一种铁素体贝氏体镀层钢板及其制备方法与流程
本申请涉及汽车用先进高强钢制造,尤其涉及一种铁素体贝氏体镀层钢板及其制备方法。
背景技术:
1、汽车行业面临巨大的碳减排压力。在诸多的减排途径中,轻量化占据着极其重要的位置。汽车底盘为整车重要组成系统,占整车重量近20%,是汽车轻量化的重要途径和突破口。乘用车底盘系统每减少1kg重量,其轻量化效果是其它系统零部件的5~10倍。底盘零件形状复杂,除需进行冲压成形外,扩孔、翻边频率也较高,因此兼具优异延展性及扩孔、折弯性能的铁素体贝氏体钢用量较大。
2、目前应用的铁素体贝氏体钢强度主要为450~580mpa级,780mpa级应用相对较少,而980mpa超高强度级别更是鲜有应用。因此,亟待开发及应用980mpa级别铁素体贝氏体钢,提高底盘系统的轻量化水平。此外,对于控制臂等尤其需要耐蚀性的底盘部件,以高强度热轧铁素体贝氏体钢为基板的连续热镀锌铁素体贝氏体钢需求在不断提高。铁素体贝氏体镀层钢板的应用,可以提高零件寿命,降低零件修复、更换、再生产带来的能源消耗与碳排放。
技术实现思路
1、本申请提供了一种铁素体贝氏体镀层钢板及其制备方法,以解决现有铁素体贝氏体镀层钢板的抗拉强度较低的技术问题。
2、第一方面,本申请提供了一种铁素体贝氏体镀层钢板,所述镀层钢板的钢基体的化学成分包括:
3、c、si、mn、al、cr、mo、nb、v、ti、p、s以及fe;其中,以质量分数计,
4、c的含量为0.12~0.25%,si的含量为0.1%~0.3%,mn的含量为1.4%~2.5%,al的含量为0.5%~0.9%,cr的含量为0.05%~0.5%,mo的含量为0.02%~0.3%,nb的含量为0.02%~0.06%,v的含量为0~0.2%,ti的含量为0.06%~0.15%,p的含量为0~0.01%,s的含量为0~0.003%。
5、可选的,所述镀层钢板的显微组织包括:铁素体、贝氏体以及碳化物;其中,
6、铁素体的面积分数为30%~50%,贝氏体的面积分数为50%~70%,碳化物的面积分数为0~3%。
7、可选的,所述镀层钢板的屈服强度≥750mpa,所述镀层钢板的抗拉强度≥980mpa,所述镀层钢板的断后延伸率≥15%,所述镀层钢板的扩孔率≥35%。
8、第二方面,本申请提供了一种铁素体贝氏体镀层钢板的制备方法,用于制备第一方面任一项实施例所述的镀层钢板,所述方法包括:
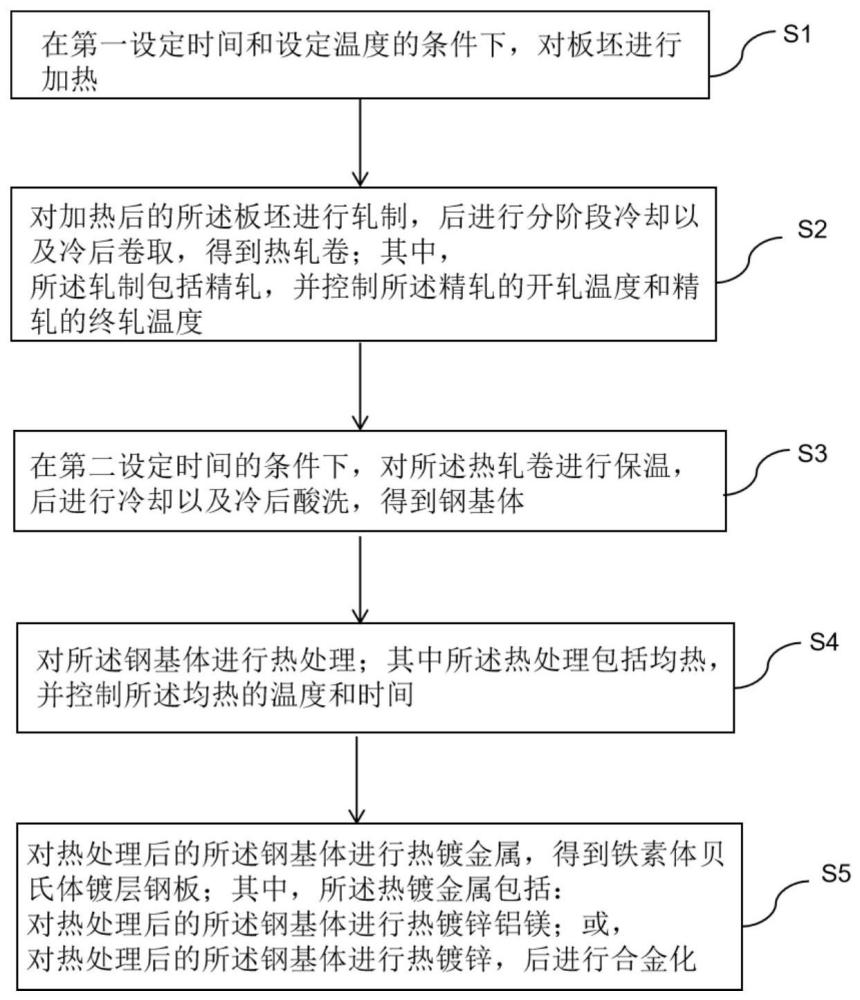
9、在第一设定时间和设定温度的条件下,对板坯进行加热;
10、对加热后的所述板坯进行轧制,后进行分阶段冷却以及冷后卷取,得到热轧卷;其中,所述轧制包括精轧,并控制所述精轧的开轧温度和精轧的终轧温度;
11、在第二设定时间的条件下,对所述热轧卷进行保温,后进行冷却以及冷后酸洗,得到钢基体;
12、对所述钢基体进行热处理;其中所述热处理包括均热,并控制所述均热的温度和时间;
13、对热处理后的所述钢基体进行热镀金属,得到铁素体贝氏体镀层钢板;其中,所述热镀金属包括:
14、对热处理后的所述钢基体进行热镀锌铝镁;或,
15、对热处理后的所述钢基体进行热镀锌,后进行合金化。
16、可选的,所述第一设定时间为200min~300min,和或所述设定温度为1240℃~1270℃。
17、可选的,所述精轧的开轧温度为980℃~1040℃,和或精轧的终轧温度为860℃~920℃。
18、可选的,所述对加热后的所述的板坯进行轧制,后进行分阶段冷却以及冷后卷取,得到热轧卷,包括:
