.0040~0.0100%、p≤0.015%、s≤0.005%, 其余为fe及不可避免的杂质,其翼缘厚度t为80~150mm,cev≤0.42%,pcm≤0.25%;提出 了nb、al微合金化的低成本成分设计方案,配合合理的连铸工艺和轧制工艺,调控aln、 nbc在连铸坯和h型钢分布,细化h型钢组织。但是,该发明采用了轧后快速冷却工艺,极 易造成热轧h型钢形状变形不合标准要求,无法实现批量生产,此外,该发明要求的轧制温 度降低,轧制过程中轧件变形抗力大,轧机负荷大。本发明采用轧后空冷工艺,极大地改善 了产品尺寸外形,且通过工艺和成分的耦合优化,提升了控轧温度,改善了轧制条件。
6.中国专利申请号为202010833185.x,于2020年12月4日公开了一种420mpa级优异低 温韧性热轧h型钢及其生产方法,其化学成分为c、si、mn、p、s、v、ni、n,其余为fe 及不可避免的杂质,通过合理的v、ni、n成分设计,匹配相适应的控轧控冷工艺,开发出 了综合性能优异的420mpa热轧h型钢。但是,该发明采用了轧后快速冷却工艺,极易造成 热轧h型钢形状变形不合标准要求,无法实现批量生产,且该发明还利用了贵重金属ni微 合金化,造成产品成本较高,贵重元素浪费,此外,该发明产品的厚度较薄(30~50mm厚), 与本文中所示发明具有本质不同。本发明采用轧后空冷工艺,极大地改善了产品尺寸外形, 且通过工艺和成分的耦合优化,采用普通的微合金元素实现了重型热轧h型钢高性能化。
7.中国专利申请号为202011243695.8,于2021年2月26日公开了一种低成本厚重q355e 热轧h型钢及其制造方法,其组分为c、si、mn、nb、ti、n,其余的为铁和其他杂质,ti 和n的乘积范围为0.00004%%~0.0007%%,通过控制控制万能倒数第5~3道次压下量和变形 温度,配合控制粗轧后的奥氏体晶粒尺寸,获得具备高强度、高低温韧性的热轧h型钢。
8.中国专利申请号为202011243693.9,于2021年2月26日公开了一种低成本460mpa级 优异低温韧性热轧h型钢及其生产方法,其组分为c、si、mn、p、s、v、ni、c r、n,其 余为fe及不可避免的杂质,v与n的含量比为8:1~10:1,基于热轧h型钢的生产实际,通 过合理的成分配比和全流程的tmcp技术,开发出翼缘厚度30mm~50mm,具备高强度、高 低温韧性、优异的焊接性和厚度方向性能的460mpa级热轧h型钢。
9.中国专利申请号为201380039137.1,于2015年4月1日公开了h型钢及其制造方法, 其材料的化学成分的质量百分含量包括:c:0.05~0.16%、si:0.01~0.50%、mn:0.80~2.00%、 ni:0.05~0.50%、v:0.01~0.20%、al:0.005~0.100%、ti:0.005~0.030%、n:0.0010~0.0200%、 o:0.0001~0.0100%、ca:0.0003~0.0040%、cr:0~0.50%、cu:0~0.50%、mo:0~0.20%、 nb:0~0.05%。翼缘厚度为100~150mm。其关注点是通过氧化物冶金,形成“以每单位面积 的个数密度计含有100~5000个/mm2的以当量圆直径计为0.005~2.0μm的氧化物粒子”。
10.中国专利申请号为201780057895.4,于2017年12月21日公开的h型钢及其制造方
法, 其化学成分为:c:0.050~0.160%、si:0.01~0.60%、mn:0.80~1.70%、nb:0.005~0.050%、 v:0.05~0.120%、ti:0.001~0.025%、n:0.0001~0.0120%、cr:0~0.30%、mo:0~0.20%、 ni:0~0.50%、cu:0~0.35%、w:0~0.50%、ca:0~0.0050%、zr:0~0.0050%。翼缘的厚度 为20~140mm,拉伸屈服应力为385~530mpa,在-20℃的夏比冲击吸收能为100j以上。在此 发明中主要是通过微合金化元素来实现低温韧性。
