一种机器人联动颗粒物回收装置的控制系统的制作方法
1.本发明涉及机器人系统技术领域,具体是指一种机器人联动颗粒物回收装置的控制系统。
背景技术:
2.露天环境下高空喷砂过程中砂料和粉尘回收问题一直是船舶、油罐、桥梁行业等室外施工难以解决的问题,以船舶行业为例,为了延长船舶的使用寿命,保证船舶的安全航行,船舶必须定期进坞进行修理,而船舶进坞修理过程中必不可少的一大环节就是进行表面清理,即通过喷砂除去船体表面钢板上的氧化皮、铸层和杂质,为提高喷涂质量作表面预处理,在清理过程中,未能将磨料及时回收,增加了购买砂料的成本,此外喷砂面的位置变化也对砂料的回收有较大负面影响。
3.目前我国 90%以上的船舶表面清理工作仍然是由传统的人工喷砂清理来实现,针对传统的人工喷砂清理存在效率低,损害人体健康等缺点,利用自动化控制系统来作为清理系统的执行机构替代工人执行繁重、危险的任务已是大势所趋,而自动化控制系统中,通过控制喷砂面的角度变化来促进砂料回收尚未有报道。
技术实现要素:
4.本发明目的在于提供一种机器人联动颗粒物回收装置的控制系统,用于通过精确控制喷砂面的角度变化以及回收仓位置来解决露天环境下高空喷砂过程中砂料和粉尘的回收问题。
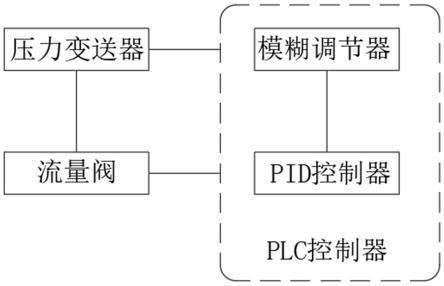
5.本发明通过下述技术方案实现:一种机器人联动颗粒物回收装置的控制系统,包括机器人、流量阀以及带有摆动机构的喷砂枪,所述机器人上设置有回收仓,还包括plc控制器与压力变送器,所述喷砂枪设置在回收仓上且通过管道与所述流量阀连通,所述流量阀与所述plc控制器信号连接,所述plc控制器与所述压力变送器信号连接,所述压力变送器用于采集流量阀出气口的压力信息;所述机器人包括驱动单元,所述plc控制器与所述驱动单元、摆动机构信号连接,所述plc控制器包括pid控制器与模糊调节器,所述pid控制器与所述模糊调节器信号连接且能够通过模糊调节器实现pid参数的自调节,自调节后的plc控制器能够控制所述喷砂枪的转动角度以及所述回收仓的位置。
6.现有技术中的自动化喷砂设备大多采用工业自动化控制系统进行自动化操作,虽然能够达到预期的效果,但是延迟时间长,波动时间也长,并且对于喷砂枪的角度变化没有明确的规定与严格要求,不仅导致喷砂效果得不到统一,而且使得喷砂过程中产生的大量砂料飞溅,无法回收。如喷砂枪垂直喷砂面进行喷砂作业与喷砂枪倾斜进行喷砂作业所产生的砂料飞溅程度存在明显的区别,垂直状态与倾斜状态所对应的喷砂机出口压力也不尽相同。
7.因此,提出了一种机器人联动颗粒物回收装置的控制系统,通过在喷砂枪的外部
设置回收仓来对飞溅的砂料进行回收,在这个基础上,还存在着喷砂机出口压力的变化造成喷砂效果、砂料反弹飞溅程度频繁变化的问题,针对这些问题,通过在plc控制器内引入模糊控制来对自动化系统进行控制,虽然模糊控制在工业现代化进程中普遍使用,但是其存在着延迟时间长、波动时间也长的问题,通过模糊自调节来整定pid参数,能够有效解决其延迟时间、波动时间长的问题。换言之,本技术的控制系统能够通过精确调节回收仓位置、喷砂机压力、来精确调整喷砂面的角度变化,进而解决露天环境下高空喷砂过程中砂料和粉尘的回收问题。压力变送器能够完全取代压力传感器的作用,从而实时监测喷砂机出气口的压力信息;对于流量阀,优选为数控颗粒物流量阀,其具有数字化调节功能,能够接入plc控制器。pid参数包括比例、积分、微分三个参数,喷砂作业之前,还需要选择pid控制器的初始参数,经由现场反复测试调整确定,确定后本次喷砂作业不再改变。
8.进一步地,所述压力信息包括流量阀出气口压力给定值与实际反馈值的偏差及偏差变化率,且压力信息作为所述模糊调节器的输入量,所述模糊调节器的输出量为所述流量阀的开度信号,所述模糊调节器通过输入量依据模糊规则对pid参数进行整定,模糊规则为模糊控制规则表。需要说明的是,在颗粒物回收装置中,自动化的发展趋势已经成为一种必然,但是对于自动化的喷砂过程要求针对各种扰动、问题检测需要快速响应,即针对喷砂回收作业依据现场实际情况对pid参数整定原则进行总结,进而建立模糊控制规则表,并依据模糊控制规则表对pid参数进行整定自调节。
