工件定位装置的制作方法
本技术涉及打磨抛光,具体而言,涉及一种工件定位装置。
背景技术:
1、在使用工业机器人对工件进行打磨抛光时,需要机器人的末端执行器从仿形料架夹持工件上料,机器人的机械臂控制工件贴近接触打磨工具实施打磨,打磨工具相对固定。对于尺寸精度要求不高或对尺寸没要求的工件,可以从仿形料架上夹持工件进而直接打磨。然而,对于打磨尺寸精度要求高的工件,仿形料架的定位精度就无法满足要求。
技术实现思路
1、鉴于此,本实用新型提出了一种工件定位装置,旨在解决现有技术中仿形料架的定位精度无法满足较高的打磨精度要求的问题。
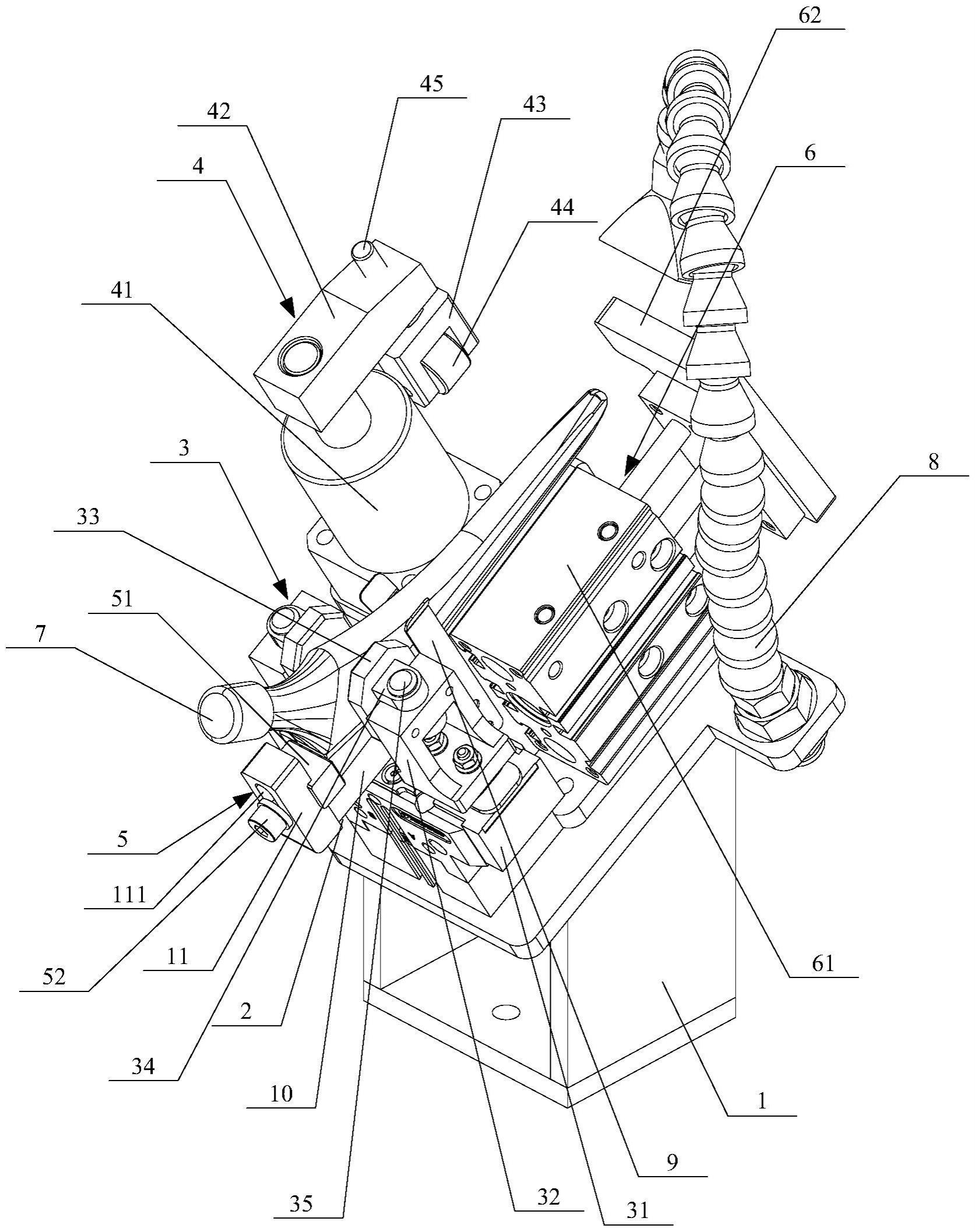
2、本实用新型提出了一种工件定位装置,该装置包括:安装座;定位座,设置于安装座,定位座设置有用于承载工件的承载台;夹紧机构,设置于安装座,用于对工件夹紧;压紧机构,设置于定位座,用于从工件的上部对工件压紧;限位机构,设置于定位座,用于从工件的第一端对工件限位;推动机构,设置于定位座,用于从工件的第二端推动工件。
3、进一步地,上述工件定位装置中,夹紧机构包括:平行手指气缸,设置于安装座;两个夹爪,与平行手指气缸的两个驱动端一一对应地连接,两个夹爪分别置于承载台的两侧;两个夹板,与两个夹爪一一对应地且角度可调地相连接,以使两个夹板均与工件相接触;平行手指气缸用于驱动两个夹爪相靠近以带动两个夹板从工件的两侧夹紧工件。
4、进一步地,上述工件定位装置中,每个夹板远离工件的一侧均垂直地设置有安装板,每个安装板均开设有安装孔;每个夹爪的顶部均设置有转轴,转轴均可转动地穿设对应的安装孔;每个安装板均具有预设长度,以使对应的夹板与夹爪之间具有预设间隙。
5、进一步地,上述工件定位装置中,压紧机构包括:旋转夹紧气缸,设置于定位座;支架,位置可调地设置于旋转夹紧气缸的摆臂,以调节支架的偏转角度以及支架与工件之间的距离;柔性材质的滚轮,可转动地设置于支架,用于压紧工件。
6、进一步地,上述工件定位装置中,支架的顶部设置有螺纹柱;旋转夹紧气缸的摆臂开设有螺纹孔,螺纹柱与螺纹孔相螺接。
7、进一步地,上述工件定位装置中,限位机构包括:限位体,定位座在对应于工件的第一端处设置有挡板,并且,挡板与承载台垂直连接,限位体与挡板位置可调地相连接,以调节限位体的位置,进而对工件限位。
8、进一步地,上述工件定位装置中,限位机构还包括:锁紧螺栓,挡板沿其长度方向开设有条形孔,限位体朝向挡板的一面开设有凹槽,凹槽可滑动地扣设于挡板,凹槽的底部开设有螺纹孔,锁紧螺栓可移动地穿设于条形孔且与螺纹孔相螺接。
9、进一步地,上述工件定位装置中,推动机构包括:三轴气缸,设置于定位座;推动板,设置于三轴气缸的驱动端,用于推动工件。
