一种软钎料拉伸试样浇铸模具的制作方法
本技术属于模具,特别涉及一种软钎料拉伸试样浇铸模具
背景技术:
1、为测得材料拉伸力学性能,往往要对材料进行拉伸试验。对某种产品来说,通常采用直接拉伸测得产品拉伸力学性能,而对一种材料而言,则需熔炼、浇铸,按照标准规定制备拉伸试样进行拉伸试验。对钎料合金而言,后续产品应用需要重熔焊接,对成型加工后的形变强化性能往往不重视,当然钎料合金产品形状不规则、尺寸精细也不允许进行拉伸试验。因此,钎料合金产品均以熔炼、浇铸来制备拉伸试样测量拉伸性能,用原材料拉伸性能代表产品拉伸性能。
2、 在日本工业标准jis z 3198中规定了浇铸模具的形状为:包括由左半型1和右半型2组成的模体及分别位于模体两端的两个固定圆环19。
3、 在日本工业标准jis z 3198中,试样浇铸温度要比熔点高100℃±5℃,浇铸时铸型为常温,加工余量要求标距部位直径余量20mm以上,试样长度余量30mm以上,这控制了铸件的冷却速度。然而,由于浇铸完铸型会升温,为保持铸型为常温,还需进行水冲冷却,擦干表面水珠然后用吹风筒烘干水分,软钎料合金在铸型中脱模困难,往往需要费很大功夫敲开,还有使模具变形的风险。
技术实现思路
1、针对上述软钎料浇铸模具脱模困难的问题,本实用新型提供了一种脱模简单的软钎料拉伸试样浇铸模具。
2、以下是本实用新型具体内容:
3、一种软钎料拉伸试样浇铸模具,包括模体,所述模体包括左半型和与之配合的右半型,所述左半型和右半型底部安装有一个共同的底板,左半型和右半型配合处设置有型腔。
4、所述左半型与右半型上均设置有至少一个通孔,每个通孔内设置有顶推件,所述顶推件包括顶推件头端,顶推杆和顶推件尾端,顶推件头端比顶推杆大,顶推件尾端具有螺纹,螺纹上设置有螺母和垫片,顶推杆尾端伸出半型部分套有弹簧,与螺母、垫片组合成顶出件复原机构。
5、所述模体两侧分别设置有锁扣,所述锁扣用于将左半型和右半型连接在一起,所述锁扣包括固定件和活动件,所述固定件和活动件分别固定设置在左半型和右半型上。
6、通过设置双锁扣左右半型、底板、顶推机构,使浇铸模具脱模简单,避免了敲砸导致模具变形。
7、作为一种优选方式,左半型和右半型上分别设置有入水口,入水口连接有冷却水道,冷却水道连接有出水口,所述冷却水道围绕型腔呈环形分布。每个上述入水口与外部进水管连接,每个出水口与外部出水管连接。
8、通过设置该冷却水道,能够更方便地使铸件冷却下来。
9、进一步地,所述浇铸模具还包括测温机构,该测温机构包括表头和热电偶芯,表头安装在左半型或右半型上,安装有表头的半型上设置有热电偶芯通道,所述热电偶芯从所述热电偶芯通道伸入型腔内壁测温。
10、通过设置测温机构,与冷却水道配合,使浇铸模具控温方便,操作简单,能控制铸件冷却速度。
11、作为一种优选方式,所述模体上设置有至少一个排气道,所述排气道连通型腔与大气环境。