9.进一步地,所述驱动单元包括:第一驱动臂、第二驱动臂、传动件、底座以及转动件,所述传动件设置在所述底座内且输出端与所述第一驱动臂连接,所述第一驱动臂与所述第二驱动臂连接,所述第二驱动臂的自由端通过所述转动件与所述回收仓连接。需要说明的是,基于上述结构,能够调节回收仓的位置和方位,确保喷砂口与工件表面的良好贴合。
10.进一步地,所述传动件、转动件与又一pid控制器信号连接,且所述又一pid控制器通过又一模糊调节器进行所述回收仓的位置调节。需要说明的是,该pid控制器与模糊调节器的基本原理与处理过程相同,均能够实现精确控制过程。
11.进一步地,所述回收仓上设置有用于实时监测回收仓位置的测距传感器,所述测距传感器与所述又一模糊调节器信号连接,所述又一模糊调节器的输入量为回收仓的实际位置与给定位置的偏移量与偏移变化率,输出量为所述传动件或转动件的步进信号。需要说明的是,能够通过受控自由转动的驱动单元来精确调整回收仓的行程,具体地,传动件控制第一驱动臂的运动过程;转动件控制第二驱动臂的运动过程。
12.本发明与现有技术相比,具有如下的优点和有益效果:1、本发明通过在plc控制器内引入模糊控制来对自动化系统进行控制,控制系统能够通过精确调节回收仓位置、喷砂机压力,来精确调整喷砂面的角度变化,进而解决露天环境下高空喷砂过程中砂料和粉尘的回收问题;2、本发明回收仓内部存在高速流体,即回收仓的内部压力小于外界压力,外界空气能够通过密封机构的层状结构间的间隙进入回收仓内,可以有效防止喷砂料和粉尘的外溢,并且还能够促进喷砂料以及粉尘的回收速率;3、本发明通过利用回收仓来对喷砂料、粉尘进行回收,此外,虽然是回收仓将工件喷砂表面包覆,但是喷砂过程为一个高压冲刷的过程,对于砂料的反弹飞溅仍然存在一定
的不可控因素,基于上述步骤,通过调节喷砂面的变化能够有效减少砂料的反弹飞溅,进而促进砂料的回收过程,并且,还能够有效维持喷砂压力的稳定性,有利于提高喷砂效果。
附图说明
13.此处所说明的附图用来提供对本发明实施例的进一步理解,构成本技术的一部分,并不构成对本发明实施例的限定。在附图中:图1为本发明控制系统的一个实施方式的流程示意图;图2为回收装置的结构示意图;图3为回收仓的结构示意图;图4为喷砂面角度变化对砂料溅射影响的辅助说明示意图。
14.附图中标记及对应的零部件名称:1-底座,2-驱动单元,21-第一驱动臂,22-第二驱动臂,23-传动件,24-转动件,3-回收仓,31-喷砂口,32-回收口,33-密封机构,331-内板,332-外板,34-喷砂枪,35-摆动机构。
具体实施方式
15.为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。需要说明的是,本发明已经处于实际研发使用阶段。
16.实施例1:如附图1所示,一种机器人联动颗粒物回收装置的控制系统,包括机器人、流量阀以及带有摆动机构35的喷砂枪34,所述机器人上设置有回收仓3,还包括plc控制器与压力变送器,所述喷砂枪34设置在回收仓3上且通过管道与所述流量阀连通,所述流量阀与所述plc控制器信号连接,所述plc控制器与所述压力变送器信号连接,所述压力变送器用于采集流量阀出气口的压力信息;所述机器人包括驱动单元2,所述plc控制器与所述驱动单元2、摆动机构35信号连接,所述plc控制器包括pid控制器与模糊调节器,所述pid控制器与所述模糊调节器信号连接且能够通过模糊调节器实现pid参数的自调节,自调节后的plc控制器能够控制所述喷砂枪34的转动角度以及所述回收仓3的位置。