11.从目前专利和文献调研的情况,针对翼缘厚度超过50mm的厚重热轧h型钢,通过优化 轧制工艺,解决重型热轧h型钢压缩比不足;采用万能区道间喷水冷却,克服传统重型热轧 h型钢较长时间待温轧制,提高生产效率等方面的研究尚未见报道。
技术实现要素:
12.1、要解决的问题
13.本发明提供一种q420级重型热轧h型钢,其目的在于通过调控h型钢的化学成分以及 第二相粒子的参数,以翼缘厚度≥50mm的q420级重型热轧h型钢为产品目标,最终产品 的晶粒尺寸达到10级以上,0℃、-20℃、-40℃、-60℃低温冲击吸收能量不小于120j。
14.本发明还提出上述一种q420级重型热轧h型钢组织细化生产方法,通过诱发奥氏体动 态再结晶细化组织为基础,优化轧制工艺,提出了减小开坯区翼缘压下量,增加万能区压下 量,分解现有万能轧制过程为两段式轧制,第一段在较高温度轧制,通过动/静态再结晶细化 奥氏体组织;减薄h型钢轧件厚度,道间喷水冷却迅速降温,减少待温时间;第二段在较低温度 轧制,实现诱发奥氏体动态再结晶,从而得到超细奥氏体晶粒,通过超细奥氏体的晶界促进 铁素体相变形核,实现产品组织细化。
15.2、技术方案
16.为解决上述问题,本发明采用如下的技术方案。
17.一种q420级重型热轧h型钢,其化学成分主要包含:c、si、mn、p、s、nb、ti、v、 n、h、fe;同时,包含的合金化合物粒子为tin第二相粒子、nbc第二相粒子、vc第二相 粒子和nb-v-ti复合第二相粒子,其中:根据国家gb/t 11263标准规定,热轧h型钢的性能 样必须在翼缘宽度b的1/6处取样,本发明的h型钢在翼缘端部b/6处且翼缘1/4厚度处取 样:
18.tin第二相粒子的体积分数0.01%以上,其尺寸小于20纳米,
19.nbc第二相粒子的体积分数0.03%以上,其尺寸小于40纳米,
20.vc第二相粒子的体积分数0.02%以上,其尺寸小于20纳米,
21.nb-v-ti复合第二相粒子的体积分数0.03%以上,其尺寸小于40纳米。
22.进一步地,尺寸小于15纳米的第二相粒子的体积分数需满足式(a):
[0023]vtin
+v
vc
+v
nbc
+v
nb-v-ti
≥0.05%
ꢀꢀꢀꢀꢀ
(a),
[0024]
式中:v
tin
为tin的体积分数,v
vc
为vc的体积分数,v
nbc
为nbc的体积分数,v
nb-v-ti
为nb-v-ti复合第二相粒子的体积分数。
[0025]
进一步地,其化学成分按质量百分数计为:c:0.06~0.14%,si:0.10~0.60%,mn:1.00~1.60%, p:≤0.015%,s:≤0.007%,nb:0.01~0.06%,ti:0.010~0.030%,v:0.010~0.040%,n: 0.0040~0.0100%,h:≤0.0002%,余量为铁和杂质,其中,c、mn之间的质量百分数满足下述 关系式(b):
[0026]
c+mn/6=0.28-0.38%
ꢀꢀꢀꢀꢀ
(b)。
[0027]
进一步地,h型钢的翼缘厚度为t,t≥50mm。
[0028]
进一步地,nb、ti、v、n之间的质量百分数与t满足式(c):
[0029]
1.7≤f=[(nb+ti
×n×
1000+v)/t]
×
1000≤3.4
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(c)。
[0030]
进一步地,最终产品的组织为铁素体和珠光体,晶粒尺寸达到10级以上。
[0031]
