一种陶瓷劈刀外半径研磨方法、系统、设备及介质与流程
1.本发明涉及半导体封装技术领域,尤其是一种陶瓷劈刀外半径研磨方法、系统、设备及介质。
背景技术:
2.陶瓷劈刀是一种半导体封装领域的必要耗材,在ic封装中,主要用于金线、银线、合金线的引线键合焊接。目前劈刀外半径研磨加工方式通常是将劈刀尖端与研磨片接触,在电机的带动下,研磨工具和劈刀相对旋转进行研磨。该种研磨方式仅依靠研磨工具与劈刀的相对旋转研磨,随着劈刀外半径处的磨削去量,需要人工不断的根据外半径的变化调整磨削角度和研磨工具进量,磨削精度难以控制,而且对于磨削尺寸需由研磨时间进行控制。由于相关技术中对陶瓷劈刀的外半径进行研磨都需要通过人工不断调整磨削参数以及测试磨削时间,这限制了生产效率,增加了生产成本,产品精度不佳。综合上述,相关技术中存在的技术问题亟需得到解决。
技术实现要素:
3.有鉴于此,本发明实施例提供一种陶瓷劈刀外半径研磨方法、系统、设备及介质,以实现提高生产效率和产品精度。
4.一方面,本发明提供了一种陶瓷劈刀外半径研磨方法,包括:
5.将待研磨陶瓷劈刀安装至研磨设备的夹具夹头上,所述研磨设备包括旋转装置和摆动装置,所述旋转装置用于将所述待研磨陶瓷劈刀绕旋转轴进行旋转,所述摆动装置用于将所述待研磨陶瓷劈刀绕摆动支点进行摆动;
6.通过调节所述研磨设备的夹具夹头,将所述待研磨陶瓷劈刀的尖端端点调整至所述摆动支点;
7.根据所述摆动支点建立直角坐标系,将所述待研磨陶瓷劈刀的外半径圆心摆动至所述直角坐标系的纵轴;
8.根据所述待研磨陶瓷劈刀的规格指标计算得到研磨时间;
9.根据所述研磨时间沿着所述直角坐标系的纵轴的负方向通过所述研磨设备对所述待研磨陶瓷劈刀进行研磨处理,确定研磨后的所述待研磨陶瓷劈刀的外半径。
10.可选地,所述根据所述待研磨陶瓷劈刀的规格指标计算得到研磨时间,包括:
11.获取样品陶瓷劈刀,根据预设时间对所述样品陶瓷劈刀进行研磨处理,确定研磨样品的规格指标;
12.通过定积分计算公式根据所述研磨样品的规格指标计算得到样品研磨量体积;
13.根据所述样品研磨量体积和所述预设时间计算得到研磨速率;
14.通过所述定积分计算公式根据所述待研磨陶瓷劈刀的规格指标计算得到待研磨体积;
15.根据所述研磨速率和所述待研磨体积计算得到研磨时间。
16.可选地,所述根据所述研磨时间沿着所述直角坐标系的纵轴的负方向通过所述研磨设备对所述待研磨陶瓷劈刀进行研磨处理,包括:
17.所述研磨设备还包括研磨轮;
18.对所述研磨轮涂上研磨膏,沿着所述直角坐标系的纵轴的负方向与所述待研磨陶瓷劈刀的尖端端点进行接触;
19.根据所述研磨时间启动所述研磨设备,通过所述研磨轮对所述待研磨陶瓷劈刀的外半径进行研磨;
20.通过所述旋转装置对所述待研磨陶瓷劈刀进行旋转处理,所述旋转轴为所述待研磨陶瓷劈刀的中轴线;
21.通过所述摆动装置对所述待研磨陶瓷劈刀进行摆动处理。
22.可选地,所述对所述研磨轮涂上研磨膏,沿着所述直角坐标系的纵轴的负方向与所述待研磨陶瓷劈刀的尖端端点进行接触,包括:
23.所述研磨设备还包括压力显示模块;
24.所述研磨膏为金刚石与油性溶剂按1:1的比例复配而成,所述油性溶剂为菜籽油溶剂;
25.沿着所述直角坐标系的纵轴的负方向与所述待研磨陶瓷劈刀的尖端端点进行接触,直至压力显示模块显示的压力为8-12g。
26.可选地,所述通过所述研磨轮对所述待研磨陶瓷劈刀的外半径进行研磨,包括:
27.启动所述研磨轮,通过所述研磨轮对所述待研磨陶瓷劈刀的外半径进行研磨,所述研磨轮的转速为100-150r/min。
28.可选地,所述通过所述旋转装置对所述待研磨陶瓷劈刀进行旋转处理,包括:
29.通过所述旋转装置对所述待研磨陶瓷劈刀进行旋转处理,所述旋转装置的转速为1200-1500r/min。