17.现有技术中的自动化喷砂设备大多采用工业自动化控制系统进行自动化操作,虽然能够达到预期的效果,但是延迟时间长,波动时间也长,并且对于喷砂枪34的角度变化没有明确的规定与严格要求,不仅导致喷砂效果得不到统一,而且使得喷砂过程中产生的大量砂料飞溅,无法回收。如附图4所示,喷砂枪34垂直喷砂面进行喷砂作业与喷砂枪34倾斜进行喷砂作业所产生的砂料飞溅程度存在明显的区别,垂直状态与倾斜状态所对应的喷砂机出口压力也不尽相同。
18.因此,提出了一种机器人联动颗粒物回收装置的控制系统,通过在喷砂枪34的外部设置回收仓3来对飞溅的砂料进行回收,在这个基础上,还存在着喷砂机出口压力的变化造成喷砂效果、砂料反弹飞溅程度频繁变化的问题,针对这些问题,通过在plc控制器内引入模糊控制来对自动化系统进行控制,虽然模糊控制在工业现代化进程中普遍使用,但是其存在着延迟时间长、波动时间也长的问题,通过模糊自调节来整定pid参数,能够有效解
决其延迟时间、波动时间长的问题。换言之,本技术的控制系统能够通过精确调节回收仓3位置、喷砂机压力、来精确调整喷砂面的角度变化,进而解决露天环境下高空喷砂过程中砂料和粉尘的回收问题。压力变送器能够完全取代压力传感器的作用,从而实时监测喷砂机出气口的压力信息;对于流量阀,优选为数控颗粒物流量阀,其具有数字化调节功能,能够接入plc控制器。pid参数包括比例、积分、微分三个参数,喷砂作业之前,还需要选择pid控制器的初始参数,经由现场反复测试调整确定,确定后本次喷砂作业不再改变。
19.需要说明的是,所述压力信息包括流量阀出气口压力给定值与实际反馈值的偏差及偏差变化率,且压力信息作为所述模糊调节器的输入量,所述模糊调节器的输出量为所述流量阀的开度信号,所述模糊调节器通过输入量依据模糊规则对pid参数进行整定,模糊规则为模糊控制规则表。需要说明的是,在颗粒物回收装置中,自动化的发展趋势已经成为一种必然,但是对于自动化的喷砂过程要求针对各种扰动、问题检测需要快速响应,即针对喷砂回收作业依据现场实际情况对pid参数整定原则进行总结,进而建立模糊控制规则表,并依据模糊控制规则表对pid参数进行整定自调节。
20.需要说明的是,所述驱动单元2包括:第一驱动臂21、第二驱动臂22、传动件23、底座1以及转动件24,所述传动件23设置在所述底座1内且输出端与所述第一驱动臂21连接,所述第一驱动臂21与所述第二驱动臂22连接,所述第二驱动臂22的自由端通过所述转动件24与所述回收仓3连接。需要说明的是,基于上述结构,能够调节回收仓3的位置和方位,确保喷砂口31与工件表面的良好贴合。
21.需要说明的是,所述传动件23、转动件24与又一pid控制器信号连接,且所述又一pid控制器通过又一模糊调节器进行所述回收仓3的位置调节。需要说明的是,该pid控制器与模糊调节器的基本原理与处理过程相同,均能够实现精确控制过程。
22.需要说明的是,所述回收仓3上设置有用于实时监测回收仓3位置的测距传感器,所述测距传感器与所述又一模糊调节器信号连接,所述又一模糊调节器的输入量为回收仓3的实际位置与给定位置的偏移量与偏移变化率,输出量为所述传动件23或转动件24的步进信号。需要说明的是,能够通过受控自由转动的驱动单元2来精确调整回收仓3的行程,具体地,传动件23控制第一驱动臂21的运动过程;转动件24控制第二驱动臂22的运动过程。
23.实施例2:对于一种机器人联动颗粒物回收装置,如附图2至图3所示,包括底座1,回收设备,喷砂机,所述底座1上转动设置有驱动单元2,所述驱动单元2的端部设置有回收仓3,所述回收仓3上开设有喷砂口31与回收口32,所述回收口32位于喷砂口31的下方且通过管道连通回收设备,所述喷砂口31与工件喷砂面贴合且外周设置有密封机构33,所述回收仓3内设置有喷砂枪34,所述喷砂枪34的端部设置有摆动机构35,所述喷砂枪34通过所述摆动机构35调节喷砂角度。
24.正如实施例1所述,驱动单元2包括第一驱动臂21、第二驱动臂22、传动件23以及转动件24,所述传动件23设置在所述底座1内且输出端与所述第一驱动臂21连接,所述第一驱动臂21与所述第二驱动臂22连接,所述第二驱动臂22的自由端通过所述转动件24与所述回收仓3连接。