其中:
[0032]
c含量设为0.06~0.14%。c(碳)是对钢的强化有效的元素。因此,将c含量的下限设为 0.06%。另一方面,当c含量大于0.14%时,会显著提升h型钢的碳当量cev和焊接裂纹敏 感性指数pcm,降低h型钢的焊接性,同时,也会降低h型钢低温韧性。因此,将c含量上 限设为0.12%。
[0033]
si含量设为0.10~0.60%。si(硅)是脱氧元素,也有助于强度的提高的元素。因此,将si 含量的下限设为0.10%。另一方面,若si含量大于0.60%,将加速高温剥层,恶化韧性和层 状撕裂性能,对钢的表面质量也有不利影响。因此,将si含量的上限设为0.60%。
[0034]
mn含量设为1.00~1.60%。mn(锰)在一定范围内同时提高钢的韧性、强度。因此,将mn 含量的下限设为1.00%。另一方面,若mn含量大于1.60%,则易产生宏观偏析,导致钢的 韧性显著降低,甚至出现分层的现象,恶化抗层状撕裂性能。因此,将mn含量的上限设为 1.60%。
[0035]
p含量设为≤0.015%。p(磷)是凝固偏析引起的焊接裂纹、韧性降低的原因所在,因此 应尽量减少,综合考虑脱p成本,将p限制在0.015%以下。
[0036]
s含量设为≤0.007%。s(硫)会因凝固偏析在铸坯中心部形成mns夹杂,不仅会引起焊 接裂纹、韧性降低,还会恶化抗层状撕裂性能等,因此应尽量减少,综合考虑脱s成本,将 s量限制为0.007%以下。
[0037]
nb含量设为0.01~0.06%。nb(铌)用于析出足够的nbc,形成通过钉扎效应阻碍奥氏 体晶粒长大,以实现细化奥氏体晶粒效果。因此,将nb含量的下限设定为0.01%;另一方 面,若nb含量超过0.06%时,连铸异型坯内圆角易出现裂纹,影响最终产品表面质量,而 且不利于成本控制。因此,将nb含量上限设为0.06%。
[0038]
ti含量设为0.010~0.030%。ti(钛)是形成tin的主要元素,tin是高温稳定化合物, 通过tin钉扎高温区的奥氏体晶粒阻碍奥氏体晶粒长大,以实现细化奥氏体晶粒效果;同时, 细化的tin可以促进nbc析出,细化第二相析出粒子的尺寸。因此,将ti含量的下限设定 为0.010%。另一方面,若ti含量过高,多余的ti固溶在钢材中,造成合金浪费,引起成本 增加,设定上限为0.030%。
[0039]
v含量设为0.010~0.040%。v(钒)是具有在奥氏体的粒内以碳化物或碳氮化物析出,作为 向铁素体相变的形核点,是铁素体晶粒细化的有效元素,同时,在晶内析出会有效提升钢材 强度。因此,将v含量的下限设为0.010%。另一方面,若v含量大于0.040%,会引起钢材 强度过大。因此,将v含量的上限设为0.040%。
[0040]
n含量设为0.0040~0.0100%。n(氮)是形成tin的主要元素,有助于组织的细化和析 出强化的元素,n元素也是控制tin析出的尺寸的关键元素。因此,将n含量的下限设为 0.0040%。若n含量大于0.0100%,则会引起tin粒子粗大,恶化低温韧性、连铸表面质量 以及钢材应变时效性能。因此,将n含量的上限设为0.0100%。
[0041]
h含量设为≤0.0002%。h(氢)是钢材中氢致裂纹的主因,属于有害元素,若钢种的
h 含量超过限制,会造成钢材断裂。因此,将h含量的上限设定为0.0002%。
[0042]
在传统重型热轧h型钢轧制工艺中,轧件经过加热和开坯轧制后,进入万能轧机进行万 能区轧制。开坯轧制温度大约为1100℃~1150℃,开坯轧制后待温至930℃~960℃进入万能轧 机进行万能轧制。由于重型热轧h型钢轧制总压缩比较小,按传统轧制工艺设计,开坯轧制 过程中翼缘厚度方向分配总压缩比较小,不能有效地改善轧件内部缺陷与细化奥氏体晶粒尺 寸,因此导致轧件内部质量较差,且使得万能轧制过程中难以诱发奥氏体动态再结晶,从而 不能实现组织细化,最终产品的晶粒较大。同时,由于开坯轧制后轧件尺寸较大,且传统工 艺又无喷水冷却工艺设计,使得轧件待温时间较长,极大地影响了生产效率。