30.可选地,所述通过所述摆动装置对所述待研磨陶瓷劈刀进行摆动处理,包括:
31.通过所述摆动装置对所述待研磨陶瓷劈刀进行摆动处理,所述摆动装置的摆动角速度为0.8-1.2rad/s。
32.另一方面,本发明实施例还提供了一种系统,包括:
33.第一模块,用于将待研磨陶瓷劈刀安装至研磨设备的夹具夹头上,所述研磨设备包括旋转装置和摆动装置,所述旋转装置用于将所述待研磨陶瓷劈刀绕旋转轴进行旋转,所述摆动装置用于将所述待研磨陶瓷劈刀绕摆动支点进行摆动;
34.第二模块,用于通过调节所述研磨设备的夹具夹头,将所述待研磨陶瓷劈刀的尖端端点调整至所述摆动支点;
35.第三模块,用于根据所述摆动支点建立直角坐标系,将所述待研磨陶瓷劈刀的外半径圆心摆动至所述直角坐标系的纵轴;
36.第四模块,用于根据所述待研磨陶瓷劈刀的规格指标计算得到研磨时间;
37.第五模块,用于根据所述研磨时间沿着所述直角坐标系的纵轴的负方向通过所述研磨设备对所述待研磨陶瓷劈刀进行研磨处理,确定研磨后的所述待研磨陶瓷劈刀的外半径。
38.另一方面,本发明实施例还公开了一种电子设备,包括处理器以及存储器;
39.所述存储器用于存储程序;
40.所述处理器执行所述程序实现如前面所述的方法。
41.另一方面,本发明实施例还公开了一种计算机可读存储介质,所述存储介质存储有程序,所述程序被处理器执行实现如前面所述的方法。
42.另一方面,本发明实施例还公开了一种计算机程序产品或计算机程序,该计算机程序产品或计算机程序包括计算机指令,该计算机指令存储在计算机可读存储介质中。计算机设备的处理器可以从计算机可读存储介质读取该计算机指令,处理器执行该计算机指令,使得该计算机设备执行前面的方法。
43.本发明采用以上技术方案与现有技术相比,具有以下技术效果:本发明实施例通过将待研磨陶瓷劈刀安装至研磨设备的夹具夹头上,所述研磨设备包括旋转装置和摆动装置,所述旋转装置用于将所述待研磨陶瓷劈刀绕旋转轴进行旋转,所述摆动装置用于将所述待研磨陶瓷劈刀绕摆动支点进行摆动;通过调节所述研磨设备的夹具夹头,将所述待研磨陶瓷劈刀的尖端端点调整至所述摆动支点;根据所述摆动支点建立直角坐标系,将所述待研磨陶瓷劈刀的外半径圆心摆动至所述直角坐标系的纵轴;根据所述待研磨陶瓷劈刀的规格指标计算得到研磨时间;根据所述研磨时间沿着所述直角坐标系的纵轴的负方向通过所述研磨设备对所述待研磨陶瓷劈刀进行研磨处理,确定研磨后的所述待研磨陶瓷劈刀的外半径。该方法可以有效提高陶瓷劈刀外半径研磨的生产效率,有利于得到更为精准的陶瓷劈刀外半径研磨产品。
附图说明
44.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
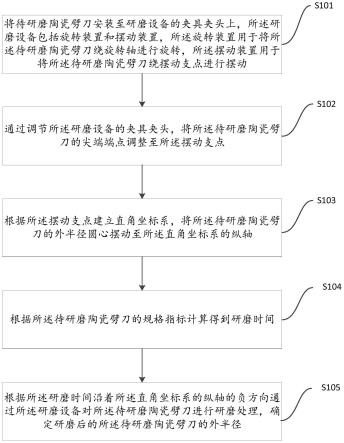
45.图1是本技术实施例提供的一种陶瓷劈刀外半径研磨方法的流程图;
46.图2是本技术实施例提供的一种陶瓷劈刀放置示意图;
47.图3是本技术实施例提供的一种陶瓷劈刀摆动至摆动支点的过程示意图;
48.图4是本技术实施例提供的一种陶瓷劈刀摆动至摆动支点的示意图;
49.图5是本技术实施例提供的一种陶瓷劈刀往y轴正方向进给的示意图;
50.图6是本技术实施例提供的一种陶瓷劈刀计算研磨时间的示意图;
51.图7是本技术实施例提供的一种陶瓷劈刀对外半径进行研磨的示意图;
52.图8是本技术实施例提供的一种陶瓷劈刀外半径研磨摆动角度左极限示意图;
53.图9是本技术实施例提供的一种陶瓷劈刀外半径研磨摆动角度右极限示意图;
54.图10是本技术实施例提供的一种陶瓷劈刀外半径研磨摆动过程的示意图。
具体实施方式