12、进一步地,所述排气道的直径小于或等于0.5毫米。
13、进一步地,所述排气道中间设置有排气腔,所述排气腔截面可以是圆形、方形、椭圆形等任意形状。
14、 通过设置标准拉伸试样尺寸的型腔、排气腔、排气孔,使铸件浇铸过程中排气更容易,与日本工业标准jis z 3198浇铸模具相比,减少了铸件表面气孔数量和大小,保证了铸件的表面质量,同时大大减少了铸件用料,从1500g用料减少到260g,降低成本,减少了浪费。
15、作为一种优选方式,所述型腔上方设置有冒口,所述冒口根部与型腔上端留有切割标记,冒口两侧具有斜度。
16、进一步地,冒口高度等于0.8-1.8倍的冒口根部直径,冒口根部直径等于1.2-1.5倍的型腔上端直径,冒口两侧斜度5-8°。
17、作为最优选方案,冒口高度等于1.7倍的冒口根部直径,冒口根部直径等于1.2倍的型腔上端直径,冒口两侧斜度为5°。
18、通过设置冒口,对拉伸试样进行补缩,保证了铸件的内部质量,留有切割标记,方便加工去除。
19、进一步地,所述左半型上具有型腔的面上设置有限位块,所述右半型上具有与所述限位块相适配的凹槽,所述限位块与凹槽均具有斜度。
20、进一步地,所述型腔为拉伸试样形状,根据需求改变拉伸试样夹头形状尺寸、标距部位直径。
21、与现有技术相比,本实用新型的有益效果为:
22、1、本实用新型通过设置测温机构、冷却水道,使浇铸模具控温方便,操作简单,能控制铸件冷却速度。
23、 2、本实用新型通过设置双锁扣左右半型、底板、顶推机构、限位块,使浇铸模具脱模简单,避免了敲砸导致模具变形;同时,与常规铰链式半开模相比,双锁扣左右半型、底板、限位块的组合配合能避免两个半芯腔上下左右错位,同时底板还有避免模具摆放底部不平、杂物影响等,保证了铸件的质量。
24、 3、本实用新型通过设置标准拉伸试样尺寸的型腔、排气腔、排气孔,使铸件浇铸过程中排气更容易,与日本工业标准jis z 3198浇铸模具相比,减少了铸件表面气孔数量和大小,保证了铸件的表面质量,同时大大减少了铸件用料,从1500g用料减少到260g,降低成本,减少了浪费。
25、 4、本实用新型通过设置冒口,对拉伸试样进行补缩,保证了铸件的内部质量,留有切割标记,方便加工去除。配合测温机构、冷却水道的控制铸件冷却速度和标准拉伸试样尺寸的型腔、排气腔、排气孔的保证表面质量,使浇铸模具直接浇铸出来的拉伸试样可以不用机加工,直接拉伸就能达到日本工业标准jis z 3198中规定浇铸模具制成拉伸试样的力学拉伸性能,具备优秀的替代性。
技术特征:
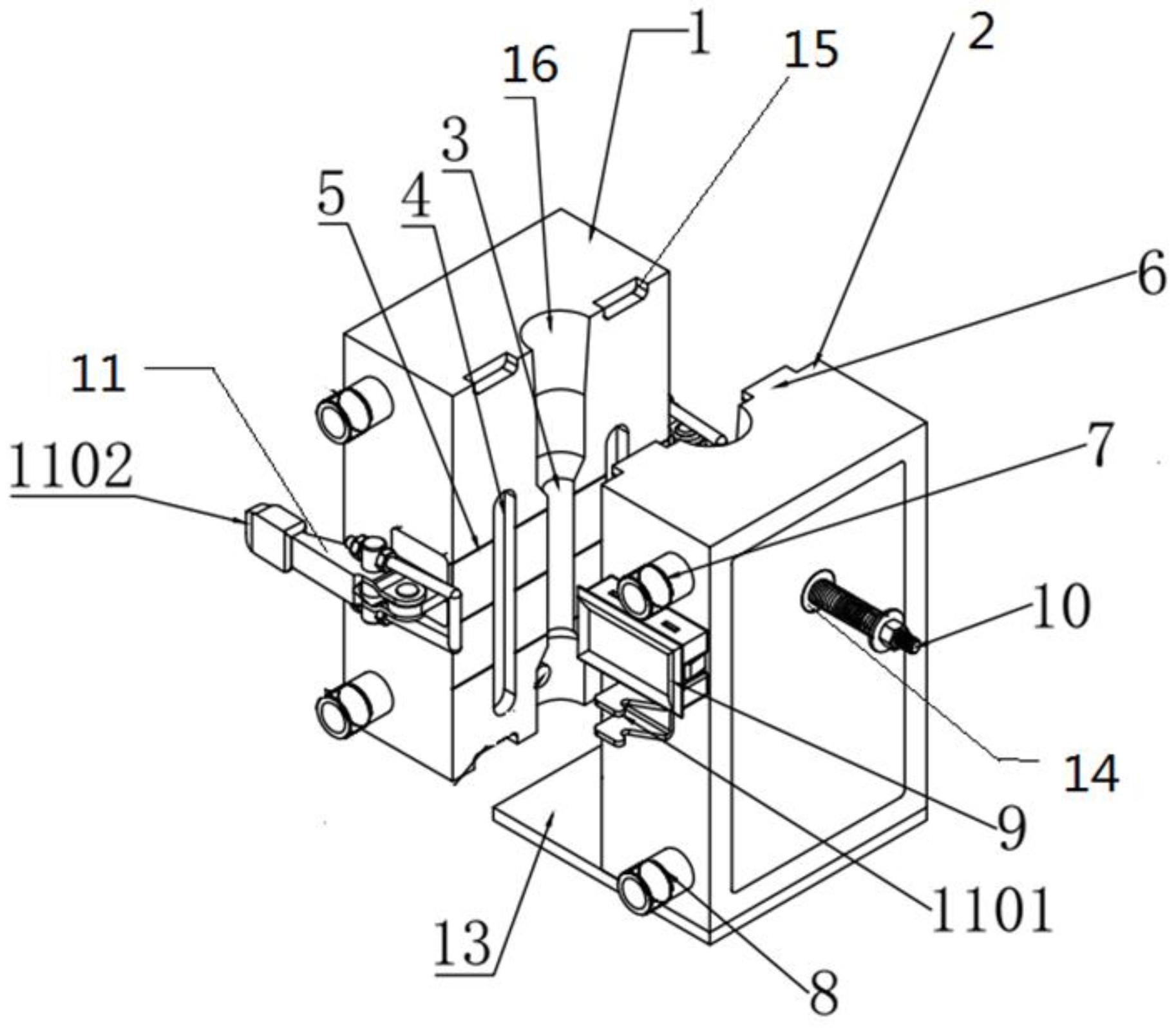
1.一种软钎料拉伸试样浇铸模具,包括模体,所述模体包括左半型(1)和与之配合的右半型(2),其特征在于,所述左半型(1)和右半型(2)底部安装有一个共同的底板(13),左半型(1)和右半型(2)配合处设置有型腔(3);