[0043]
重型热轧h型钢轧制有两个部分组成,第一部分为开坯(粗轧)轧制,第二部分为万能 (精轧)轧制。第一部分开坯轧制为两辊孔型轧制,主要作用是扩或缩腰以调整轧件高度或 宽度方向尺寸适合万能轧制,同时,进行轧件厚度方向压缩轧制,以焊合轧件内部缺陷。第 二部分万能轧制为四辊组成的万能轧机对h型钢翼缘和腹板在厚度方向进行压缩轧制,主要 作用是改善h型钢组织,减薄h型钢厚度,以获得理想的h型钢产品。
[0044]
故,本发明的一种q420级重型热轧h型钢的组织细化生产方法,步骤为:坯料加热
→ꢀ
开坯轧制
→
万能第一段轧制
→
喷水冷却
→
万能第二阶段轧制
→
冷床空冷,具体为:
[0045]
(1)坯料加热:坯料的化学成分主要包含:c、si、mn、p、s、nb、ti、v、n、h、 fe,其中v元素的质量百分数为0.010~0.040%;加热温度为1200℃~1250℃,保温120min~160 min,能够保留部分未溶tin第二相粒子,用以抑制加热过程中奥氏体晶粒长大;又可确保 nbc粒子的完全回溶,为后续的外延析出提供成分保证;同时还能保证厚重热轧h型钢整个 断面加热均匀,有利于后续轧制;
[0046]
(2)开坯轧制:在开坯轧辊异型孔中减少异型孔腿部斜度、扩大异型孔腿部厚度,从而 实现翼缘厚度减薄量≤5%,以增加万能轧制阶段轧件厚度,从而获得较大万能轧制压缩比, 进而增加万能轧制的应变累积;
[0047]
(3)万能第一段轧制:压缩比控制在1.23以上,有利于轧件内部缺陷焊合和累积足够 的应变促进奥氏体充分再结晶细化奥氏体晶粒;
[0048]
(4)喷水冷却:采用万能轧制道间全截面喷水冷却工艺,快速降低轧件温度至 925℃~930℃;
[0049]
(5)万能第二阶段轧制:压缩比控制在1.50~1.55,耦合轧制温度(925℃~930℃)促进 奥氏体发生动态再结晶细化组织,进入万能第二阶段轧制,配合ti/nb微合金化成分设计, 利用应变诱导大量析出的nbc、vc以及nb、ti、v复合第二相粒子抑制万能第二阶段轧制 道次间的奥氏体静态再结晶,实现应变积累,从而诱发奥氏体动态再结晶细化组织;
[0050]
(6)冷床空冷。
[0051]
进一步地,步骤(1)中,坯料的成分体系为:c:0.06~0.14%;si:0.10~0.60%,mn:1.00~1.60%; p:≤0.015%;s:≤0.007%;nb:0.01~0.06%;ti:0.010~0.030%;v:0.010~0.040,n:0.0040~0.0100%; h:≤0.0002%;余量为铁和其他杂质,其中:
[0052]
为了保证钢的强度,c、mn之间的质量百分数满足下述关系式(b):
[0053]
c+mn/6=0.28%~0.38%
ꢀꢀꢀ
(b);
[0054]
考虑产品厚度效应f,nb、ti、v、n之间的质量百分数与h型钢的翼缘厚度t满足式
(c):
[0055]
1.7≤f=[(nb+ti
×n×
1000+v)/t]
×
1000≤3.4
ꢀꢀꢀꢀꢀ
(c)。
[0056]
进一步地,步骤(2)中,减少开坯轧制道次为5~7道次,提升开坯轧制速度和轧辊运输 速度为3m/s~5m/s,减少开坯轧制阶段和辊道运输过程中轧件温度损失,以提升万能第一阶 段轧制温度至1050℃~1100℃,焊合轧件内部缺陷(疏松、气孔、裂纹等),保证奥氏体的充 分再结晶,配合ti/n的微合金化设计,利用tin第二相粒子抑制高温阶段奥氏体晶粒的长大, 细化奥氏体晶粒尺寸,从而实现万能轧制第一阶段奥氏体晶粒细化。
[0057]