55.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
56.首先,对本技术中涉及的若干名词进行解析:
57.陶瓷劈刀(ceramicbonding tool),又名瓷嘴,是一种具有垂直方向孔的轴对称的陶瓷工具,属于精密微结构陶瓷部件。应用上,陶瓷劈刀是作为引线键合过程的焊线工具使用的,可用于可控硅、声表面波、led、二极管、三极管、ic芯片等线路的键合封装。
58.相关技术中,劈刀外半径研磨加工方式通常是将劈刀尖端与研磨片接触,在电机的带动下,研磨工具和劈刀相对旋转进行研磨。该种研磨方式仅依靠研磨工具与劈刀的相对旋转研磨,随着劈刀外半径处的磨削去量,需要人工不断的根据外半径的变化调整磨削角度和研磨工具进量,磨削精度难以控制。
59.有鉴于此,本发明实施例提供一种陶瓷劈刀外半径研磨方法,本技术实施例中的研磨方法,可应用于终端中,也可应用于服务器中,还可以是运行于终端或服务器中的软件等。终端可以是伺服控制柜、机床控制器等,但并不局限于此。服务器可以是独立的物理服务器,也可以是多个物理服务器构成的服务器集群或者分布式系统。本技术实施例中的研磨方法可应用于自动化技术领域,能够减少人工成本,提高产品精度。
60.参照图1,本发明实施例提供一种陶瓷劈刀外半径研磨方法,包括:
61.s101、将待研磨陶瓷劈刀安装至研磨设备的夹具夹头上,所述研磨设备包括旋转装置和摆动装置,所述旋转装置用于将所述待研磨陶瓷劈刀绕旋转轴进行旋转,所述摆动装置用于将所述待研磨陶瓷劈刀绕摆动支点进行摆动;
62.s102、通过调节所述研磨设备的夹具夹头,将所述待研磨陶瓷劈刀的尖端端点调整至所述摆动支点;
63.s103、根据所述摆动支点建立直角坐标系,将所述待研磨陶瓷劈刀的外半径圆心摆动至所述直角坐标系的纵轴;
64.s104、根据所述待研磨陶瓷劈刀的规格指标计算得到研磨时间;
65.s105、根据所述研磨时间沿着所述直角坐标系的纵轴的负方向通过所述研磨设备对所述待研磨陶瓷劈刀进行研磨处理,确定研磨后的所述待研磨陶瓷劈刀的外半径。
66.参照图2,在本发明实施例中,将待研磨陶瓷劈刀安装至研磨设备的夹具夹头上,从而固定劈刀。本发明实施例的研磨设备包括旋转装置和摆动装置,通过旋转装置能够对劈刀进行旋转,通过摆动装置能够对劈刀进行摆动。在一种可行的实施方式中,研磨设备还可以包括摄像单元和二维调节台,二维调节台位于第一摆动装置之上,第一旋转装置位于二维调节台之上。通过摄像单元观察劈刀位置,并通过二维调节台将劈刀的尖端端点b点调至摆动支点0点处。
67.参照图3,在本发明实施例中,根据摆动支点o点建立直角坐标系,此时劈刀状态为劈刀中轴线与y线平行,劈刀尖端端点b点位于摆动支点中心o点处,外半径or圆心未处于y线上,需将可摆动且可旋转的设备沿逆时针摆动一定角度,使得外半径or圆心处于y进给量方向上;由于外半径or圆心必定过端面角fa和锥角ta的角平分线,摆动角度为端面角fa和锥角ta的角平分线与劈刀中轴线的夹角,即可使得摆动后的劈刀的外半径or圆心处于y方向上,参照图4,摆动角度可由以下公式计算得到:
[0068][0069]
其中,fa为待研磨陶瓷劈刀的端面角,ta为待研磨陶瓷劈刀的锥角。
[0070]
参照图5,根据劈刀规格的外半径or、端面角fa、锥角ta各项指标,能够计算得到bd点距,将待研磨陶瓷劈刀的主轴往y轴正方向进给,进给量为bd点距,确保研磨后的外半径or圆心与摆动支点中心o点重叠,bd点距的计算公式如下所示:
[0071][0072]
式中,or为待研磨陶瓷劈刀的外半径、fa为待研磨陶瓷劈刀的端面角、ta为待研磨陶瓷劈刀的锥角。
[0073]
