一种工件表面电解辅助喷丸强化的装置的制作方法
1.本实用新型属于表面处理技术,尤其是一种工件表面电解辅助喷丸强化的装置。
背景技术:
2.材料表面处理技术简称材料表面技术,是材料科学的一个重要分支,是在不改变基体材料的成分和性能或虽有改变而不影响其使用的条件下,通过某些物理手段或化学手段来赋予材料表面特殊性能,以满足产品或零件使用需要的技术和工艺。材料表面技术在工业中的应用,大幅度提高了零件的性能、质量和寿命,并产生了巨大的经济效益,因而深受国内外研究者的关注。
3.目前,喷丸处理是工件表面处理的方法之一,其工作原理为将高速弹丸流喷射到零件表面,使零件表层发生塑性变形,而形成一定厚度的强化层,强化层内形成较高的残余应力,由于零件表面压应力的存在,当零件承受载荷时可以抵消一部分应力,从而提高零件的疲劳强度。因其设备简单、成本低廉,不受工件形状和位置限制,操作方便,故成为工厂广泛采用的一种表面强化工艺。
4.但现有的喷丸处理技术仍存在一定的不足。在喷丸过程中,每颗钢丸撞击到零件上的过程,类似一个微型棒捶敲打表面,捶出小压痕或凹陷,由于各区域撞击次数不定,因此撞击后产生的表面强化层厚度不均,工件表面粗糙度也较大。由于单纯的喷丸过程并不会在工件表层产生覆盖物以隔绝氧气,因此喷丸后的工件抗腐蚀性仍没有大幅提高。
技术实现要素:
5.为了克服已有技术喷丸处理过程中的工件表面粗糙大、抗腐蚀性差等不足,本实用新型提供了一种结构简单、高效、低成本、环保的利用电解技术辅助喷丸强化工件表面的装置。
6.本实用新型解决其技术问题所采用的技术方案是:
7.一种工件表面电解辅助喷丸强化的装置,包括工作台、工件夹具、机架、空气泵和喷嘴,所述工件夹具和工件均位于工作台上,所述工作台安装在机架上,所述工件夹具的上方设置所述喷嘴,所述喷嘴与电解液供给管、弹丸供给管、压缩空气管相连,所述喷嘴左侧外壁与电源正极相连,所述喷嘴右侧外壁与电源负极相连,所述喷嘴的上方设置用于将弹丸经喷嘴高速喷射到工件表面的空气泵。
8.进一步,所述装置还包括电解液箱空气泵、电解液箱和过滤装置,所述电解液箱与电解液供给管连通,所述工件夹具下方设有电解液回收槽,所述电解液回收槽的出口设置过滤装置,所述过滤装置的电解液出口通过软管与所述电解液箱连通,所述软管上设置电解液箱空气泵。
9.再进一步,所述装置还包括报警灯、弹丸箱和用于检测弹丸箱内的弹丸余量的光电传感器,所述弹丸供给管与弹丸箱连通,所述弹丸箱内设置光电传感器和报警灯。当光电传感器感应到光时,即证实弹丸箱内的弹丸余量不足,触发报警灯闪烁。
10.优选的,所述喷嘴为锥形喷嘴。
11.本实用新型区别传统喷丸处理的是添加了一个电解作用来辅助喷丸强化工件表面,该电解过程可有效去除表面毛刺,降低工件表面粗糙度。电解产生的羟基物质冲击到工件表面,释放部分工件表面的残余拉应力,从而提高疲劳强度。电解产生的氧化膜覆盖在工件表面上还可以有效提高工件的抗腐蚀性。
12.本实用新型的有益效果主要表现在:1.装置结构简单,表面强化处理成本较低。2.电解液为绿色无污染的液体,电解后不会污染环境,且可循环使用,降低成本。3.该方法可以使工件在喷丸强化时既可以达到传统喷丸强化的目的,提高疲劳强度等,还可以在电解的作用下,去除工件表面的毛刺,并在工件表面形成一层致密的氧化膜,实现提高工件抗腐蚀性能的要求。
附图说明
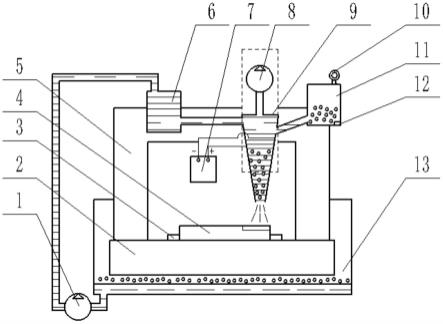
13.图1是一种工件表面电解辅助喷丸强化装置的二维简图。
14.图2是工件表面电解辅助喷丸强化的加工原理示意图。
15.图3是电解辅助喷丸强化作用的喷嘴内部微观示意图。
具体实施方式
16.下面结合附图对本实用新型作进一步描述。
17.参照图1~图3,一种工件表面电解辅助喷丸强化的装置,包括工作台2、工件夹具3、机架5、空气泵8和喷嘴9,所述工件夹具3和工件4均位于工作台2上,所述工作台4安装在机架5上,所述工件夹具3的上方设置所述喷嘴9,所述喷嘴9与电解液供给管、弹丸供给管、压缩空气管相连,所述喷嘴9左侧外壁与电源正极相连,所述喷嘴9右侧外壁与电源负极相连,所述喷嘴9的上方设置用于将弹丸经喷嘴9高速喷射到工件表面的空气泵8。
18.进一步,所述装置还包括电解液箱空气泵1、电解液箱6和过滤装置13,所述电解液箱6与电解液供给管连通,所述工件夹具下方设有电解液回收槽,所述电解液回收槽的出口设置过滤装置13,所述过滤装置的电解液出口通过软管与所述电解液箱6连通,所述软管上设置电解液箱空气泵1。
