一种薄带连铸用布流装置的制作方法
本技术涉及薄带连铸,特别是涉及一种薄带连铸用布流装置。
背景技术:
1、薄带连铸,一种近终形的连续铸钢/炼铁技术,它直接浇铸厚度15mm以下的薄带坯,不再经热轧而直接冷轧成带材。薄带连铸主要有3种方法:双辊连铸、辊带式连铸和单辊连铸。
2、薄带连铸时需要用到布流装置,现有的布流装置中的中包不具备加热功能,浇注时间过长,中包内的钢水会出现大幅降温,严重时还会出现凝固,需要加以改进。
技术实现思路
1、本实用新型的目的就在于为了解决上述问题而提供一种薄带连铸用布流装置。
2、本实用新型通过以下技术方案来实现上述目的:
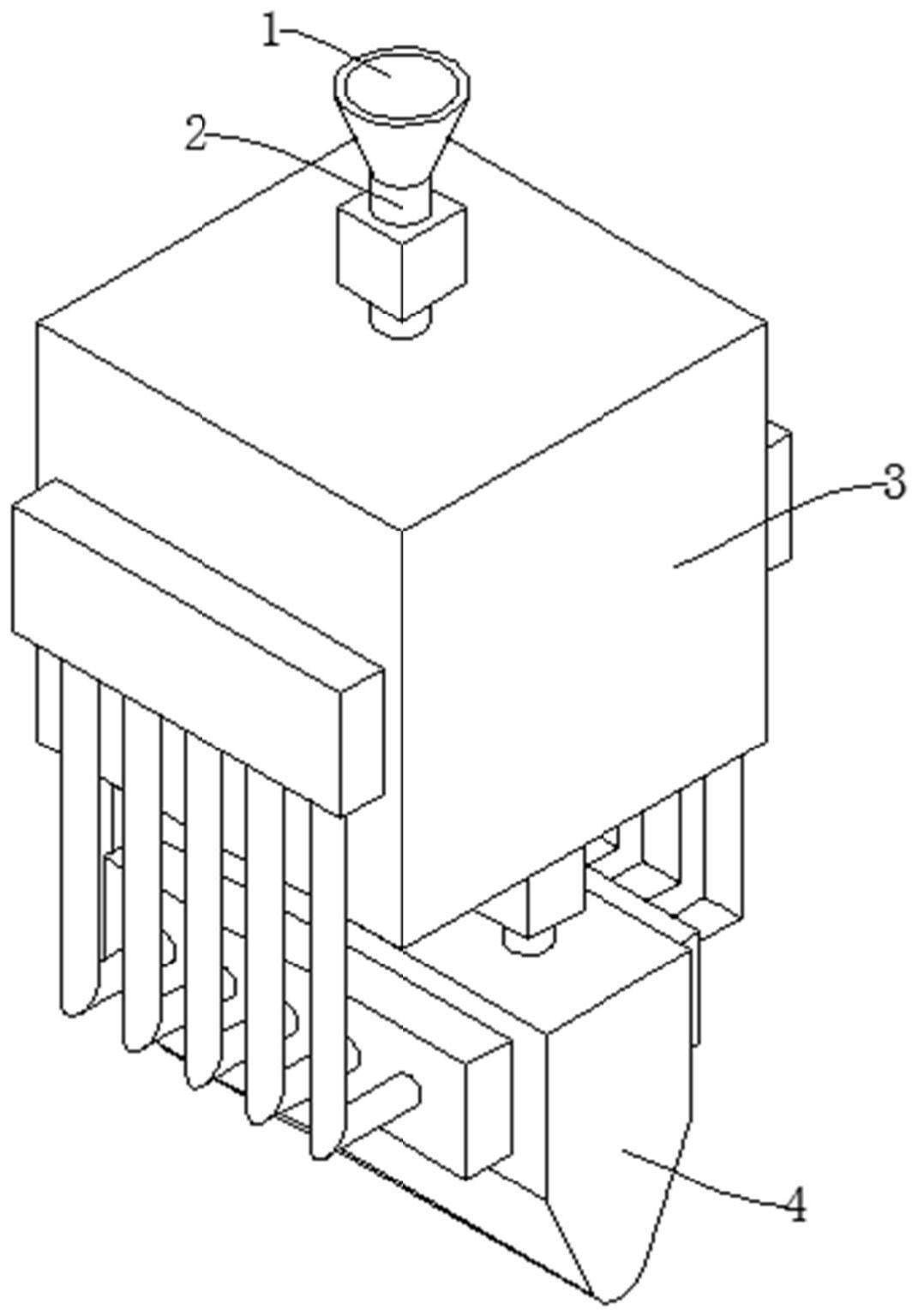
3、一种薄带连铸用布流装置,包括进料斗、进料管,所述进料管焊在所述进料斗下方,还包括用于对熔融金属进行加热的加热机构,所述加热机构安装在所述进料管下方;
4、所述加热机构包括中包、第一保温壳、加热器、保护箱、电机、转轴、搅拌杆、下料管,所述第一保温壳安装在所述中包两侧,所述加热器安装在所述第一保温壳内部,所述保护箱通过螺栓固定在所述中包后部,所述电机固定在所述保护箱内部,所述转轴固定在所述电机输出端,所述搅拌杆安装在所述转轴外侧,所述下料管焊在所述中包下方。
5、优选的,布流机构安装在所述加热机构下方,所述布流机构包括布流器、缓冲块、布流孔、第二保温壳、导热板、保温套、导热杆,所述缓冲块焊在所述布流器内部,所述布流孔设置在所述布流器上,所述第二保温壳通过螺栓安装在所述布流器两侧,所述导热板固定在所述第二保温壳内部,所述保温套安装在所述第二保温壳远离所述布流器的一侧,所述导热杆设置在所述保温套内部。
6、优选的,所述第一保温壳与所述中包通过螺栓连接,所述下料管的数量为三个。
7、优选的,所述搅拌杆与所述转轴焊接,所述搅拌杆的数量为二十个。
8、优选的,所述导热板和所述导热杆的材质均为氮化铝陶瓷。
9、优选的,所述保温套与所述导热杆粘接,所述保温套的材质为防火海绵。
10、与现有技术相比,本实用新型的有益效果如下:
11、通过设置加热机构,使用装置时,钢水经进料斗和进料管进入中包,钢水添加完毕后关闭进料管上的阀门,启动加热器和电机,加热器通电产生热量,热量传递到中包内的钢水,电机通过转轴带动搅拌杆转动,搅拌杆对钢水进行搅拌,如此使得钢水能够均匀受热,从而避免钢水在长时间浇注过程中出现大幅降温,使得浇注作业能够顺利进行。
技术特征:
