一种大钢锭模浇铸装置以及弥散底吹氩透气装置的制作方法
1.本实用新型涉及钢材浇筑领域,具体涉及一种大钢锭模浇铸装置以及弥散底吹氩透气装置。
背景技术:
2.模铸生产大钢锭,其生产能力和技术水平是衡量一个国家在重大机械装备能否自给的标志,代表着一个国家整体制造业的水平。现代钢铁企业采用模铸法生产钢锭,主要是生产一些高附加值的特殊钢种,在水电、风电、核电、大型设备及军用钢方面得到了广泛应用。进入21世纪以来,随着国民基础工业的迅猛发展,对高质量的大型钢锭质量要求也越来越高,而提高钢锭质量的重要途径,就是在模铸浇钢过程中对钢锭模内的钢水进行底部吹氩。通过底吹氩气的有效搅拌,使钢水的化学成分进一步均匀,同时促进了夹杂物的上浮,减少了钢水的成分偏析,提高了钢锭的质量。大钢锭底部吹氩需要有性能优异的透气砖,对透气砖的吹氩效果、使用寿命、吹氩方式、密封性能及更换问题,均有较高的要求。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种透气装置,能够在模铸浇钢过程中对钢锭模内的钢水进行底部吹氩,从而提高吹氩的效率和质量。
4.本实用新型通过下述技术方案实现:
5.一种大钢锭模弥散底吹氩透气装置,包括设置在大钢锭模底部的耐火砖,所述耐火砖中开有透气孔以及钢水通孔,所述透气孔面向大钢锭模的一端具有弥散透气部,所述弥散透气部上遍布有多个微小气孔,所述透气孔背向大钢锭模的一端设有气室,所述气室连通有通气管道。
6.可选的,所述透气孔中还设有钢帽,所述钢帽卡设在所述透气孔中且位于所述弥散透气部背向大钢锭模的一侧,所述钢帽与所述弥散透气部之间间隔形成所述气室。
7.进一步可选的,所述钢帽与所述通气管道一体化设置,所述通气管道远离钢帽的一侧具有弯折段,所述弯折段嵌入所述耐火砖中且端部穿出所述耐火砖。
8.可选的,所述弥散透气部呈圆台结构,其中弥散透气部的上底面向所述大钢锭模,弥散透气部的下底背向所述大钢锭模。
9.可选的,所述钢帽呈圆柱状结构,其直径略大于所述所述弥散透气部的下底面。
10.进一步可选的,所述弥散透气部背向所述大钢锭模的一侧与所述透气孔的孔壁之间填充有耐火泥。
11.可选的,所述耐火砖呈圆台结构,其中耐火砖的上底面向所述大钢锭模,耐火砖的下底背向所述大钢锭模。
12.可选的,所述弥散透气部采用al2o
3-mgo-cr2o3材质,所述耐火砖采用al2o
3-mgo材质。
13.一种大钢锭模浇铸装置,包括钢水注入件以及若干个大钢锭模,所述大钢锭模底
部设有如上述方案任一所述的一种大钢锭模弥散底吹氩透气装置;
14.所述钢水注入件具有竖直设置的注入孔,所述注入孔的输入端高于所述大钢锭模,所述注入孔的输出端通过耐热管道与所述钢水通孔的底端连通。
15.可选的,所述大钢锭模具有多个,所述大钢锭模环绕所述钢水注入件设置。
16.本实用新型具有如下的优点和有益效果:
17.1、本实用新型实施例提供的一种大钢锭模弥散底吹氩透气装置,其中通过通气管道向气室中注入氩气,氩气填满气室后通过弥散透气部的微小气孔进入大钢锭模内,其中气室能够将由通气管道注入的氩气进行初步的分散,同时引导氩气能够全面且均匀的进入到弥散透气部中,而遍布所述弥散透气部上的微小气孔能够进一步引导从气室中输出的氩气弥散至大钢锭模中,此时由氩气所产生的气泡小而且均匀密集,以此可以更好的促进夹杂物的上浮并提升对钢水的搅拌效果,已达到一定程度上提高吹氩的效率和质量的目的;
18.2、本实用新型实施例提供的一种大钢锭模浇铸装置,处于钢水通孔旁的透气孔能够不断对刚刚通过钢水通孔进入到钢垫模中的钢水进行吹氩,确保弥散透气部能够更全面的对钢水通过吹氩进行搅拌并促进夹杂物的上浮,以此进一步达到提高吹氩的效率和质量的目的。
附图说明