进一步作为优选的实施方式,上述步骤s104中,所述根据所述待研磨陶瓷劈刀的规格指标计算得到研磨时间,包括:
[0074]
获取样品陶瓷劈刀,根据预设时间对所述样品陶瓷劈刀进行研磨处理,确定研磨样品的规格指标;
[0075]
通过定积分计算公式根据所述研磨样品的规格指标计算得到样品研磨量体积;
[0076]
根据所述样品研磨量体积和所述预设时间计算得到研磨速率;
[0077]
通过所述定积分计算公式根据所述待研磨陶瓷劈刀的规格指标计算得到待研磨体积;
[0078]
根据所述研磨速率和所述待研磨体积计算得到研磨时间。
[0079]
参照图6,本发明实施例根据待研磨陶瓷劈刀规格的尖端直径t、外半径or、端面角fa、锥角ta、内孔直径h各项指标,获得所需磨量体积v的计算公式。在计算待研磨陶瓷劈刀的所需磨量体积之前,需要将同一材料的样品陶瓷劈刀上机研磨预设时间t1,t1设定为20s,研磨结束后取下样品陶瓷劈刀测量研磨后的样品外半径尺寸,根据样品陶瓷劈刀的实际规格,即研磨后的样品陶瓷劈刀的尖端直径t、外半径or、端面角fa、锥角ta、内孔直径h各项指标,通过定积分计算公式,计算样品研磨量体积v1,计算研磨片对该种材料的磨削速率然后可计算待研磨陶瓷劈刀外半径or所需研磨时间图6中,a点为or与fa交点,b为or研磨前fa与ta交点,c为or与ta交点,d为or圆心,xa、xb、xc分别表示a点、b点和c点的横坐标。其中,研磨量体积的计算原理为,以劈刀尖端o点建立坐标系,阴影部分绕x轴旋转所得体积为外半径or研磨过程中被磨削部分,即磨削量,可通过定积分计算旋转体体积的原理计算阴影部分绕x轴旋转所得体积。
[0080]
进一步作为优选的实施方式,所述根据所述研磨时间沿着所述直角坐标系的纵轴的负方向通过所述研磨设备对所述待研磨陶瓷劈刀进行研磨处理,包括:
[0081]
所述研磨设备还包括研磨轮;
[0082]
对所述研磨轮涂上研磨膏,沿着所述直角坐标系的纵轴的负方向与所述待研磨陶瓷劈刀的尖端端点进行接触;
[0083]
根据所述研磨时间启动所述研磨设备,通过所述研磨轮对所述待研磨陶瓷劈刀的外半径进行研磨;
[0084]
通过所述旋转装置对所述待研磨陶瓷劈刀进行旋转处理,所述旋转轴为所述待研磨陶瓷劈刀的中轴线;
[0085]
通过所述摆动装置对所述待研磨陶瓷劈刀进行摆动处理。
[0086]
在本发明实施例中,研磨设备还包括研磨轮,通过对研磨轮涂上研磨膏,沿着直角
坐标系的纵轴的负方向与所述待研磨陶瓷劈刀的尖端端点进行接触。然后根据上述计算得到的研磨时间启动研磨设备,通过研磨轮对待研磨陶瓷劈刀的外半径进行研磨,通过旋转装置对待研磨陶瓷劈刀进行旋转处理,旋转的旋转轴为所述待研磨陶瓷劈刀的中轴线,通过摆动装置对待研磨陶瓷劈刀进行摆动处理。
[0087]
进一步作为优选的实施方式,所述对所述研磨轮涂上研磨膏,沿着所述直角坐标系的纵轴的负方向与所述待研磨陶瓷劈刀的尖端端点进行接触,包括:
[0088]
所述研磨设备还包括压力显示模块;
[0089]
所述研磨膏为金刚石与油性溶剂按1:1的比例复配而成,所述油性溶剂为菜籽油溶剂;
[0090]
沿着所述直角坐标系的纵轴的负方向与所述待研磨陶瓷劈刀的尖端端点进行接触,直至压力显示模块显示的压力为8-12g。
[0091]
参照图7,本发明实施例中的研磨设备还包括压力显示装置701、弹簧702、和研磨轮703。本发明实施例通过将研磨轮涂上研磨膏,往劈刀方向进给,与劈刀b点进行接触,直至压力显示装置为8-12g。在本发明实施例中,研磨压力需控制在8-12g,低于此压力,易出现研磨效率低和不稳定的问题;高于此压力,对于研磨效率没有更明显的提升,并且易使较精细的劈刀产生断折风险。本发明实施例使用的研磨膏为金刚石与油性溶剂按1:1的比例复配而成,油性溶剂为菜籽油,金刚石粒度为1-2μm。本发明实施例可选用的研磨膏包括但不限于此,常见的劈刀研磨膏均可选用。