1.一种薄带连铸用布流装置,包括进料斗(1)、进料管(2),所述进料管(2)焊在所述进料斗(1)下方,其特征在于:还包括用于对熔融金属进行加热的加热机构(3),所述加热机构(3)安装在所述进料管(2)下方;
2.根据权利要求1所述的一种薄带连铸用布流装置,其特征在于:布流机构(4)安装在所述加热机构(3)下方,所述布流机构(4)包括布流器(401)、缓冲块(402)、布流孔(403)、第二保温壳(404)、导热板(405)、保温套(406)、导热杆(407),所述缓冲块(402)焊在所述布流器(401)内部,所述布流孔(403)设置在所述布流器(401)上,所述第二保温壳(404)通过螺栓安装在所述布流器(401)两侧,所述导热板(405)固定在所述第二保温壳(404)内部,所述保温套(406)安装在所述第二保温壳(404)远离所述布流器(401)的一侧,所述导热杆(407)设置在所述保温套(406)内部。
3.根据权利要求1所述的一种薄带连铸用布流装置,其特征在于:所述第一保温壳(302)与所述中包(301)通过螺栓连接,所述下料管(308)的数量为三个。
4.根据权利要求1所述的一种薄带连铸用布流装置,其特征在于:所述搅拌杆(307)与所述转轴(306)焊接,所述搅拌杆(307)的数量为二十个。
5.根据权利要求2所述的一种薄带连铸用布流装置,其特征在于:所述导热板(405)和所述导热杆(407)的材质均为氮化铝陶瓷。
6.根据权利要求2所述的一种薄带连铸用布流装置,其特征在于:所述保温套(406)与所述导热杆(407)粘接,所述保温套(406)的材质为防火海绵。
技术总结
本技术公开了一种薄带连铸用布流装置,包括进料斗、进料管,所述进料管焊在所述进料斗下方,还包括用于对熔融金属进行加热的加热机构,所述加热机构安装在所述进料管下方。本技术通过设置加热机构,使用装置时,钢水经进料斗和进料管进入中包,钢水添加完毕后关闭进料管上的阀门,启动加热器和电机,加热器通电产生热量,热量传递到中包内的钢水,电机通过转轴带动搅拌杆转动,搅拌杆对钢水进行搅拌,如此使得钢水能够均匀受热,从而避免钢水在长时间浇注过程中出现大幅降温,使得浇注作业能够顺利进行。
技术研发人员:杨学书,李卫彬
受保护的技术使用者:福建圣力智能工业科技股份有限公司
技术研发日:20230331
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!