19.此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本技术的一部分,并不构成对本实用新型实施例的限定。在附图中:
20.图1为本实用新型实施例1耐火砖的整体结构示意图;
21.图2为本实用新型实施例1耐火砖的截面示意图;
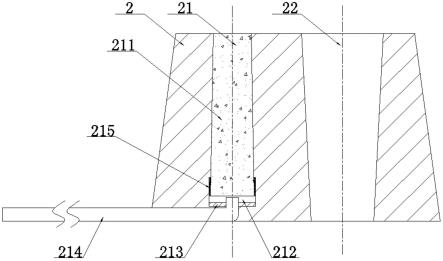
22.图3为本实用新型实施例1耐火砖设置在大钢锭模中的结构示意图;
23.图4为本实用新型实施例2大钢锭模浇铸装置的整体结构示意图;
24.图5为本实用新型实施例2浇铸装置的底面示意图。
25.附图中标记及对应的零部件名称:
26.1-大钢锭模、2-耐火砖、21-透气孔、211-弥散透气部、212-气室、213-钢帽、214-通气管道、215-耐火泥、22-钢水通孔、3-钢水注入件、31-注入孔、32-耐热管道。
具体实施方式
27.为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定。
28.在以下描述中,为了提供对本实用新型的透彻理解阐述了大量特定细节。然而,对于本领域普通技术人员显而易见的是:不必采用这些特定细节来实行本实用新型。在其他实施例中,为了避免混淆本实用新型,未具体描述公知的结构、电路、材料或方法。
29.在整个说明书中,对“一个实施例”、“实施例”、“一个示例”或“示例”的提及意味着:结合该实施例或示例描述的特定特征、结构或特性被包含在本实用新型至少一个实施例中。因此,在整个说明书的各个地方出现的短语“一个实施例”、“实施例”、“一个示例”或“示例”不一定都指同一实施例或示例。此外,可以以任何适当的组合和、或子组合将特定的
特征、结构或特性组合在一个或多个实施例或示例中。此外,本领域普通技术人员应当理解,在此提供的示图都是为了说明的目的,并且示图不一定是按比例绘制的。这里使用的术语“和/或”包括一个或多个相关列出的项目的任何和所有组合。
30.在本实用新型的描述中,术语“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“高”、“低”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。
31.实施例1:
32.一种大钢锭模弥散底吹氩透气装置,包括设置在大钢锭模1底部的耐火砖2,所述耐火砖2中开有透气孔21以及钢水通孔22,所述透气孔21面向大钢锭模1的一端具有弥散透气部211,所述弥散透气部211上遍布有多个微小气孔,所述透气孔21背向大钢锭模1的一端设有气室212,所述气室212连通有通气管道214。
33.其中所述耐火砖2设置在大钢锭模1的底部,其中所述钢水通孔22用于输出或注入钢水,所述透气孔21用于向大钢锭模1中注入氩气,以此对钢锭模内的钢水进行底部吹氩,通过底吹氩气的有效搅拌,使钢水的化学成分进一步均匀,同时促进了夹杂物的上浮,减少了钢水的成分偏析,提高了钢锭的质量。
34.其中通过所述通气管道214向所述气室212中注入氩气,氩气填满气室212后通过弥散透气部211的微小气孔进入大钢锭模1内,其中所述气室212能够将由通气管道214注入的氩气进行初步的分散,同时引导氩气能够全面且均匀的进入到弥散透气部211中,而遍布所述弥散透气部211上的微小气孔能够进一步引导从气室212中输出的氩气弥散至大钢锭模1中,此时由氩气所产生的气泡小而且均匀密集,以此可以更好的促进夹杂物的上浮并提升对钢水的搅拌效果。
35.在一个或多个实施例中,所述透气孔21中还设有钢帽213,所述钢帽213卡设在所述透气孔21中且位于所述弥散透气部211背向大钢锭模1的一侧,所述钢帽213与所述弥散透气部211之间间隔形成所述气室212。
36.其中,所述钢帽213与所述通气管道214可以通过焊接形成一体化设置,所述通气管道214远离钢帽213的一侧具有弯折段,所述弯折段嵌入所述耐火砖2中且端部穿出所述耐火砖2。