[0092]
进一步作为优选的实施方式,所述通过所述研磨轮对所述待研磨陶瓷劈刀的外半径进行研磨,包括:
[0093]
启动所述研磨轮,通过所述研磨轮对所述待研磨陶瓷劈刀的外半径进行研磨,所述研磨轮的转速为100-150r/min。
[0094]
在本发明实施例中,通过研磨轮对所述待研磨陶瓷劈刀的外半径进行研磨,研磨轮的转速为100-150r/min,其中,研磨轮直径为30mm,对应线速度为9420-14130mm/min,研磨轮的线速度远大于产品自身的线速度,是主要影响磨削效率的因素,因此研磨轮转速需控制在100-150r/min,低于此速度,易出现研磨效率低的问题;高于此速度,则易出现外半径or不圆,多边的问题。
[0095]
进一步作为优选的实施方式,所述通过所述旋转装置对所述待研磨陶瓷劈刀进行旋转处理,包括:
[0096]
通过所述旋转装置对所述待研磨陶瓷劈刀进行旋转处理,所述旋转装置的转速为1200-1500r/min。
[0097]
在本发明实施例中,通过旋转装置对待研磨陶瓷劈刀进行旋转处理,旋转装置的转速为1200-1500r/min。其中,旋转装置的主轴转速需控制在1000-1200r/min,对应产品线速度应为376.8-452.2mm/min。主轴转速不能低于此速度,低于此速度,易造成劈刀外半径or的对称度不足,易出现外半径or尺寸不稳定的情况;高于此速度,旋转装置易产生抖动,影响研磨稳定性。
[0098]
进一步作为优选的实施方式,所述通过所述摆动装置对所述待研磨陶瓷劈刀进行摆动处理,包括:
[0099]
通过所述摆动装置对所述待研磨陶瓷劈刀进行摆动处理,所述摆动装置的摆动角
速度为0.8-1.2rad/s。
[0100]
在本发明实施例中,通过摆动装置对待研磨陶瓷劈刀进行摆动处理,摆动装置的摆动角速度为0.8-1.2rad/s。其中,摆动装置的摆动角速度需控制在0.8-2.0rad/s,低于此速度,易出现外半径or不圆,多边的问题,高于此速度,摆动装置所需力矩较大,易对设备造成损伤,影响研磨精度。另外,本发明实施例还为了确保摆动过程不会研磨到端面角fa和锥角ta,则左极限为端面角fa与劈刀和研磨轮的接触点所在切线平行时的状态,此时劈刀中轴线与y轴的夹角为:fa,如图8所示;右极限为锥角ta与劈刀和研磨轮的接触点所在切线平行时的状态,此时劈刀中轴线与y轴的夹角为:如图9所示;即第一摆动装置仅能在的范围内进行来回摆动,每次都在达到左右极限时进行方向变换,如图10所示。
[0101]
在一种可行的实施例中,对一确定规格的劈刀产品进行外半径or研磨,其中端面角fa=8
°
;锥角ta=20
°
;内孔直径h=25μm;尖端直径t=130μm;外半径or=25μm。首先将劈刀插入在可摆动且可旋转的设备夹具夹头上,固定劈刀。然后在摄像单元下,通过二维调节台调节可旋转的设备,将劈刀尖端调至摆动支点中心处。接着将可摆动且可旋转的设备沿逆时针摆动,根据发明内容中的计算公式计算得摆动角度为:44
°
,使得外半径or圆心处于y进给量方向上。再然后根据劈刀规格的t、or、fa、ta、h各项指标,计算点距,将主轴往y轴正方向进给,进给量为点距,确保外半径or圆心与摆动支点中心点重叠;根据发明内容中的计算公式计算得点距为:30.9μm。另外,将研磨轮涂上研磨膏,往劈刀方向进给,与劈刀尖端端点进行接触,直至压力显示装置为10g,其中研磨膏为金刚石与油性溶剂按1:1的比例复配而成,油性溶剂为菜籽油,金刚石粒度为1-2μm。根据发明内容中的计算过程计算得到磨量体积的计算公式,得所需磨量体积为24162μm3。