10、进一步地,上述工件定位装置还包括:气管,设置于安装座,气管的第一端用于与输气装置相连接,气管的第二端置于工件的上方,以对定位座输送吹扫气。
11、进一步地,上述工件定位装置还包括:两个侧板,均设置于定位座且分别置于承载台的两侧,每个侧板均具有预设弹性,以从工件的两侧对工件进行支撑。
12、本实用新型中,定位座的承载台承载工件,根据工件的定位需求和工件需要保持的位置,夹紧机构对工件进行夹紧,压紧机构从工件的上部对工件进行压紧,限位机构与推动机构共同作用从工件的两个端部对工件进行夹紧,使得工件保持处于夹紧状态时的位置,该位置能够满足工件的定位需求,实现了工件的精确定位,然后通过其他装置将工件进行夹持再置于打磨装置处进行打磨,满足了工件打磨尺寸的精度要求,解决了现有技术中仿形料架的定位精度无法满足较高的打磨精度要求的问题。
技术特征:
1.一种工件定位装置,其特征在于,包括:
2.根据权利要求1所述的工件定位装置,其特征在于,所述夹紧机构(3)包括:
3.根据权利要求2所述的工件定位装置,其特征在于,
4.根据权利要求1所述的工件定位装置,其特征在于,所述压紧机构(4)包括:
5.根据权利要求4所述的工件定位装置,其特征在于,
6.根据权利要求1所述的工件定位装置,其特征在于,所述限位机构(5)包括:
7.根据权利要求6所述的工件定位装置,其特征在于,所述限位机构(5)还包括:
8.根据权利要求1所述的工件定位装置,其特征在于,所述推动机构(6)包括:
9.根据权利要求1所述的工件定位装置,其特征在于,还包括:
10.根据权利要求1所述的工件定位装置,其特征在于,还包括:
技术总结
本技术提供了一种工件定位装置,该装置包括:安装座;定位座,设置于安装座,定位座设置有用于承载工件的承载台;夹紧机构,设置于安装座,用于对工件夹紧;压紧机构,设置于定位座,用于从工件的上部对工件压紧;限位机构,设置于定位座,用于从工件的第一端对工件限位;推动机构,设置于定位座,用于从工件的第二端推动工件。本技术中,夹紧机构对工件夹紧,压紧机构从工件的上部对工件压紧,限位机构与推动机构共同作用从工件的两个端部对工件夹紧,使得工件保持处于夹紧状态时的位置,该位置能满足工件的定位需求,实现了工件的精确定位,然后通过其他装置将工件进行夹持再置于打磨装置处进行打磨,满足了工件打磨尺寸的精度要求。
技术研发人员:霍啟铿,关复烨
受保护的技术使用者:广东罗庚机器人有限公司
技术研发日:20230425
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!