进一步地,步骤(3)中,万能第一段轧制温度至1050℃~1100℃。
[0058]
进一步地,步骤(4)中,喷水冷却的冷却速度为30℃/s~50℃/s。
[0059]
进一步地,步骤(4)中,冷床空冷的冷却速度为0.05℃/s~0.5℃/s。
[0060]
在上述ti/n的微合金化设计耦合上述轧制工艺条件下,tin第二相粒子的体积分数0.01% 以上,第二相粒子的尺寸小于20纳米。nb的微合金化设计耦合上述轧制工艺条件下,保证 nbc析出的体积分数0.03%以上,nbc粒子的尺寸小于40纳米。v的微合金化设计保证vc 析出的体积分数达到0.02%以上,vc粒子的尺寸小于20纳米。nb-v-ti复合第二相粒子的 体积分数0.03%以上,nb-v-ti复合第二相粒子的尺寸小于40纳米。其中,小于15纳米的第 二相目粒子的体积分数需满足:v
tin
+v
nbc
+v
nb-v-ti
≥0.04%,式中:v
tin
:tin的体积分数; v
nbc
:nbc的体积分数;v
nb-v-ti
:nb-v-ti复合粒子的体积分数。
[0061]
利用上述方法得到的厚重热轧h型钢,翼缘厚度≥50mm,屈服强度大于420mpa,抗拉 强度520~680mpa,断后伸长率大于19%,厚度方向性能大于35%,0℃、-20℃、-40℃、-60℃ 的冲击韧性大于120j。
[0062]
3、有益效果
[0063]
相比于现有技术,本发明的有益效果为:
[0064]
(1)本发明改进传统热轧h型钢轧制工艺,减小开坯区压下量,实现万能两阶段轧制, 提升万能段轧制缺陷焊合与组织细化作用,解决重型热轧h型钢压缩比不足,配合ti/nb+低 v的微合金化成分设计,实现诱发奥氏体动态再结晶,细化产品组织,即细晶强化、析出强 化第二相粒子体积分数,实现产品强韧化。
[0065]
(2)本发明最优化地减薄万能第二阶段轧件厚度,采用万能区道间喷水冷却,克服传统 重型热轧h型钢较长时间待温轧制,极大地提升了生产效率。
[0066]
(3)本发明开发了翼缘厚度≥50mm规格的q420级重型热轧h型钢,产品晶粒尺寸达 到10级,0℃、-20℃、-40℃、-60℃低温冲击吸收能量均不小于120j。
[0067]
(4)通过轧制减薄轧件和道间喷水冷却,减少轧件控轧待温时间,提升重型热轧h型 钢生产效率;优化轧制工艺,提出了减小开坯区翼缘压下量,增加万能区压下量,分解现有 万能轧制过程为两段式轧制,在高温轧制阶段实现内部缺陷焊合与细化奥氏体组织,在低温 轧制阶段诱发奥氏体动态再结晶,实现产品组织细化。产品的晶粒尺寸达到10级以上,强度 达q420级,0℃、-20℃、-40℃、-60℃低温冲击吸收能量不小于120j。
附图说明
[0068]
图1为本发明h型钢的取样位置示意图;
[0069]
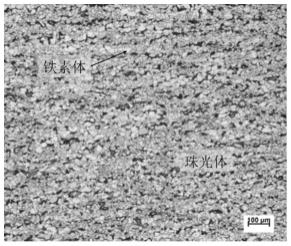
图2为实施例1中h型钢的显微组织;
[0070]
图3为实施例3中h型钢的显微组织;
[0071]
图4为实施例5中h型钢的显微组织;
[0072]
图5为对比例11中h型钢的显微组织;
[0073]
图6为对比例28中h型钢的显微组织;
[0074]
图7为对比例43中h型钢的显微组织。
具体实施方式
[0075]
下面结合具体实施例和附图对本发明进一步进行描述。
[0076]
实施例1-实施例6
[0077]
一种q420mpa级重型热轧h型钢组织细化生产方法:
[0078]
a、坯料加热:异型坯在加热炉内的加热段温度1213℃~1246℃,加热时间128~156min。
[0079]
b、开坯轧制:开坯轧制道次5道~7道,开坯轧制速度3m/s~5m/s,翼缘减薄比≤5%,运 送辊道速度3m/s~5m/s。
[0080]