19.再进一步,所述装置还包括报警灯10、弹丸箱11和用于检测弹丸箱11内的弹丸余量的光电传感器12,所述弹丸供给管与弹丸箱11连通,所述弹丸箱11内设置光电传感器12和报警灯10。当光电传感器12感应到光时,即证实弹丸箱11内的弹丸余量不足,触发报警灯10闪烁。
20.优选的,所述喷嘴9为锥形喷嘴。
21.本实施例的所述喷嘴9与电解液供给管、弹丸供给管、压缩空气管相连,喷嘴左侧外壁与电源正极相连,右侧外壁与电源负极相连,形成回路,通电后,锥形喷嘴内的水电解生成的oh-离子失去电子,形成羟基-oh基团,在空气泵的压力作用下冲击到工件表面,氧化工件表层,释放部分工件表面的残余拉应力,从而提高疲劳强度,同时去掉表层毛刺,产生的氧化膜15还可以有效提高工件的抗腐蚀性。空气泵8可将弹丸经喷嘴9高速喷射到工件表面,工件表层发生塑性变形而形成一定厚度的强化层,强化层内的残余压应力较高,在承受载荷时可以抵消一部分应力,从而提高工件的疲劳强度。电解液为可传导电子、绿色无污染
的液体,储存在电解液箱6内。过滤装置13可将喷丸强化后的电解液与弹丸分离,分离后的电解液经电解液箱空气泵1转移至电解液箱6内进行下一次的电解作用。弹丸储存在弹丸箱11内,当光电传感器12感应到光时,即证实弹丸箱11内的弹丸余量不足,触发报警灯10闪烁,警示操作者添加弹丸。喷嘴9与驱动机构连接用于前后、左右移动,以实现整个工件表面的强化。
22.所述抛光方法包括如下步骤:
23.1)将工件4装夹在工件夹具3内,并固定,调节喷嘴9的初始位置,以使其对准工件一角,方便工件进给以实现喷丸覆盖率100%。
24.2)在弹丸箱11内加入足够数量的弹丸,在电解液箱6内加入足够量的电解液,然后开启空气泵8,使弹丸和电解液在空气泵8的压力下被压入喷嘴9内。
25.3)开启电源7后,电解液开始电离,电离生成的oh-离子失去电子,形成羟基-oh基团,在空气泵8的压力下冲击到工件表面,氧化工件表层,释放部分工件表面的残余拉应力,从而提高疲劳强度,同时去掉表层毛刺,产生的氧化膜15还可以有效提高工件的抗腐蚀性。空气泵8可将弹丸经喷嘴9高速喷射到工件表面,工件表层发生塑性变形而形成一定厚度的强化层,强化层内的残余压应力较高,在承受载荷时可以抵消一部分应力,从而提高工件的疲劳强度。
26.4)弹丸储存在弹丸箱11内,当光电传感器12感应到光时,即证实弹丸箱11内的弹丸余量不足,触发报警灯10闪烁,警示操作者添加弹丸。过滤装置13可将喷丸强化后的电解液与弹丸分离,分离后的电解液经电解液箱空气泵1转移至电解液箱6内进行下一次的电解作用。
27.5)喷嘴9与驱动机构连接用于前后、左右移动,以实现整个工件表面的强化。
28.参照图2,随着电解的进行,工件表面的微观尖峰14被电解去除掉部分,形成氧化膜15覆盖在尖峰表面。随着喷丸的进行,弹丸高速冲击到工件表面,工件表面的微观尖峰14被挤压,发生塑性变形,形成更为平整的微观表面16,而被挤压的材料则形成一定厚度的强化层,强化层内的残余压应力较高,在承受载荷时可以抵消一部分应力,从而提高工件的疲劳强度。
29.参照图3,喷嘴9内部有喷丸17和电解液,并且电解液在电的作用下产生羟基自由基18,在空气泵的压力作用下冲击到工件表面,氧化工件表层,释放部分工件表面的残余拉应力,从而提高疲劳强度,同时去掉表层毛刺,产生的氧化膜还可以有效提高工件的抗腐蚀性。本实施例选取
30.首先确定了所采用的弹丸种类为陶瓷丸,直径为0.3mm,硬度为643-785hv。所加工的工件材料为tc17钛合金,取50
×
30mm的试样进行实验。
31.实验过程中的部分参数设置如下:喷射压力0.4mpa、喷射距离100mm、喷丸覆盖率为100%、喷射角度90
°
。
32.表2显示了实施例中tc17钛合金的加工结果。结果显示,当喷丸覆盖率达到100%后,喷丸后工件所得到的残余压应力由375mpa上升至706mpa,而当电解辅助喷丸强化后,工件表面的残余压应力为836mpa,高于传统喷丸后的706mpa。喷丸后所得到的表面粗糙度ra由0.36μm上升至0.71μm,而当电解辅助喷丸强化后,表面粗糙度略微上升至0.43μm。
33.表1为喷丸前、传统喷丸强化后、电解辅助喷丸强化后的结果。
[0034][0035]
表1
[0036]
本说明书的实施例所述的内容仅仅是对实用新型构思的实现形式的列举,仅作说明用途。本实用新型的保护范围不应当被视为仅限于本实施例所陈述的具体形式,本实用新型的保护范围也及于本领域的普通技术人员根据本实用新型构思所能想到的等同技术手段。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1