一种驱动滚筒加工用打磨装置的制作方法
1.本实用新型属于驱动滚筒加工技术领域,尤其涉及一种驱动滚筒加工用打磨装置。
背景技术:
2.驱动滚筒为圆柱形零件,常应用于印花机、数码打印机等输送设备、造纸和包装机械等各类传动输送系统中,驱动滚筒多以不锈钢、铸钢件、实心锻打合金钢芯为材料,在驱动滚筒生产过程中,通常需要对其外表面进行打磨。
3.现有的驱动滚筒加工用打磨装置在打磨时,如授权公开号cn217019661u所示的驱动滚筒加工用打磨装置,包括底壳底部内壁两侧设有弹簧导柱,弹簧导柱顶部之间设有支撑辊,所述底壳顶部两侧内壁之间设有驱动滚筒,底上半部外壁一侧位于驱动滚筒一端设有驱动电机,底壳顶部两侧设有支架,支架之间两侧设有丝杆,丝杆之间设有连杆,连杆底部中央设有调节螺纹柱,调节螺纹柱外侧设有调节壳,调节壳底部设有打磨头,底壳底部内壁中央设有吸尘管,吸尘管顶部位于支撑辊外侧设有吸尘罩。其虽然实现了对驱动滚筒的自动打磨,但是只通过一个打磨头对驱动滚筒进行打磨,且驱动滚筒和丝杆需要用两个电机驱动,成本高且较为费时费力。
4.为此,我们提出来一种驱动滚筒加工用打磨装置解决上述问题。
技术实现要素:
5.本实用新型的目的是为了解决现有技术中打磨驱动滚筒较为费时费力的问题,而提出的一种驱动滚筒加工用打磨装置。
6.为了实现上述目的,本实用新型采用了如下技术方案:
7.一种驱动滚筒加工用打磨装置,包括箱体、驱动滚筒和固定安装在箱体外部一侧的吸尘器,所述箱体外部的一侧面安装有电机,箱体内部远离电机的一端侧面开设有放置槽,所述电机的输出轴伸入箱体内连接有联轴器,所述驱动滚筒的一端与联轴器固定,所述驱动滚筒的另一端卡在放置槽内,所述驱动滚筒的上方安装有往复丝杠,往复丝杠上套设有两组打磨组件,所述往复丝杠的两端转动连接在箱体内壁上且其中一端伸出箱体外侧与电机输出轴之间连接有减速传动组件,所述驱动滚筒的下方安装有吸尘罩,所述吸尘罩的底部连接有吸尘管,所述吸尘管穿过箱体连接到吸尘器上。
8.通过设置两组打磨组件,对驱动滚筒同时进行打磨,实现了驱动滚筒打磨速度的快速提升。
9.优选的,所述打磨组件包括螺纹套在往复丝杠上的滑动限位块和打磨头,所述滑动限位块的底面向下连接有滑柱,所述打磨头套设在滑动限位块的滑柱上。
10.通过设置打磨组件,实现了对驱动滚筒的打磨操作。
11.优选的,所述往复丝杠和驱动滚筒之间设有滑动贯穿两个打磨头的限位杆,所述箱体的内部两侧壁均固定安装有支撑限位杆两端的气缸。
12.通过设置限位杆和气缸,实现了对打磨头高度的调节,使装置可满足对不同的驱动滚筒的打磨需求。
13.优选的,所述减速传动组件包括直径不同的两个链轮以及连接链轮的链条,其中直径大的链轮固定套在往复丝杠的端部,直径小的链轮固定套在电机输出轴上,且直径大的链轮的齿牙数为直径小的齿轮的三倍。
14.通过设置减速传动组件,实现了往复丝杠和驱动滚筒转速的区分,往复丝杠转速慢,驱动滚筒转速快。
15.优选的,所述往复丝杠的中心位置设有分隔块。
16.通过设置分隔块,实现了对每组打磨组件的打磨范围的限定。
17.优选的,所述打磨头的下端均为弧形,且打磨头沿往复丝杠长度方向的尺寸大小大于滑动限位块沿往复丝杠长度方向的尺寸大小。
18.通过设置打磨头的形状和尺寸,实现了对驱动滚筒的全方位打磨。
19.优选的,所述吸尘罩为漏斗状、顶面为方形结构,吸尘罩的顶面四侧边与箱体的内壁贴合。
20.通过设置吸尘罩的形状和大小,实现了对打磨时产生的废屑的全方位的收集,保持装置的清洁。
21.优选的,所述放置槽呈l型且l型端部开有与驱动滚筒的滚轴吻合的卡槽,所述箱体顶面以及侧面上端均设有开口,并在开口处安装有翻盖,所述放置槽的一端延伸至开口处。
22.通过设置放置槽和箱体上的开口,实现了驱动滚筒的放置安装。
23.综上所述,本实用新型的技术效果和优点:该驱动滚筒加工用打磨装置,通过设置两组打磨组件,打磨组件之间通过分隔块进行分隔,再通过设定打磨头的宽度实现两组打磨组件对驱动滚筒的全方位打磨,加快了打磨驱动滚筒的速度,还设置了减速传动组件,通过链轮大小的不同实现往复丝杠和驱动滚筒可用同一电机驱动但转速不同的需求,实现一个电机完成整个打磨工作,成本低,打磨更方便;此外,还设置了气缸和限位杆,通过气缸调节限位杆的高度,继而实现打磨头高度的自动调节,无需人工进行调节,省时省力。
