一种金刚石拉拔模具多晶薄膜涂层抛光设备的制作方法
1.本实用新型涉及金刚石拉拔模具抛光技术领域,尤其涉及一种金刚石拉拔模具多晶薄膜涂层抛光设备。
背景技术:
2.随着拉拔加工逐渐向精密、高速、低耗、高生产效率的方向发展,对拉拔加工用的拉拔模具的质量要求也越来越高,传统的硬质合金模具已经远远不能满足客户的需求,人们越来越倾向于效果更好的金刚石聚晶模具和金刚石涂层模具,而金刚石聚晶模具虽然比硬质合金模具的耐磨性能好,但其最大孔径尺寸只能到40mm左右,而存在很大的使用制约,随着化学气相沉积法沉积金刚石薄膜涂层的技术日趋成熟,金刚石薄膜涂层的金刚石拉拔模具内孔孔径可达到零点几毫米至几百毫米,且其具有很强的耐磨性能、极低的摩擦系数、使用寿命长,而被广大用户所接受。
3.而金刚石拉拔模具经由化学气相沉积法沉积的薄膜涂层表面比较粗糙,无法直接用来拉拔线管材,需要对薄膜涂层进行抛光才能满足使用需求,现有技术中,多采用人工进行抛光,因薄膜涂层的硬度较高,且人工抛光方式加工力度不均,而导致加工精度低、加工效率低,尤其是针对于较大形的金刚石拉拔模具,其加工时间超长,其工作强度之高远不是人工可以承受的。
技术实现要素:
4.为了解决上述问题,本实用新型提供了一种金刚石拉拔模具多晶薄膜涂层抛光设备,能够对金刚石拉拔模具的多晶薄膜涂层,尤其是针对多晶薄膜涂层的不规则曲面进行自动、均匀抛光,加工精度高,且加工效率高,而具有较好的使用效果。
5.本实用新型采用的技术方案是:一种金刚石拉拔模具多晶薄膜涂层抛光设备,用于金刚石拉拔模具的多晶薄膜涂层不规则曲面的均匀抛光,包括工作台,还包括安装于所述工作台上的、对金刚石拉拔模具进行夹持的夹持装置,以及相对于所述金刚石拉拔模具进给方向可调、并柔性贴合于所述多晶薄膜涂层、以对所述多晶薄膜涂层进行抛光处理的抛光装置,所述多晶薄膜涂层成型于所述金刚石拉拔模具的内孔表面;还包括抛光过程中、喷淋于所述多晶薄膜涂层表面的金刚石微粉混合液,以及对所述金刚石微粉混合液进行混料并输送的混料输送装置。
6.通过夹持装置的设置,能够实现对金刚石拉拔模具的夹持,通过相对于金刚石拉拔模具进给方向可调、并柔性贴合于多晶薄膜涂层、以对多晶薄膜涂层进行抛光处理的抛光装置的设置,能够使抛光装置在抛光过程中对金刚石拉拔模具的多晶薄膜涂层不规则曲面始终保持贴合,而实现均匀抛光,且通过抛光过程中、喷淋于多晶薄膜涂层表面的金刚石微粉混合液的喷淋,能够克服多晶薄膜涂层硬度高、不易加工以及易影响抛光装置使用寿命等问题,通过混料输送装置的设置,能过实现金刚石微粉混合液的混液制作以及输送。
7.作为对上述技术方案的进一步限定,所述抛光装置包括线性模组,以及经由第一
安装板安装于所述线性模组上的导轨组件,所述导轨组件垂直于所述线性模组布设;还包括经由第二安装板滑动安装于所述导轨组件上的抛光组件,相邻于所述第二安装板、于所述导轨组件上滑动安装有第三安装板,所述抛光装置还包括可驱使所述第三安装板相对于所述第二安装板移动、而调节所述第三安装板和所述第二安装板间间距的调距器,以及可拆卸的连接于所述第二安装板和所述第三安装板间的柔性力施加器。
8.线性模组及导轨组件的设置,可实现对抛光组件相对于夹持后的金刚石模具的位置调整;柔性力施加器的设置能够对抛光组件施加一柔性力,而保证抛光组件与多晶薄膜涂层的始终贴合;柔性力施加器配以调距器的设置,能够调整柔性力的力值大小,而使其应用方便且能适用于更广泛的场合。
9.作为对上述技术方案的进一步限定,所述抛光组件包括安装于所述第二安装板上的低速电主轴,以及连接于所述低速电主轴上的磨头组件,所述磨头组件包括转动连接于所述低速电主轴上的磨杆,以及一体成型于所述磨杆上的磨头,所述磨头的外表面类球面设置。