2.根据权利要求1所述的软钎料拉伸试样浇铸模具,其特征在于,所述左半型(1)和右半型(2)上分别设置有入水口(8),所述入水口连接有冷却水道,冷却水道连接有出水口(7),所述冷却水道围绕型腔呈环形分布。
3.根据权利要求2所述的软钎料拉伸试样浇铸模具,其特征在于,所述浇铸模具还包括测温机构(9),所述测温机构(9)包括表头和热电偶芯,所述表头安装在左半型(1)或右半型(2)上,安装有表头的所述半型上设置有热电偶芯通道,所述热电偶芯从所述热电偶芯通道伸入型腔内壁测温。
4.根据权利要求1所述的软钎料拉伸试样浇铸模具,其特征在于,所述模体上设置有至少一个排气道(5),所述排气道(5)连通型腔(3)与大气环境。
5.根据权利要求4所述的软钎料拉伸试样浇铸模具,其特征在于,所述排气道(5)的直径小于或等于0.5毫米。
6.根据权利要求4所述的软钎料拉伸试样浇铸模具,其特征在于,所述排气道中间设置有排气腔(4),所述排气腔(4)截面可以是圆形、方形、椭圆形。
7.根据权利要求1所述的软钎料拉伸试样浇铸模具,其特征在于,所述型腔上方设置有冒口(16),所述冒口(16)根部与型腔上端留有切割标记,冒口(16)两侧具有斜度。
8.根据权利要求7所述的软钎料拉伸试样浇铸模具,其特征在于,所述冒口(16)高度等于0.8-1.8倍的冒口(16)根部直径,冒口(16)根部直径等于1.2-1.5倍的型腔(3)上端直径,冒口(16)两侧斜度5-8°。
9.根据权利要求1所述的软钎料拉伸试样浇铸模具,其特征在于,所述右半型(2)上具有型腔(3)的面上设置有限位块(6),所述左半型(1)上具有与所述限位块(6)相适配的凹槽(15),所述限位块(6)与凹槽(15)均具有斜度。
10.根据权利要求1-9任一项所述的软钎料拉伸试样浇铸模具,其特征在于,所述型腔(3)为拉伸试样形状,根据需求改变拉伸试样夹头形状尺寸、标距部位直径。
技术总结
本技术公开了一种软钎料拉伸试样浇铸模具,包括模体,模体包括左半型和与之配合的右半型,所述左半型和右半型底部安装有一个共同的底板,左半型和右半型配合处设置有型腔。所述左半型与右半型上均设置有至少一个通孔,每个通孔内设置有顶推件,所述顶推件通过通孔顶推出浇铸件。所述左半型和右半型上设置有锁扣,所述锁扣包括固定件和活动件,分别固定在左半型和右半型两侧。同时,所述模体上设置有冷却水道和测温装置进行控温,通过排气道进行气体排放。通过上述结构,使浇铸模具控温方便,操作容易,脱模简单,避免了敲砸导致模具变形;同时提高了铸件质量,减少了铸件用料。
技术研发人员:林钦耀,林献,黄耀林,李志豪,蔡航伟
受保护的技术使用者:广州汉源新材料股份有限公司
技术研发日:20221107
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!