控制42CrMo锻件全截面硬度差的热处理工艺的制作方法
控制42crmo锻件全截面硬度差的热处理工艺
技术领域
1.本发明属于金属材料热处理技术领域,特别涉及一种控制42crmo锻件全截面硬度差的的热处理工艺。
背景技术:
2.在实际生产中,由于42crmo钢种中c元素在工件内外部的偏析及淬火冷却过程中,工件内外部形成的组织差异,造成热处理后工件全截面硬度差较大,尤其工件尺寸越大,这种硬度差就越大,无法满足部分有特殊要求的产品需要。为此,针对外圆直径φ200mm-φ400mm范围的42crmo锻件,急需一种可以有效控制42crmo锻件全截面硬度差的热处理工艺。
技术实现要素:
3.本发明的目的在于克服现有技术中存在的不足而提供一种控制42crmo锻件全截面硬度差的热处理工艺,从而在调质后可以使外圆直径φ200mm-φ400mm范围的42crmo锻件的全截面硬度差控制在40hb以内。
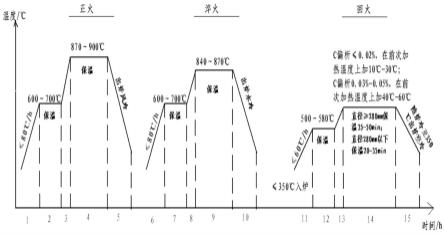
4.为达上述发明目的,本发明采用如下技术方案:一种控制42crmo锻件全截面硬度差的热处理工艺,具体控制方法如下:步骤1)、优化化学成分:化学成分按照重量百分比具体控制范围如下:c=0.39~0.44%,mn=0.65~0.80%,si=0.17~0.37%,cr=1.05~1.20%,mo=0.20~0.25%,s≤0.015%,p≤0.020%;步骤2)、锻后工件内外部c偏析检测:在工件冒口端切取一个厚度20mm的试片,在工件外表面及中心各取一个样检测确定工件内外部c偏析值;步骤3)、以≤80℃/h的升温速度升温至600℃~700℃,保温2h~4h后,以全功率快速升温至870℃~900℃进行保温,按照有效截面1.5-2h/100mm计算进行保温,保温结束出炉风冷;步骤4)、以≤80℃/h的升温速度升温至600℃~700℃,保温2h~4h后,以全功率快速升温至840℃~870℃进行保温,按照有效截面1.5-2h/100mm计算进行保温,保温结束出炉,入淬火水槽内进行冷却,冷却结束后入回火炉;步骤5)、入炉温度≤350℃,以≤60℃/h的升温速度升温至500℃~580℃进行保温,按照有效截面3-4h/100mm计算进行保温,保温结束以全功率快速升温,加热温度按以下方法进行设计:工件内外部c偏析≤0.02%,在前次加热温度的基础上加10℃~30℃;工件内外部c偏析0.03%~0.05%,在前次加热温度的基础上加40℃~60℃;保温时间按以下方法进行设计:直径≥280mm的工件保温35-50min;直径280mm以下的工件保温20-35min;保温结束随炉冷至350℃出炉空冷。
5.本工艺适用于外圆直径φ200mm-φ400mm范围的42crmo锻件,按本工艺生产的42crmo锻件,全截面硬度差由原来的50hb-70hb改善到40hb以内。
6.本发明工艺与现有技术相比,本发明提供了一种可以有效控制42crmo锻件全截面
硬度差的热处理工艺,具有下述优点:1、通过化学成分设计,提高42crmo锻件的淬透性,促使回火后全截面硬度均匀。
7.2、工件在淬火前进行正火,进一步均匀成分及组织,促使回火后全截面硬度均匀。
8.3、在回火过程中,采用出炉前短时高温阶梯加热的方式,并根据工件内外部c偏析程度及工件规格设计高温加热温度及保温时间,同时通过随炉冷降低工件表面冷却速度,达到在保证心部硬度不变的情况下适当降低表面硬度的目的。
9.按本发明生产的42crmo锻件,全截面硬度均匀性明显改善,全截面硬度差由原来的50hb-70hb改善到40hb以内,满足了用户要求。
附图说明
10.图1为本发明的控制42crmo锻件全截面硬度差的热处理工艺示意图。
具体实施方式
11.实施例1:一种控制42crmo锻件全截面硬度差的热处理工艺:钢种:42crmo;规格:φ226*7200;具体热处理工艺如下:步骤1)、优化化学成分,工件实测化学成分重量百分比具体如下:c=0.42%,mn=0.72%,si=0.30%,cr=1.10%,mo=0.22%,s=0.005%,p=0.012%;步骤2)、锻后工件内外部c偏析检测:在工件冒口端切取一个厚度20mm的试片,在工件外表面及中心各取一个样检测确定工件内外部c偏析值为0.02%;步骤3)以≤80℃/h的升温速度升温至600℃~700℃,保温2h后,以全功率快速升温至870℃~900℃进行保温,保温4h后出炉风冷;步骤4)以≤80℃/h的升温速度升温至600℃~700℃,保温2h后,以全功率快速升温至840℃~870℃进行保温,保温4h后出炉,入淬火水槽内进行冷却,冷却结束后入回火炉;步骤5)、入炉温度≤350℃,以≤60℃/h的升温速度升温至540℃~570℃进行保温,保温8h后,以全功率快速升温至560℃~590℃保温30min后随炉冷至350℃出炉空冷。