最后将劈刀样品上机研磨一段时间t1,t1设定为20s,取下样品测量研磨后的样品外半径or1尺寸为30μm,根据样品实际规格,套用定积分计算公式,计算样品的磨量体积v1=34440μm3,计算研磨片对样品劈刀的磨削速率为1148μm3/s。计算得到目标劈刀产品的外半径or与所需研磨时间是:设定研磨时间t为21s;根据研磨时间启动设备中的旋转装置,使得劈刀开始旋转,所需转速1300r/min;启动研磨轮旋转,所需转速120r/min;设定摆动角度,启动设备中的摆动装置,所需摆动角速度为1.0rad/s,按照设定的时间t进行研磨,完成劈刀外半径研磨。
[0102]
为确保摆动过程不会研磨到fa和ta,则左极限为fa与劈刀和研磨轮的接触点所在切线平行时的状态,此时劈刀中轴线与y轴的夹角为:8
°
;右极限为ta与劈刀和研磨轮的接触点所在切线平行时的状态,此时劈刀中轴线与y轴的夹角为:80
°
;即摆动装置仅能在8
°
~80
°
的范围内进行来回摆动,每次都在达到左右极限时进行方向变换。通过本发明实施例一种陶瓷劈刀外半径研磨方法进行研磨得到的劈刀外半径研磨尺寸or
±
2μm精度的合格率可达≥99%。
[0103]
另一方面,本发明实施例还提供了一种系统,包括:
[0104]
第一模块,用于将待研磨陶瓷劈刀安装至研磨设备的夹具夹头上,所述研磨设备
包括旋转装置和摆动装置,所述旋转装置用于将所述待研磨陶瓷劈刀绕旋转轴进行旋转,所述摆动装置用于将所述待研磨陶瓷劈刀绕摆动支点进行摆动;
[0105]
第二模块,用于通过调节所述研磨设备的夹具夹头,将所述待研磨陶瓷劈刀的尖端端点调整至所述摆动支点;
[0106]
第三模块,用于根据所述摆动支点建立直角坐标系,将所述待研磨陶瓷劈刀的外半径圆心摆动至所述直角坐标系的纵轴;
[0107]
第四模块,用于根据所述待研磨陶瓷劈刀的规格指标计算得到研磨时间;
[0108]
第五模块,用于根据所述研磨时间沿着所述直角坐标系的纵轴的负方向通过所述研磨设备对所述待研磨陶瓷劈刀进行研磨处理,确定研磨后的所述待研磨陶瓷劈刀的外半径。
[0109]
与图1的方法相对应,本发明实施例还提供了一种电子设备,包括处理器以及存储器;所述存储器用于存储程序;所述处理器执行所述程序实现如前面所述的方法。
[0110]
与图1的方法相对应,本发明实施例还提供了一种计算机可读存储介质,所述存储介质存储有程序,所述程序被处理器执行实现如前面所述的方法。
[0111]
本发明实施例还公开了一种计算机程序产品或计算机程序,该计算机程序产品或计算机程序包括计算机指令,该计算机指令存储在计算机可读存储介质中。计算机设备的处理器可以从计算机可读存储介质读取该计算机指令,处理器执行该计算机指令,使得该计算机设备执行图1所示的方法。
[0112]
综上所述,本发明实施例具有以下优点:本发明提供一种劈刀外半径的研磨工艺,通过设计量化研磨过程工艺参数,通过磨量和磨削速度计算研磨时间、研磨工具进量,减少新规格的测试成本,提高生产稳定性和产品精度。
[0113]
在一些可选择的实施例中,在方框图中提到的功能/操作可以不按照操作示图提到的顺序发生。例如,取决于所涉及的功能/操作,连续示出的两个方框实际上可以被大体上同时地执行或所述方框有时能以相反顺序被执行。此外,在本发明的流程图中所呈现和描述的实施例以示例的方式被提供,目的在于提供对技术更全面的理解。所公开的方法不限于本文所呈现的操作和逻辑流程。可选择的实施例是可预期的,其中各种操作的顺序被改变以及其中被描述为较大操作的一部分的子操作被独立地执行。
[0114]