10.作为对上述技术方案的进一步限定,所述柔性力施加器包括圆柱形弹簧,以及一端与所述圆柱形弹簧连接的拉力传感器,所述圆柱形弹簧的另一端可拆卸的连接于所述第二安装板上,所述拉力传感器的另一端可拆卸的连接于所述第三安装板上,所述调距器包括分别安装于所述第一安装板上的丝杠支撑座和固定座,以及安装于所述第三安装板上的丝杠螺母,还包括一端依次穿过所述丝杠支撑座、所述丝杠螺母而与所述固定座连接的丝杆,以及连接于所述丝杆另一端的手轮。
11.作为对上述技术方案的进一步限定,所述混料输送装置包括混料杯,以及对所述混料杯中加入的金刚石细粉和水或金刚石细粉和油两种物料进行搅拌混合的搅拌器;还包括对所述混料杯中混合好的金刚石微粉混合液输送的蠕动泵,以及连通所述蠕动泵的输送管。
12.作为对上述技术方案的进一步限定,所述夹持装置包括安装于所述工作台上的安装座,以及安装于所述安装座上的支撑板;还包括依次安装于所述支撑板一端的减速器和与所述减速器传动连接的电机,以及外圈与所述支撑板连接的回转轴承,所述回转轴承的内圈经由连接板连接有卡盘,所述金刚石拉拔模具夹持于所述卡盘上。
13.夹持装置设置成前述结构,可使结构简单,操作方便,且卡盘的尺寸可选,而使其适用于不同尺寸的金刚石拉拔模具,具体的,夹持装置的夹持范围为65mm~205mm。
14.作为对上述技术方案的进一步限定,于所述第一安装板上安装有槽型传感器,以对所述第二安装板沿所述导轨组件的滑动而极限限位,而将所述抛光组件对准所述金刚石拉拔模具。
15.槽型传感器的设置,能够对第二安装板沿导轨组件的y向滑动进行限位,进而使抛光组件可对准金刚石拉拔模具。
16.作为对上述技术方案的进一步限定,还包括对抛光装置磨削修整的、角度可调的磨削修整装置,所述磨削修整装置包括经由支架安装于所述工作台上的高速电主轴,以及转动连接于所述高速电主轴上的磨削修整头,于所述工作台上开设有弧形槽,所述支架的一端固定于所述工作台上,所述支架的另一端滑设于所述弧形槽内。
17.磨削修整装置的设置,能够便于对抛光装置加工磨损后的磨削,且通过于工作台
上开设有弧形槽,支架的一端固定于工作台上,支架的另一端滑设于弧形槽内,可调整磨削修整头的位置,而便于对抛光装置不同部位进行磨削。所述弧形槽的弧度直径为100mm,而使磨削修整头在
±
10
°
范围内可调。
18.作为对上述技术方案的进一步限定,经由所述柔性力施加器对所述抛光装置施加一柔性力、使其与多晶薄膜涂层的不规则曲面保持柔性贴合,所述柔性力的大小为5~7n。
19.作为对上述技术方案的进一步限定,所述搅拌器为磁力搅拌器,所述金刚石细粉和水的比例为1:4,所述金刚石细粉和油的比例为1:2。
附图说明
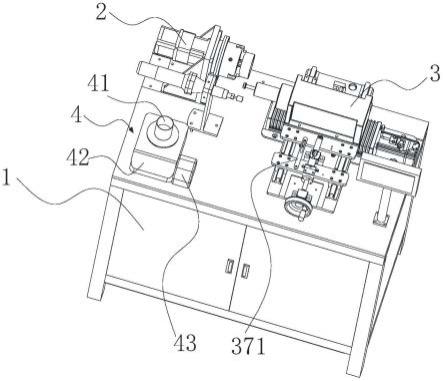
20.图1为本实用新型一种金刚石拉拔模具多晶薄膜涂层抛光设备的装配结构示意图;
21.图2为本实用新型一种金刚石拉拔模具多晶薄膜涂层抛光设备的另一角度装配结构示意图;
22.图3为本实用新型夹持装置的装配结构示意图;
23.图4为本实用新型夹持装置的另一角度装配结构示意图;
24.图5为本实用新型抛光装置的装配结构示意图;
25.图6为本实用新型抛光装置的另一角度装配结构示意图;
26.图7为本实用新型调距器的装配结构示意图;
27.图8为本实用新型磨削修整装置的装配结构示意图;
28.图9为本实用新型工作台的结构示意图;
29.图10为本实用新型加工前的金刚石拉拔模具图;