附图说明
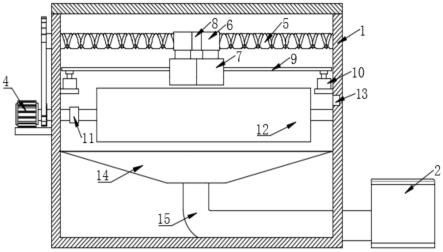
24.图1为本实用新型结构示意图;
25.图2为本实用新型外部结构示意图;
26.图3为本实用新型内部结构示意图;
27.图4为本实用新型打磨组件剖面结构示意图。
28.图中:1、箱体;2、吸尘器;3、翻盖;4、电机;5、往复丝杠;6、滑动限位块;7、打磨头;8、分隔块;9、限位杆;10、气缸;11、联轴器;12、驱动滚筒;13、放置槽;14、吸尘罩;15、吸尘管;16、链轮;17、链条。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的
实施例。
30.参照图1-图3,一种驱动滚筒加工用打磨装置,包括箱体1、驱动滚筒12和固定安装在箱体1外部一侧的吸尘器2,箱体1外部的一侧面安装有电机4,箱体1内部远离电机4的一端侧面开设有放置槽13,放置槽13呈l型且l型端部开有与驱动滚筒12的滚轴吻合的卡槽,放置槽13的深度是驱动滚筒12的一端伸入联轴器11的长度的两倍,这样可使驱动滚筒12在放置时一端能插进联轴器11中,实现驱动滚筒12位置的固定,当驱动滚筒12固定好后,驱动滚筒12卡在放置槽13中的滚轴一侧面与放置槽13的内壁并不贴合。箱体1顶面以及侧面上端均设有开口,并在开口处安装有向后翻的翻盖3,使装置在运行时产生的废屑被隔挡,防止污染环境,并方便驱动滚筒12的取放,放置槽13的一端延伸至开口处。
31.电机4的输出轴伸入箱体1内连接有联轴器11,驱动滚筒12的一端与联轴器11固定,驱动滚筒12的另一端卡在放置槽13内,驱动滚筒12的上方安装有往复丝杠5,往复丝杠5上套设有两组打磨组件,往复丝杠5的两端转动连接在箱体1内壁上且其中一端伸出箱体1外侧与电机4输出轴之间连接有减速传动组件,减速传动组件包括直径不同的两个链轮16以及连接链轮16的链条17,两个链轮16处于同一平面,其中直径大的链轮16固定套在往复丝杠5的端部,直径小的链轮16固定套在电机4输出轴上,且直径大的链轮16的齿牙数为直径小的链轮16的三倍,这样使得往复丝杠5的转速慢,驱动滚筒12的转速快,驱动滚筒12的转速为往复丝杠5的三倍。
32.驱动滚筒12的下方安装有吸尘罩14,吸尘罩14为漏斗状、顶面为方形结构,吸尘罩14的顶面四侧边与箱体1的内壁贴合,这样可以全方位收集废屑,且废屑会自动滑落,吸尘罩14的底部连接有吸尘管15,吸尘管15穿过箱体1连接到吸尘器2上。
33.参照图3-图4,往复丝杠5和驱动滚筒12之间设有滑动贯穿两个打磨头7的限位杆9,且往复丝杠5的中心位置设有分隔块8,用来限定每组打磨组件的打磨范围,箱体1的内部两侧壁均固定安装有支撑限位杆9两端的气缸10,限位杆9的两端向下设置有卡套使其可以套在气缸10上,实现限位杆9和气缸10的配套安装。
34.打磨组件包括螺纹套在往复丝杠5上的滑动限位块6和打磨头7,滑动限位块6的底面向下连接有滑柱,打磨头7套设在滑动限位块6的滑柱上。打磨头7的下端均为弧形,因为驱动滚筒12为圆柱形,所以打磨头7设置成弧形可以更好地打磨驱动滚筒12,且打磨头7沿往复丝杠5长度方向的尺寸大小大于滑动限位块6沿往复丝杠5长度方向的尺寸大小,这样使两个打磨头7在滑动到中心位置时可以紧贴,对驱动滚筒12进行全方位打磨。
35.工作原理:装置运行前,先向后打开翻盖3,将驱动滚筒12的一端紧贴放置槽13的内壁放置到箱体1中,再将驱动滚筒12的另一端插进联轴器11中固定,通过调节气缸10将限位杆9调到所需高度,带动套设在限位杆9上的打磨头7移动到所需高度,调节好后关上翻盖3,启动电机4和吸尘器2,往复丝杠5和驱动滚筒12开始运转,两个打磨头7开始来回对驱动滚筒12进行打磨,打磨过程中产生的废屑会掉落到吸尘罩14中,通过吸尘管15被吸尘器2收集,打磨完成后关闭电机4和吸尘器2,打开翻盖3,将驱动滚筒12向放置槽13的内壁移动并抽出插在联轴器11中的一端,再通过放置槽13将打磨好的驱动滚筒12取出使用。
36.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范
围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1