一种新型地铁打磨砂轮及其热压成型模具、制备方法与流程
本发明涉及一种新型地铁打磨砂轮及其热压成型模具、制备方法。
背景技术:
1、随着我国地铁运输里程增加、载客频率不断提高,钢轨的损坏也越来越严重,产生病害的频率也越来越高,严重影响乘坐的舒适性和列车行驶的安全,为了提高乘坐的舒适性和安全性,需要定期对钢轨进行维护。钢轨打磨是一种有效且成本较低的钢轨维护方式,通过钢轨打磨可以预防和修复钢轨病害,提升行车行驶的安全性。
2、目前常用钢轨打磨砂轮为热压成型工艺制备的锆刚玉树脂砂轮,该砂轮强度高、气孔率低、自锐性差,在打磨钢轨时砂轮排屑难、易堵塞,导致无法持续开刃,从而引起烧轨现象,严重情况下甚至使砂轮破裂,从而产生一定的危险。这不仅仅会影响钢轨的维修进程,还会危及到人身安全。解决钢轨打磨烧轨问题迫在眉睫。
技术实现思路
1、为了克服现有技术的上述缺点,本发明提出了一种新型地铁打磨砂轮及其热压成型模具、制备方法,旨在解决砂轮使用过程中烧轨的问题。本发明在不影响砂轮强度和使用寿命的前提下,提高了砂轮的排屑散热能力和自锐性,从而提升打磨质量,解决烧轨问题。
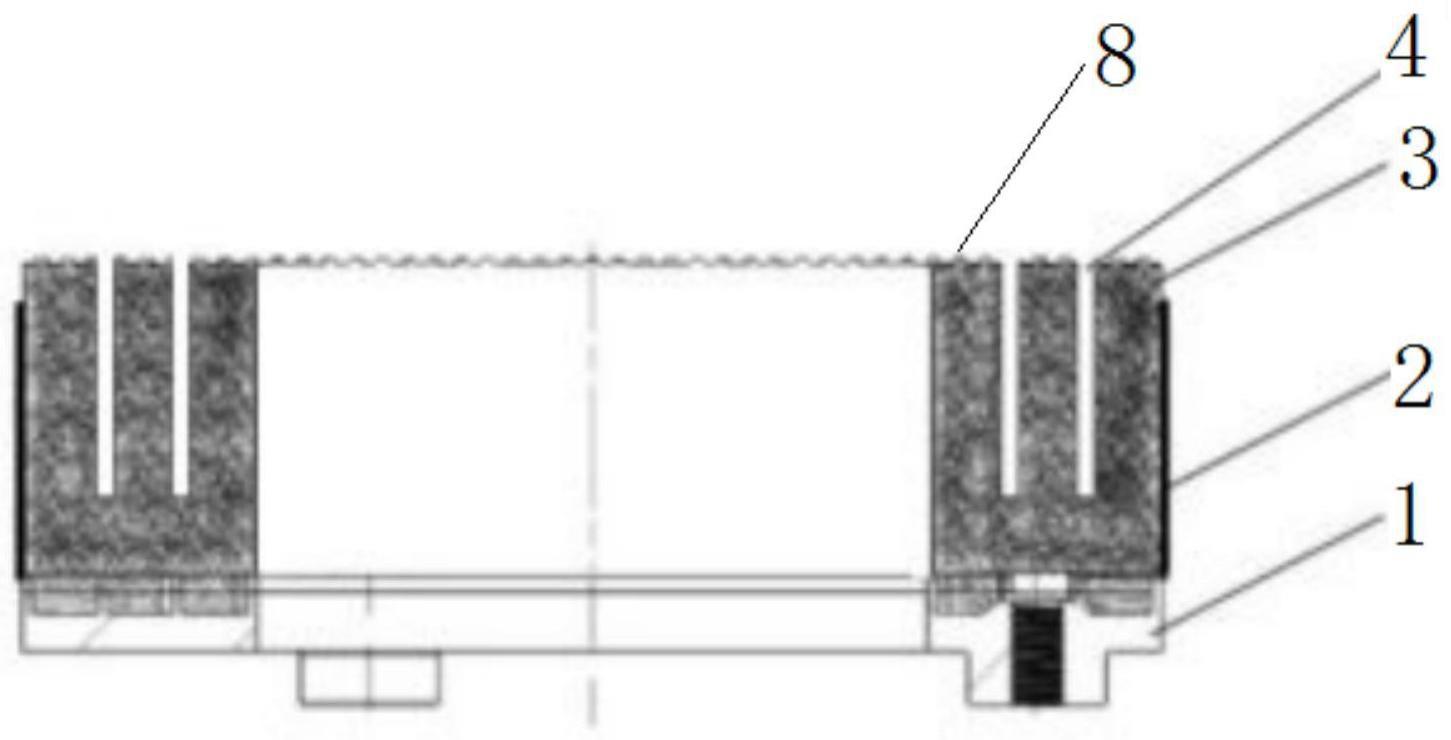
2、本发明解决其技术问题所采用的技术方案是:一种新型地铁打磨砂轮,包括铝基体、玻璃纤维增强层和磨削体,在所述磨削体上设置有排屑开刃孔。
3、进一步地,所述排屑开刃孔直径为3-20mm,孔深度为砂轮厚度的3/4。
4、进一步地,所述排屑开刃孔包括内外两层,每层均布有若干个孔。
5、进一步地,所述排屑开刃孔为三角形、梯形、方形、菱形。
6、进一步地,在磨削体的表面设置有开刃凸起。
7、本发明还提供了一种新型地铁打磨砂轮的热压成型模具,在模具的盖板上设置有均匀分布的沉头孔,在沉头孔中插入有插针。
8、进一步地,所述插针与砂轮接触位置为锥形。
9、进一步地,在盖板与待成型料接触的一面设置有凹槽。
10、本发明还提供了一种新型地铁打磨砂轮的制备方法,包括如下步骤:
11、步骤一、组装涂有脱模剂的模具与铝基体;
12、步骤二、将砂轮待成型料投入组装好的模具中,犁料、摊平;
13、步骤三、将盖板凹槽一侧朝下放入模具中,盖在待成型料上;再将插针通过盖板的沉头孔均匀插入摊平的磨料中,再在盖板上放上压板,最后放入压头;
14、步骤四、将带有成型料的模具放入热压机中热压20min,然后脱模,取出砂轮坯体;
15、步骤五、在砂轮坯体上进行缠丝加强,形成玻璃纤维增强层;
16、步骤六、将砂轮放入固化炉中固化6h后即得到新型地铁打磨砂轮。