30.图11为本实用新型加工后的金刚石拉拔模具效果图;
31.图12为本实用新型加工后的金刚石拉拔模具断面图;
32.图13为本实用新型一种金刚石拉拔模具多晶薄膜涂层抛光设备的实物效果图。
33.图中:
34.1-工作台,11-弧形槽,2-夹持装置,21-安装座,22-支撑板,23-减速器,24-电机,25-卡盘,26-回转轴承,27-连接板,3-抛光装置,31-线性模组,32-第一安装板,33-导轨组件,34-滑块,351-低速电主轴,352-磨杆,353-磨头,36-第二安装板,37-第三安装板,371-连接件,38-调距器,381-丝杠支撑座,382-固定座,383-丝杠螺母,384-丝杆,385-手轮,391-圆柱形弹簧,392-拉力传感器,4-混料输送装置,41-混料杯,42-搅拌器,43-蠕动泵,5-磨削修整装置,51-支架,52-高速电主轴,53-磨削修整头,6-槽型传感器,7-金属触片,8-金刚石拉拔模具。
具体实施方式
35.下面结合附图及具体实施例对本实用新型作进一步的详细说明。
36.实施例
37.一种金刚石拉拔模具多晶薄膜涂层抛光设备,用于金刚石拉拔模具8的多晶薄膜涂层不规则曲面的均匀抛光,由图12中所示,多晶薄膜涂层的不规则曲面依次包括入口区曲面、润滑区曲面、压缩区曲面、定径区曲面及出口区曲面,由图13中所示,为本实用新型一
种金刚石拉拔模具多晶薄膜涂层抛光设备的实物效果图。由图1结合图2中所示,抛光设备包括工作台1,还包括安装于工作台1上的、对金刚石拉拔模具8进行夹持的夹持装置2,以及相对于金刚石拉拔模具8进给方向可调、并柔性贴合于多晶薄膜涂层、以对多晶薄膜涂层进行抛光处理的抛光装置3,多晶薄膜涂层成型于金刚石拉拔模具8的内孔表面;还包括抛光过程中、喷淋于多晶薄膜涂层表面的金刚石微粉混合液,以及对金刚石微粉混合液进行混料并输送的混料输送装置4。
38.不同于自支撑厚膜或者平面涂层的抛光,由图10中所示,因金刚石拉拔模具8的内孔表面存在尺寸多且内孔表面为不规则曲面等因素,导致目前用于内孔纵向表面的抛光多为人工操作,而多晶薄膜涂层硬度超硬,人工操作强度极大,本实施例的金刚石拉拔模具多晶薄膜涂层抛光设备恰恰能解决现有技术中存在的问题,而实现多晶薄膜涂层的自动化抛光。
39.通过夹持装置2的设置,能够实现对金刚石拉拔模具8的夹持,通过相对于金刚石拉拔模具8进给方向可调、并柔性贴合于多晶薄膜涂层、以对多晶薄膜涂层进行抛光处理的抛光装置3的设置,能够使抛光装置3在抛光过程中对金刚石拉拔模具8的多晶薄膜涂层不规则曲面始终保持贴合,而实现均匀抛光,且通过抛光过程中、喷淋于多晶薄膜涂层表面的金刚石微粉混合液的喷淋,能够克服多晶薄膜涂层硬度高、不易加工以及易影响抛光装置3使用寿命等问题,通过混料输送装置4的设置,能过实现金刚石微粉混合液的混液制作以及输送。
40.由图5结合图6中所示,抛光装置3包括线性模组31,以及经由第一安装板32安装于线性模组31上的导轨组件33,导轨组件33垂直于线性模组31布设,还包括经由第二安装板36滑动安装于导轨组件33上的抛光组件,相邻于第二安装板36、于导轨组件33上滑动安装有第三安装板37,抛光装置3还包括可驱使第三安装板37相对于第二安装板36移动、而调节第三安装板37和第二安装板36间间距的调距器38,以及可拆卸的连接于第二安装板36和第三安装板37间的柔性力施加器。
41.线性模组31及导轨组件33的设置,可实现对抛光组件相对于夹持后的金刚石模具的位置调整;柔性力施加器的设置能够对抛光组件施加一柔性力,而保证抛光组件与多晶薄膜涂层的始终贴合;柔性力施加器配以调距器38的设置,能够调整柔性力的力值大小,而使其应用方便且能适用于更广泛的场合。