此外,虽然在功能性模块的背景下描述了本发明,但应当理解的是,除非另有相反说明,所述的功能和/或特征中的一个或多个可以被集成在单个物理装置和/或软件模块中,或者一个或多个功能和/或特征可以在单独的物理装置或软件模块中被实现。还可以理解的是,有关每个模块的实际实现的详细讨论对于理解本发明是不必要的。更确切地说,考虑到在本文中公开的装置中各种功能模块的属性、功能和内部关系的情况下,在工程师的常规技术内将会了解该模块的实际实现。因此,本领域技术人员运用普通技术就能够在无需过度试验的情况下实现在权利要求书中所阐明的本发明。还可以理解的是,所公开的特定概念仅仅是说明性的,并不意在限制本发明的范围,本发明的范围由所附权利要求书及其等同方案的全部范围来决定。
[0115]
所述功能如果以软件功能单元的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。基于这样的理解,本发明的技术方案本质上或者说对现有技术做出贡献的部分或者该技术方案的部分可以以软件产品的形式体现出来,该计
算机软件产品存储在一个存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本发明各个实施例所述方法的全部或部分步骤。而前述的存储介质包括:u盘、移动硬盘、只读存储器(rom,read-only memory)、随机存取存储器(ram,random access memory)、磁碟或者光盘等各种可以存储程序代码的介质。
[0116]
在流程图中表示或在此以其他方式描述的逻辑和/或步骤,例如,可以被认为是用于实现逻辑功能的可执行指令的定序列表,可以具体实现在任何计算机可读介质中,以供指令执行系统、装置或设备(如基于计算机的系统、包括处理器的系统或其他可以从指令执行系统、装置或设备取指令并执行指令的系统)使用,或结合这些指令执行系统、装置或设备而使用。就本说明书而言,“计算机可读介质”可以是任何可以包含、存储、通信、传播或传输程序以供指令执行系统、装置或设备或结合这些指令执行系统、装置或设备而使用的装置。
[0117]
计算机可读介质的更具体的示例(非穷尽性列表)包括以下:具有一个或多个布线的电连接部(电子装置),便携式计算机盘盒(磁装置),随机存取存储器(ram),只读存储器(rom),可擦除可编辑只读存储器(eprom或闪速存储器),光纤装置,以及便携式光盘只读存储器(cdrom)。另外,计算机可读介质甚至可以是可在其上打印所述程序的纸或其他合适的介质,因为可以例如通过对纸或其他介质进行光学扫描,接着进行编辑、解译或必要时以其他合适方式进行处理来以电子方式获得所述程序,然后将其存储在计算机存储器中。
[0118]
应当理解,本发明的各部分可以用硬件、软件、固件或它们的组合来实现。在上述实施方式中,多个步骤或方法可以用存储在存储器中且由合适的指令执行系统执行的软件或固件来实现。例如,如果用硬件来实现,和在另一实施方式中一样,可用本领域公知的下列技术中的任一项或他们的组合来实现:具有用于对数据信号实现逻辑功能的逻辑门电路的离散逻辑电路,具有合适的组合逻辑门电路的专用集成电路,可编程门阵列(pga),现场可编程门阵列(fpga)等。
[0119]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0120]
尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
[0121]
以上是对本发明的较佳实施进行了具体说明,但本发明并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可做出种种的等同变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1