一种无铝型管件钢Q555PF的生产方法与流程
本发明属于冶金,涉及一种具有良好焊接性能的高强韧性和良好的调质性能的高强度管件钢及其生产方法。
背景技术:
1、随着能源结构的变化以及对能源需求的增长,内陆能源逐渐减少,各国对于能源的开采也逐渐由内陆向海洋、极地延伸,这就极大地促进了长距离输送管线的发展。海洋、极地自然条件较为恶劣,洋流、冻土、地震、低温大大提升了材料被破坏的风险,因而对材料提出更高的要求。为了提高输送效率,降低工程成本,促使长距离石油天然气输送管线用钢向高钢级、大直径、大壁厚、低温韧性方向发展,产生了对高强度低温韧性钢的需求。
2、高强度低温韧性钢是一个高技术含量、高附加值的新钢种,它除有较高的屈服强度、抗拉强度外,还有良好的延伸性能、冷弯性能、焊接性能和低温止裂性能,主要应用在天然气与石油输送行业,以适应更为复杂的服役环境,有效抵抗滑坡、地震、断层、低温环境带来的材料的破坏,提高钢材使用寿命,增加工程安全系数,也节约资源。
技术实现思路
1、本发明旨在提供提供一种高强度低温韧性好的石油天然气管线用钢q555pf的生产方法,具有强度高、韧性好、优良的低温韧性、优秀的加工性能及优良的焊接性能,钢的屈服强度550~650mpa,抗拉强度≥625mpa,屈强比≤0.88,板厚1/2 低温冲击韧性-40℃,akv≥300j。夹杂物a类粗系/细系≤0.5级;b类粗系/细系≤0.5级;c类粗系/细系≤0.5级;d类粗系/细系≤1.0级。
2、本发明通过下述技术方案予以实现:
3、一种无铝型管件钢q555pf的生产方法,工艺流程包括转炉冶炼、精炼、连铸、加热轧制、冷却、检查入库,钢的化学组成质量百分比为c=0.07~0.08,si=0.20~0.30,mn=1.50~1.60,p≤0.012,s≤0.002,nb=0.035~0.045,ti=0.015~0.02,al≤0.01,ni=0.22~0.25,cr=0.15~0.20,mo=0.24~0.28,v=0.045~0.055,cu=0.12~0.20,ca/s=0.9~2.0,其余为fe与不可避免的杂质;关键工艺步骤包括:
4、(1)转炉:转炉控制氧≥400ppm,采用滑板装置,炉后加入石灰与al2o3进行渣处理,无铝脱氧;炉后采用大氩气搅拌4~8min进行充分碳氧反应,终点碳含量≤0.045;
5、(2)精炼:加入石灰与精炼渣料脱氧、硫,精炼渣碱度cao/sio2≤4.5~6.0,全程控制钢水中铝含量小于0.008%,避免al2o3夹杂物的生成;在0.5tor真空度条件下保持真空时间18分钟以上;对钢水进行脱氮、氢、氧处理,控制h≤1.5、o≤13ppm;
6、(3)连铸:全程低过热度保护浇铸,浇铸温度≤1534℃,控制过热度8~12℃;二次冷却采用动态配比水的方法,比水量0.25~0.45l/kg;动态轻压下技术铸坯压下量6~8mm;铸坯火焰切割后采用铸坯淬火装置急冷至≤600℃,铸坯下线进保温装置缓冷至≤350℃装炉轧制;
7、(4)轧制:加热温度1150~1180℃,加热时间280~320min,待温坯厚度>3h,开轧温度840~930℃,终轧温度770~810℃;采用在线淬火,开始冷却温度780~820℃,终冷温度240~320℃,冷却速率25~35℃/s,得到屈服强度550~650mpa,抗拉强度630~730mpa,屈强比≤0.88,厚度1/2低温冲击韧性-40℃,akv≥300j的低温管件钢。
8、本发明的原理:
9、关于步骤(1),利用大氧气射流搅拌熔池,造高碱度渣,使得出钢氧含量≥400ppm,碳氧积=0.0023%,p≤0.010%,采用滑板挡渣出钢,减少高氧化渣的混出,不脱氧合金化,保持钢水的高氧含量,炉后大氩气搅拌4~8min,使得碳氧反应进一步发生,生产成co2排出,进一步降低钢水的碳含量,不采用铝脱氧,使钢水中不产生al2o3夹杂物,稳定控制碳含量≤0.004%,为后续精炼创造条件。