42.具体的,经由柔性力施加器对抛光装置施加一柔性力、使其与多晶薄膜涂层的不规则曲面保持柔性贴合,柔性力的大小为5~7n。
43.具体的,由图9中所示,于工作台1上开设有抛光装置3的安装底板用安装槽,线性模组31安装于安装底板上,本实施例中,线性模组31的型号为dk175-cl10-s250mm-f0-g3,因第一安装板32长度及其上安装部件较多,为便于安装,线性模组31及第一安装板32间经由中间板进行安装,中间板的尺寸小于第一安装板32的尺寸,导轨组件33安装于第一安装板32上,本实施例中,导轨组件33包括两条平行设置的导轨,具体的,为便于导向及加工,各导轨均包括安装于第一安装板32上的导轨座,以及一体成型于导轨座上的圆柱形的导柱,为便于第二安装板36及第三安装板37于导轨上的滑动,于第二安装板36和第三安装板37的底部均安装有滑块34,具体的,第二安装板36的底部两侧各分别安装有两个滑块34,第三安装板37的底部两侧各分别安装有一个滑块34,各滑块34上均形成有适配于导柱上的导槽,
本实施例中,各滑块34的横截面均呈倒立的凹字形设置,线性模组31带动第一安装板32及第一安装板32上的抛光组件向夹持装置2上的金刚石拉拔模具8于x向进给,第二安装板36于导轨上滑动,带动抛光组件向y向进给。
44.为更好的形成限位,而使抛光组件y向进给对准金刚石模具中心,由图2结合图6中所示,于第一安装板32上安装有槽型传感器6,以对第二安装板36沿导轨组件33的滑动进行极限位置的限位,而将抛光组件对准金刚石拉拔模具8中心,具体的,于第二安装板36的底部安装有金属触片7,金属触片7进入槽型传感器6后,抛光组件停止y向进给。
45.由图5结合图6中所示,抛光组件包括安装于第二安装板36上的低速电主轴351,以及连接于低速电主轴351上的磨头组件,磨头组件包括转动连接于低速电主轴351上的磨杆352,以及一体成型于磨杆352上的磨头353,磨头353的外表面类球面设置,磨头353的外表面类球面设置,可以更好的对多晶薄膜涂层的表面进行抛光。
46.由图5中所示,柔性力施加器包括圆柱形弹簧391,以及一端与圆柱形弹簧391连接的拉力传感器392,圆柱形弹簧391的另一端可拆卸的连接于第二安装板36上,拉力传感器392的另一端可拆卸的连接于第三安装板37上,具体的,于第二安装板36上安装有定位螺,于第三安装板37上安装有定位板,具体的,定位板呈l形设置,拉力传感器392的一端固定于定位板上,圆柱形弹簧391的两端分别连接于定位螺和拉力传感器392的另一端,由调距器38调整好第二安装板36和第三安装板37之间的间距,再配合柔性力施加器施加一合理的柔性力值,而使磨头353以一定范围内的恒力始终贴合于多晶薄膜涂层表面,而实现对多晶薄膜涂层表面的均匀抛光。经反复试验推理,柔性力越大,抛光效率越高,但会对多晶薄膜涂层表面产生很明显的打磨痕迹,且柔性力越大,磨头353的损耗越快;而柔性力较小,又不能起到抛光效果,所以为得到合适的抛光效率和加工精度,本实施例中,柔性力为5~7n大小可调,以适应于不规则曲面,以及不同尺寸的金刚石拉拔模具8。
47.由图5结合图7中所示,调距器38包括分别安装于第一安装板32上的丝杠支撑座381和固定座382,以及安装于第三安装板37上的丝杠螺母383,还包括一端依次穿过丝杠支撑座381、丝杠螺母383而与固定座382连接的丝杆384,以及连接于丝杆384另一端的手轮385,通过转动手轮385,带动丝杠转动,进而带动丝杠螺母383及第三安装板37于导轨上y向移动,而实现第三安装板37与第二安装板36间的调距,本实施例中,由调距器38调整好第三安装板37相对于第二安装板36的距离,再配合柔性力施加器,而将柔性力限定在所需范围。