17、与现有技术相比,本发明的积极效果是:
18、本发明通过增加砂轮的排屑开刃孔,阻断砂轮磨削过程中部分连续磨削发热、增加排屑散热功能、提升砂轮自锐性,解决了砂轮在磨削过程中遇到的气孔堵塞,自锐性差和烧轨等问题,同时保证了砂轮的使用寿命。使用该结构的新型砂轮对比于没有排屑开刃孔的普通砂轮,磨削质量更好,无烧轨现象,能够有效且稳定的去除钢轨病害。
19、本发明利用改进的砂轮热压成型模具盖板、插针对砂轮的结构进行改进,增加均匀分布的排屑开刃孔,从而提升砂轮的自锐性、容屑排屑能力,阻断砂轮连续磨削发热,有效解决了普通砂轮使用过程中粘附磨屑,易烧轨的难题。
技术特征:
1.一种新型地铁打磨砂轮,其特征在于:包括铝基体、玻璃纤维增强层和磨削体,在所述磨削体上设置有排屑开刃孔。
2.根据权利要求1所述的一种新型地铁打磨砂轮,其特征在于:所述排屑开刃孔直径为3-20mm,孔深度为砂轮厚度的3/4。
3.根据权利要求1所述的一种新型地铁打磨砂轮,其特征在于:所述排屑开刃孔包括内外两层,每层均布有若干个孔。
4.根据权利要求1所述的一种新型地铁打磨砂轮,其特征在于:所述排屑开刃孔为圆形、三角形、梯形、方形、菱形。
5.根据权利要求1所述的一种新型地铁打磨砂轮,其特征在于:在磨削体的表面设置有开刃凸起。
6.一种权利要求1所述的一种新型地铁打磨砂轮的热压成型模具,其特征在于:在模具的盖板上设置有均匀分布的沉头孔,在沉头孔中插入有插针。
7.根据权利要求6所述的一种新型地铁打磨砂轮的热压成型模具,其特征在于:所述插针与砂轮接触位置为锥形。
8.根据权利要求6所述的一种新型地铁打磨砂轮的热压成型模具,其特征在于:在盖板与待成型料接触的一面设置有凹槽。
9.一种新型地铁打磨砂轮的制备方法,其特征在于:包括如下步骤:
技术总结
本发明公开了一种新型地铁打磨砂轮及其热压成型模具、制备方法,砂轮包括铝基体、玻璃纤维增强层和磨削体,在所述磨削体上设置有排屑开刃孔。与现有技术相比,本发明的积极效果是:本发明通过增加砂轮的排屑开刃孔,阻断砂轮磨削过程中部分连续磨削发热、增加排屑散热功能、提升砂轮自锐性,解决了砂轮在磨削过程中遇到的气孔堵塞,自锐性差和烧轨等问题,同时保证了砂轮的使用寿命。使用该结构的新型砂轮对比于没有排屑开刃孔的普通砂轮,磨削质量更好,无烧轨现象,能够有效且稳定的去除钢轨病害。
技术研发人员:任桂宏,侯亮,皮久,王卧龙,张慕豪,王仁,卢小龙,李雄,刘锦霖
受保护的技术使用者:中铁隆昌铁路器材有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!