25.需要说明的是,所述密封机构33包括若干内板331与外板332,若干所述内板331沿所述喷砂口31的外沿间隔均布设置,若干所述外板332设置在所述内板331的外部,且覆盖
在相邻两内板331的间隔上。还需要说明的是,密封机构33优选为多个内板331与外板332形成的层状结构,各内板331与外板332之间均存在间隙,能够有效防止喷砂料和粉尘的外溢,并且还能够促进喷砂料以及粉尘的回收速率。密封机构33优选采用钢丝刷或聚氨酯等耐冲击材料制作。喷砂枪34设置在回收仓3内,反弹的砂料均直接落在回收仓3内,并且回收仓3的喷砂口31还设置有密封机构33,该密封机构33并不是实现喷砂口31与工件表面的完全密封,而是对喷砂料的反弹做出的调整,具体地,在喷砂作业时,由于回收仓3内部存在高速流体,即回收仓3的内部压力小于外界压力,外界空气能够通过密封机构33的层状结构间的间隙进入回收仓3内,可以有效防止喷砂料和粉尘的外溢,并且还能够促进喷砂料以及粉尘的回收速率。
26.实施例3:本实施例仅记述区别于实施例2的部分,具体为:本技术又一较佳的实施方式为:控制系统还包括行走机构,所述行走机构包括底盘与供电组件,所述底盘的外周对称设置有若干机械足,若干所述机械足的端部设置有电磁铁,所述底座1设置在所述底盘上,所述电磁铁与所述供电组件电连接。需要说明的是,考虑到喷砂作业的恶劣环境,提出通过设置行走机构来替代高空作业车等装置,即将底座1安装在行走机构的底盘上,再通过控制单元来控制机械足的运动,并且机械足的端部设置有电磁铁,能够实现机械足在船舶等异形喷砂面上的固定与移动。
27.实施例4:对于一种机器人联动颗粒物回收装置的控制方法,具体包括以下步骤:步骤1,设定坐标,将待加工表面信息输入至plc控制器内,并以喷砂枪34的初始位置为坐标原点,建立坐标系;步骤2,角度控制,步骤1完成后对待加工表面进行喷砂作业,依据模糊调节器对pid控制器进行调节,进而通过控制摆动机构35来控制喷砂面角度;步骤3,位置控制,步骤2持续过程中,通过驱动单元2的驱动来实时改变回收仓3位置,并利用回收仓3对喷砂料进行持续回收,其中,驱动单元2的移动依据转动件24、传动件23来精确控制。
28.模糊调节器对pid的控制器的具体模糊过程为:初始化pid参数,模糊调节器读取当前压力的给定值与实际反馈值的偏差及偏差变化率或回收仓3的实际位置与给定位置的偏移量与偏移变化率;模糊调节器依据模糊规则对pid参数进行整定;模糊调节器依据opc技术与pid控制器进行数据交换;pid控制器依据matlab控制算法实现流量阀或转动件24或传动件23的控制。
29.对于模糊控制过程,由于喷砂机压力调节过程与回收仓3位移量调节过程原理实质相同,本实施例仅论述喷砂机出口压力调节过程,具体为:模糊调节器的输入量为喷砂机出口压力的给定值与实际反馈值的偏差e及偏差变化率ec,对于偏差e,在模糊控制区内,偏差e的变化范围为【-1.5,1.5】,偏差e的模糊论域为e={-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6},偏差e的量化因子为ke=6/(1.5)=4,模糊集为{nb,nm,ns,zo,ps,pm,pb},模糊集中的元素分别代表负大,负中,负小,零,正小,正中,正大;对于偏差变化率ec,在模糊控制区内,偏差变化率ec的变化范围为【-0.5,0.5】,模糊论域ec={-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6},偏差变化率ec的量化因子kec=6/(0.5)=12,
模糊集为{nb,nm,ns,zo,ps,pm,pb};对于输出量,采用增量形式,控制量的变化范围为【-1.2,0.2】。
30.以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1