48.由图1中所示,混料输送装置4包括混料杯41,以及对混料杯41中加入的金刚石细粉和水或金刚石细粉和油两种物料进行搅拌混合的搅拌器42,还包括对混料杯41中混合好的金刚石微粉混合液输送的蠕动泵43,以及连通蠕动泵43的输送管(图中未示出),本实施例中,两种物料为一定比例的金刚石细粉和水,或一定比例的金刚石细粉和油,具体的,本实施例中,金刚石细粉和水的比例为1:4,金刚石细粉和油的比例为1:2。为使混合充分,本实施例中,搅拌器42优选为磁力搅拌器42,输送管为金属软管,输送管的一端连通于蠕动泵43、另一端位于多晶薄膜涂层上方。
49.由图1结合图3至图4中所示,夹持装置2包括安装于工作台1上的安装座21,以及安装于安装座21上的支撑板22;还包括依次安装于支撑板22一端的减速器23和与减速器23传动连接的电机24,以及外圈与支撑板22连接的回转轴承26,回转轴承26的内圈经由连接板27连接有卡盘25,金刚石拉拔模具8夹持于卡盘25上。
50.具体的,由图1结合图9中所示,于工作台1上开设有安装座21的安装槽,安装座21安装于安装槽上,夹持装置2设置成包括安装座21、支撑板22、电机24、减速器23、卡盘25、回转轴承26、连接板27的结构,可使结构简单,操作方便,且卡盘25的尺寸可选,而使其适用于不同尺寸的金刚石拉拔模具8,具体的,夹持装置2的夹持范围为65mm~205mm。
51.随着抛光作业的时间累计,磨头353会出现不同程度的磨损,而便于对磨头353进行磨削修整,由图1结合图8中所示,金刚石拉拔模具多晶薄膜涂层抛光设备还包括对抛光装置3磨削修整的、角度可调的磨削修整装置5,具体的,磨削修整装置5包括经由支架51安装于工作台1上的高速电主轴52,以及转动连接于高速电主轴52上的磨削修整头53,由图8中所示,于工作台1上开设有弧形槽11,支架51的一端固定于工作台1上,支架51的另一端滑设于弧形槽11内。
52.磨削修整装置5的设置,能够便于对抛光装置3加工磨损后的磨削,且通过于工作台1上开设有弧形槽11,支架51的一端固定于工作台1上,支架51的另一端滑设于弧形槽11内,可调整磨削修整头53的位置,而便于对抛光装置3不同部位进行磨削。本实施例中,弧形槽11的弧度直径为100mm,而使磨削修整头53在
±
10
°
范围内可调。
53.如图1结合图5中所示,当需要对磨头353进行磨削修整时,将第二安装板36和第三安装板37间连接一个可拆卸的连接件371而将第二安装板36和第三安装板37固定,磨削修整后,再将连接件371拆除。
54.使用实施例中的金刚石拉拔模具多晶薄膜涂层抛光设备对金刚石拉拔模具多晶薄膜涂层的不规则曲面进行均匀抛光,包括如下步骤:
55.a、将金刚石拉拔模具8夹持于夹持装置2上;
56.b、调整抛光装置3相对于金刚石拉拔模具8的进给方向,直至抛光装置3到达工作位置;
57.c、参数设定;
58.c1、对抛光装置3施加一柔性力使其与多晶薄膜涂层的不规则曲面保持柔性贴合;
59.c2、调整夹持装置2的转速参数、抛光装置3的运动参数;
60.d、制作金刚石微粉混合液并输送至金刚石拉拔模具的内孔表面;