19、对加热后的所述的板坯进行轧制,得到热轧板;
20、对所述热轧板进行第一水冷、空冷以及第二水冷,后在所述第二水冷的终点温度的条件下,进行卷取,得到热轧卷;其中,
21、所述第一水冷的冷却速度为40℃/s~60℃/s,所述第一水冷的终点温度为620℃~720℃,所述第二水冷的终点温度为350℃~450℃。
22、可选的,所述第二设定时间为≥12h。
23、可选的,所述均热的温度为640℃~680℃,和或所述均热时间为30s~70s。
24、可选的,所述合金化的温度为500℃~540℃。
25、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
26、本申请实施例提供的该铁素体贝氏体镀层钢板,利用nb、ti在热轧过程中的细晶强化和nb、v、ti在镀锌过程中的析出强化,将铁素体贝氏体钢的抗拉强度提高至980mpa及以上,符合轻量化发展趋势;采用低si高al成分设计,保证铁素体的比例以及铁素体贝氏体钢在抗拉强度达到980mpa级时仍得到大于15%的延伸率。
技术特征:
1.一种铁素体贝氏体镀层钢板,其特征在于,所述镀层钢板的钢基体的化学成分包括:
2.根据权利要求1所述的镀层钢板,其特征在于,所述镀层钢板的显微组织包括:铁素体、贝氏体以及碳化物;其中,
3.根据权利要求1所述的镀层钢板,其特征在于,所述镀层钢板的屈服强度≥750mpa,所述镀层钢板的抗拉强度≥980mpa,所述镀层钢板的断后延伸率≥15%,所述镀层钢板的扩孔率≥35%。
4.一种铁素体贝氏体镀层钢板的制备方法,其特征在于,用于制备权利要求1-3任意一项所述的镀层钢板,所述方法包括:
5.根据权利要求4所述的方法,其特征在于,所述第一设定时间为200min~300min,和或所述设定温度为1240℃~1270℃。
6.根据权利要求4所述的方法,其特征在于,所述精轧的开轧温度为980℃~1040℃,和或精轧的终轧温度为860℃~920℃。
7.根据权利要求4所述的方法,其特征在于,所述对加热后的所述的板坯进行轧制,后进行分阶段冷却以及冷后卷取,得到热轧卷,包括:
8.根据权利要求4所述的方法,其特征在于,所述第二设定时间为≥12h。
9.根据权利要求4所述的方法,其特征在于,所述均热的温度为640℃~680℃,和或所述均热时间为30s~70s。
10.根据权利要求4所述的方法,其特征在于,所述合金化的温度为500℃~540℃。
技术总结
本申请涉及汽车用先进高强钢制造技术领域,尤其涉及一种铁素体贝氏体镀层钢板及其制备方法。所述镀层钢板的钢基体的化学成分C、Si、Mn、Al、Cr、Mo、Nb、V、Ti、P、S以及Fe;其中,以质量分数计,C的含量为0.12~0.25%,Si的含量为0.1%~0.3%,Mn的含量为1.4%~2.5%,Al的含量为0.5%~0.9%,Cr的含量为0.05%~0.5%,Mo的含量为0.02%~0.3%,Nb的含量为0.02%~0.06%,V的含量为0~0.2%,Ti的含量为0.06%~0.15%,P的含量为0~0.01%,S的含量为0~0.003%。本申请内容解决了现有铁素体贝氏体镀层钢板的抗拉强度较低的技术问题。
技术研发人员:邹英,刘华赛,韩赟,王朝斌,朱国森,刘武华,滕华湘,邱木生,阳锋,蒋光锐,周纪名,陈洪生
受保护的技术使用者:首钢集团有限公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!