37.其中通过所述通气管道214的弯折段,便于与氩气输入装置连接,同时由于其嵌入所述耐火砖2中,也能够确保通气管道214的稳定性,避免在吹氩过程中管道晃动;此外,通过使所述钢帽213与所述通气管道214一体化设置,能够确保所述钢帽213与所述通气管道214的相对稳定性,同时避免在向气室212中注入氩气时氩气对所述管帽产生的推力导致管帽松动。
38.在一个或多个实施例中,所述弥散透气部211呈圆台结构,其中弥散透气部211的上底面向所述大钢锭模1,弥散透气部211的下底背向所述大钢锭模1。
39.此时便于将所述弥散透气部211嵌入透气孔21中,所述弥散透气部211的下底面面向所述气室212,在通入氩气时不可避免会受到一定的面向大钢锭模1的推力,此时圆台结构能够使弥散透气部211越深入透气孔21中,其连接强度越高,由此确保所述弥散透气部211与耐火砖2的连接强度。
40.此外,所述钢帽213呈圆柱状结构,其高度约为20mm,其直径略大于所述所述弥散透气部211的下底面2mm,其中所述通气管道214穿入钢帽213约5mm。
41.该结构下的钢帽213结构简单,能够进行批量化制作。且该结构下气室212能够完全适配所述弥散透气部211,确保气室212能够起到合适的分散和引导氩气输出的功能。
42.在一个或多个实施例中,所述弥散透气部211背向所述大钢锭模1的一侧与所述透气孔21的孔壁之间填充有耐火泥215。
43.通过所述耐火泥215填满所述弥散透气部211与所述透气孔21之间的间隙,避免气室212中的氩气从所述间隙中进入到弥散透气部211,造成氩气分布不均,影响吹氩效果。
44.在一个或多个实施例中,所述耐火砖2呈圆台结构,其中耐火砖2的上底面向所述大钢锭模1,耐火砖2的下底背向所述大钢锭模1。
45.此时便于将所述耐火砖2嵌入大钢锭模1中,其圆台结构能够使耐火砖2越深入大钢锭模1中,其连接强度越高,由此确保所述耐火砖2与大钢锭模1的连接强度。
46.其中,所述弥散透气部211可以采用al2o
3-mgo-cr2o3材质,采用小颗粒板状刚玉等颗粒状材料经树脂结合后机压成型,高温烧成后形成贯通的微小气孔,强度高、透气性能好,不渗钢;所述耐火砖2可以采用al2o
3-mgo材质,采用各粒度级配的板状刚玉,引入超微粉技术,经高效减水剂分散,浇注成型,仅需烘烤400℃,即可成为强度高,耐钢水冲刷性能优异的出钢口耐火材料。该两种耐火材料材质类似,复合生产后结合紧密,在高温状态下可固态烧结,密封性能优良。
47.实施例2
48.一种大钢锭模浇铸装置,包括钢水注入件3以及若干个大钢锭模1,所述大钢锭模1底部设有如实施例1任一所述的一种大钢锭模弥散底吹氩透气装置;
49.所述钢水注入件3具有竖直设置的注入孔31,所述注入孔31的输入端高于所述大钢锭模1,所述注入孔31的输出端通过耐热管道32与所述钢水通孔22的底端连通。
50.其中钢水优先所述钢水注入件3的注入孔31输入端输入至浇铸装置中,然后通过所述钢水通孔22进入到所述大钢锭模1中,其中所述注入孔31的输入端高度高于所述大钢锭模1能够确保钢水填满所述大钢锭模1。
51.该注入过程较为缓慢,且处于所述钢水通孔22旁的透气孔21能够不断对刚刚通过钢水通孔22进入到钢垫模中的钢水进行吹氩,确保弥散透气部211能够更全面的对钢水通过吹氩进行搅拌并促进夹杂物的上浮,以此较大幅度的提高吹氩的效率和质量。
52.在一个或多个实施例中,所述大钢锭模1具有多个,所述大钢锭模1环绕所述钢水注入件3设置。
53.以此提高单个大钢垫模浇铸装置单次所能进行的浇筑量,提高整个装置的浇筑效率。
54.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1