61.d1、于混料输送装置4中加入一定比例的金刚石细粉和水两种物料,或加入一定比例的金刚石细粉和油两种物料,或先加入一定比例的金刚石细粉和水两种物料、再加入一定比例的金刚石细粉和油两种物料,经由混料输送装置搅拌成金刚石微粉混合液;
62.d2将混合好的金刚石微粉混合液输送至金刚石拉拔模具8的内孔表面,过程中保持混料输送装置4的持续搅拌;
63.e、对金刚石拉拔模具8的内孔表面进行环向及纵向抛光,持续时间t1时,在抛光工作区随机选取多个对称位置,使用表面粗糙度轮廓测量仪检测表面粗糙度ra值;
64.f、针对表面粗糙度轮廓测量仪检测表面粗糙度ra值适时调整步骤c中各参数,选择性的重复步骤b、步骤d1、步骤d2和步骤e,至在抛光工作区随机选取多个对称位置,使用表面粗糙度轮廓测量仪检测表面粗糙度ra值均小于0.06μm;
65.g、抛光设备复位
66.具体的,本实施例中的抛光方法为全自动抛光,抛光设备上设置有操作屏,工作台1内设置有plc控制器,本实施例中的plc控制器型号为台达as228t-a。
67.在步骤a中,金刚石模具夹持于夹持装置2的卡盘25上,为适用于不同尺寸的金刚石拉拔模具8,而使可操作范围更广,卡盘25的尺寸可选,具体的,夹持装置2的夹持范围为65mm~205mm。
68.在步骤b中,调整抛光装置3的磨头353的y向进给方向,直至实施例一中的金属触片7进入槽型传感器6后,信号传递给plc控制器,抛光组件停止y向进给,后经由线性模组31调整抛光装置3的磨头353的x向进给方向,至金属拉拔模具的初始加工位置,具体的,初始加工位置为入口区曲面。
69.在步骤c1中,柔性力为5~7n大小可调。
70.柔性力越大,抛光效率越高,但会对多晶薄膜涂层表面产生很明显的打磨痕迹,且柔性力越大,磨头353的损耗越快;而柔性力较小,又不能起到抛光效果,所以为得到合适的抛光效率和加工精度,经反复对比试验,本实施例中,柔性力为5~7n大小可调,以适应于不规则曲面,以及不同尺寸的金刚石拉拔模具8。
71.在步骤c2中,夹持装置2的转速为30~90r/min可调,抛光装置3的主轴转速为50~75hz可调,抛光装置3的前进后退速度为5~30mm/s可调。本实施例中,夹持装置2的转速优选为60~70r/min,同时抛光装置3的前进后退速度为5~10mm/s。
72.在步骤d1中,金刚石细粉和水的比例为1:4,金刚石细粉和油的比例为1:2。
73.在步骤d1中,可以直接于混料输送装置4中加入1:4的金刚石细粉和水两种物料,或直接于混合输送装置4中加入1:2的金刚石细粉和油两种物料,还可以在加工前期先加入1:4的金刚石细粉和水两种物料,待加工t1时间后再加入1:2的金刚石细粉和油两种物料,优选为在加工前期先加入1:4的金刚石细粉和水两种物料,待加工一段时间后再加入1:2的金刚石细粉和油两种物料,本实施例中,待加工一段时间具体为1~2h。
74.在步骤d2中,混料输送装置4持续搅拌的搅拌器42为磁力搅拌器42。
75.在步骤e中,持续时间t1为3~18h,针对多晶薄膜涂层的不规则曲面特性,随机选取6个对称位置。
76.本实用新型经大量前述不同参数调配确定,柔性力在5~7n范围内,主轴转速为50~75hz范围内,夹持装置2在相对范围内转速越快、线性模组31在相对范围内前进速度越慢,抛光效果越好,实现数据如下:
[0077][0078]
以上所述仅为本实用新型较佳实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术构思加以等同替换或改变所得的技术方案,都应涵盖于本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1