10、关于步骤(2),采用石灰和精炼渣料脱氧、硫,造高碱度流动性渣,精炼渣碱度cao/sio2:4.5~6.0,全程不加入含铝材料,避免al2o3夹杂物的产生,便于cao-al2o3-sio2-mgo复合夹杂物转变,利于夹杂物上浮与排除,夹杂物稳定控制a类粗细/细系≤0.5级;b类粗系/细系≤0.5级;c类粗系/细系≤0.5级;d类粗系/细系≤1.0级。
11、关于步骤(3),中包自动开浇,长水口吹氩保护,氩气流量(20~60)l/min,避免钢水二次氧化,控制浇铸中包温度≤1534℃,全程保护浇铸可有效降低二次氧化物的生成,控制过热度8~12℃,连铸二冷动态配水技术,凝固末端三段动态轻压下技术,压下量7~9mm,减少中心桥琏的形成,减轻中心偏析与疏松,中心偏析c≤0.5级;铸坯经火焰切割后铸坯淬火装置激冷至≤600℃,均匀铸坯组织,下线保护罩内缓冷至≤350℃后装炉轧制,有利于氢气的扩散析出,偏析铸坯态组织进一步稳定,得到细等轴晶组织。
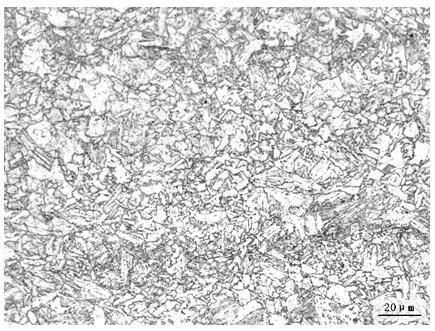
12、关于步骤(4),通过1140~1180℃低温加热的执行,初始奥氏体细小,中心偏析得到扩散,配合大压下轧制,进一步破碎晶粒,超大的冷速得了表面大量针状铁素体中间部分贝氏体的混合组织。铁素体组织相互缠绕,大量位错的存在,阻止了断裂的延展,提高了材料的止裂性能。
13、本发明的优点:生产流程简单,合金成本低,无铝成分控制可以有效避免al2o3夹杂物的产生,减少钢中大型夹杂物的量,提高钢材性能。独特的炉后脱碳技术,省去传统的rh脱碳工艺,减少了工序,省了生产成本,节约了能源,减少co2排放,减轻了转炉的吹炼压力,保护了转炉炉衬,延长了转炉炉龄,通过炉后吹氩搅拌碳-氧反应的进一步发生,可以稳定控制碳元素0.035%~0.045%。连铸坯淬火激冷+保温罩的保温技术,使铸坯得到尽可能多的细小等轴晶组织。铁素体加贝氏体缠绕组织,得到了优良的低温止裂性能。该发明所生产的低温管件钢q555pf,铸坯偏析c类≤1.0,钢板性能均匀稳定,具备优良的止裂性能,屈服强度550~630mpa,抗拉强度650~730mpa,屈强比≤0.88,-40℃冲击260~450j,夹杂物a类粗系/细系≤0.5级,b类粗系/细系≤0.5级,c类粗系/细系≤0.5级,d类粗系/细系≤1.0级。
技术特征:
1.一种无铝型管件钢q555pf的生产方法,其特征在于:钢的化学组成质量百分比为c=0.07~0.08,si=0.20~0.30,mn=1.50~1.60,p≤0.012,s≤0.002,nb=0.035~0.045,ti=0.015~0.02,al≤0.01,ni=0.22~0.25,cr=0.15~0.20,mo=0.24~0.28,v=0.045~0.055,cu=0.12~0.20,ca/s=0.9~2.0,其余为fe与不可避免的杂质;关键工艺步骤包括:
技术总结
本发明公开了一种无铝型低温管件钢Q555PF及其生产方法,工艺流程包括转炉冶炼、精炼、连铸、加热轧制、冷却、检查入库。钢的化学组成质量百分比为C=0.07~0.08,Si=0.20~0.30,Mn=1.50~1.60,P≤0.012,S≤0.002,Nb=0.035~0.045,Ti=0.015~0.02,Al≤0.01,Ni=0.22~0.25,Cr=0.15~0.20,Mo=0.24~0.28,V=0.045~0.055,Cu=0.12~0.20,Ca/S=0.9~2.0,其余为Fe与不可避免的杂质。本发明方法生产的钢具有强度高、韧性好、优良的低温韧性、优良的加工性能及优良的焊接性能,钢的屈服强度550~650Mpa,抗拉强度630~730Mpa,屈强比≤0.88,厚度1/2低温冲击韧性‑40℃,Akv≥300J。
技术研发人员:陈奇明,高擎,罗登,史术华,熊祥江,李中平,范明,彭宁琦
受保护的技术使用者:湖南华菱湘潭钢铁有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!