12.按照上述热处理工艺生产后,42crmo锻件全截面硬度差满足了用户控制在40hb以内的要求。
13.按照上述热处理工艺生产后,全截面硬度检测结果如表1所示:表1检测结果通过本发明一种可以有效控制42crmo锻件全截面硬度差的热处理工艺生产后,全截面硬度检测结果满足要求。
14.实施例2:一种控制42crmo锻件全截面硬度差的热处理工艺:
钢种:42crmo;规格:φ337*7800。
15.具体热处理工艺如下:步骤1)优化化学成分,工件实测化学成分重量百分比具体如下:c=0.43%,mn=0.74%,si=0.28%,cr=1.13%,mo=0.21%,s=0.003%,p=0.011%;步骤2)、锻后工件内外部c偏析检测:在工件冒口端切取一个厚度20mm的试片,在工件外表面及中心各取一个样检测确定工件内外部c偏析值为0.04%;步骤3)、以≤80℃/h的升温速度升温至600℃~700℃,保温3h后,以全功率快速升温至870℃~900℃进行保温,保温6h后出炉风冷。
16.步骤4)、以≤80℃/h的升温速度升温至600℃~700℃,保温3h后,以全功率快速升温至840℃~870℃进行保温,保温6h后出炉,入淬火水槽内进行冷却,冷却结束后入回火炉。
17.步骤5)入炉温度≤350℃,以≤60℃/h的升温速度升温至510℃~540℃进行保温,保温12h后,以全功率快速升温至560℃~590℃保温45min后随炉冷至350℃出炉空冷。
18.按照上述热处理工艺生产后,42crmo锻件全截面硬度差满足了用户控制在40hb以内的要求。
19.按照上述热处理工艺生产后,全截面硬度检测结果如表1所示:表1检测结果通过本发明一种可以有效控制42crmo锻件全截面硬度差的热处理工艺生产后,全截面硬度检测结果满足要求。
技术特征:
1.一种控制42crmo锻件全截面硬度差的热处理工艺,其特征在于,具体控制方法如下:步骤1)、优化化学成分:化学成分按照重量百分比具体控制范围如下:c=0.39~0.44%,mn=0.65~0.80%,si=0.17~0.37%,cr=1.05~1.20%,mo=0.20~0.25%,s≤0.015%,p≤0.020%;步骤2)、锻后工件内外部c偏析检测:在工件冒口端切取一个厚度20mm的试片,在工件外表面及中心各取一个样检测确定工件内外部c偏析值;步骤3)、以≤80℃/h的升温速度升温至600℃~700℃,保温2h~4h后,以全功率快速升温至870℃~900℃进行保温,按照有效截面1.5-2h/100mm计算进行保温,保温结束出炉风冷;步骤4)、以≤80℃/h的升温速度升温至600℃~700℃,保温2h~4h后,以全功率快速升温至840℃~870℃进行保温,按照有效截面1.5-2h/100mm计算进行保温,保温结束出炉,入淬火水槽内进行冷却,冷却结束后入回火炉;步骤5)、入炉温度≤350℃,以≤60℃/h的升温速度升温至500℃~580℃进行保温,按照有效截面3-4h/100mm计算进行保温,保温结束以全功率快速升温,加热温度按以下方法进行设计:工件内外部c偏析≤0.02%,在前次加热温度的基础上加10℃~30℃;工件内外部c偏析0.03%~0.05%,在前次加热温度的基础上加40℃~60℃;保温时间按以下方法进行设计:直径≥280mm的工件保温35-50min;直径280mm以下的工件保温20-35min;保温结束随炉冷至350℃出炉空冷。
技术总结
本发明涉及一种可控制42CrMo锻件全截面硬度差的热处理工艺,通过化学成分设计及正火均匀化,和回火过程中根据工件内外部C偏析程度及工件规格采用出炉前短时高温阶梯加热的方式,以≤80℃/h升温至600℃~700℃,保温后升温至870℃~900℃保温,按照有效截面1.5-2h/100mm保温后出炉风冷;以≤80℃/h升温至600℃~700℃,保温后升温至840℃~870℃,保温结束入淬火水槽内冷却,冷却后入回火炉;以≤60℃/h升温至500℃~580℃保温,再以全功率快速升温至较高温度,短时保温结束随炉冷至350℃出炉空冷,使42CrMo锻件热处理后全截面硬度均匀性得到明显改善,满足了用户要求。满足了用户要求。满足了用户要求。
技术研发人员:赵颖 田建宁 王怡群 赵东 孙家乐
受保护的技术使用者:河南中原特钢装备制造有限公司
技术研发日:2022.11.01
技术公布日:2023/2/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1