c、万能第一段轧制:终轧温度1052℃~1069℃,轧制压缩比1.236~2.831。
[0081]
d、喷水冷却:万能第一段轧后立即喷水冷却,冷却速度32℃/s~48℃/s,喷水冷却时间 3s~4s。
[0082]
e、万能第二段轧制:开轧温度926℃~929℃,轧制压缩比1.51-1.53。
[0083]
f、轧后空冷。
[0084]
实施例1-实施例6所述q420mpa级重型热轧h型钢组织细化生产方法涉及到的主要具 体工艺参数见表1;如下表2所示,实施例1-实施例6包括以下重量百分比含量的化学成分: 表2中没有列出的余量为fe及不可避免的杂质。
[0085]
对比例7-对比例46的所述热轧h型钢的生产工艺与实施例1-实施例6相同,不同在于 其工艺参数如表1所示。如下表2所示,对比例7-对比例46所述的一种热轧h型钢,包括 以下重量百分比含量的化学成分,表2中没有列出的余量为fe及不可避免的杂质。
[0086]
根据表1-表3可以看出,本发明可高效率地生产出翼缘厚度50mm~115mm、具备高强度、 高低温韧性、优异的焊接性和厚度方向性能的q420mpa级系列热轧h型钢。
[0087]
表1实施例1-6与对比例7-46生产工艺参数
[0088]
[0089][0090]
表2实施例1-6与对比例7-46的化学成分(wt%)和厚度
[0091]
[0092][0093]
实施例1-实施例6所述q420mpa级重型热轧h型钢和对比例7-对比例46所述热轧h 型钢第二相粒子体积分数、组织晶粒度、室温拉伸、低温冲击性能和厚度方向性能测试结果 见表3,图1为h型钢取样位置示意图,图2~7分别为实施例1、3、5,对比例11、20、33 中h型钢的显微组织。
[0094]
表3实施例1-6与对比例7-46的第二相粒子体积分数和力学性能
[0095]
[0096][0097]
根据上述表1~表3可以看出:
[0098]
由对比例7、20、33可知,控制开坯轧制工艺参数,可以保证万能第一阶段的终轧温度 不会太低,否则会降低产品组织粒度等级,冲击韧性达不到要求;
[0099]
由对比例45可知,开坯翼缘减薄比大于5%后,产品屈服强度、厚度方向性能、冲击韧 性均不足;
[0100]
由对比例8、9、11、21、22、24、34、35、37可知,控制万能第二阶段开轧温度在925-930 以内,才能得到nbc第二相粒子体积分数≥0.03%,产品的强度、冲击韧性性能才能满足本 发明的要求;
[0101]
由对比例19、32、46可知,万能第一阶段与第二阶段间的待温时间长,则需要控制喷水 冷却速率更低,才能得到预期性能的h型钢,本发明为了提高生产效率,得出喷水冷却30-50℃ /s性价比最高;
[0102]
由对比例10、23、36可知,万能第二阶段压缩比小于1.5时,nbc第二相粒子的体积分 数小于0.03%,产品的强度、冲击韧性性能均达不到本发明的要求;
[0103]
由对比例12、13、25、26、38、39可以看出,c+mn/6在0.26-0.34范围外,产品的强度 不足;
[0104]
由对比例15、17、27、28、29、30、31、40、41、42可以看出,严格调控nb、ti、v、n元素含量,否则造成产品厚度效应f不在1.7~3.4范围内,产品的组织晶粒度达不到10级, 厚度方向性能、冲击韧性均不足。
[0105]
由对比例14、16、18、43、44可知,第二相粒子体积分数不在本发明的限定范围内时, h型钢的强度、冲击韧性较低。
[0106]
本发明所述实例仅仅是对本发明的优选实施方式进行描述,并非对本发明构思和范围进 行限定,在不脱离本发明设计思想的前提下,本领域工程技术人员对本发明的技术方案作出 的各种变形和改进,均应落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1