一种半导体用CVD纵翅片水冷板结构及其真空钎焊工艺的制作方法
本发明涉及真空钎焊,具体为一种半导体用cvd纵翅片水冷板结构及其真空钎焊工艺。
背景技术:
1、半导体化学气相沉积(chemical vapor deposition,cvd)是一种常用的制备薄膜的技术。在cvd过程中,需要控制反应室内的温度以及材料的冷却。这时,通常使用水冷板(water cooling plate)来实现薄膜反应室的冷却。
2、水冷板是一种用于传热的装置,其中使用水作为冷却介质。它通常由金属制成(如铜或铝),具有内部的流道和通道,用于引导冷水流经。这种冷水流通过和反应室壁面接触,吸收其余热量,然后通过外部水冷系统进行散热。通过水冷板,可以控制反应室内的温度,确保反应条件的稳定性,提高薄膜沉积的均匀性和质量。此外,水冷板还能够提高反应速率,增加沉积效率。
3、水冷板结构的均匀稳定性直接影响着其散热传到效果,目前在制备水冷板结构的过程中,容易被一些不稳定因素影响到造成整体结构在使用过程中热传导不均匀。
技术实现思路
1、本发明的目的在于提供一种半导体用cvd纵翅片水冷板结构及其真空钎焊工艺,能够提高水冷板结构的生产效率及产品质量稳定性。
2、为实现上述目的,本发明提供如下技术方案:
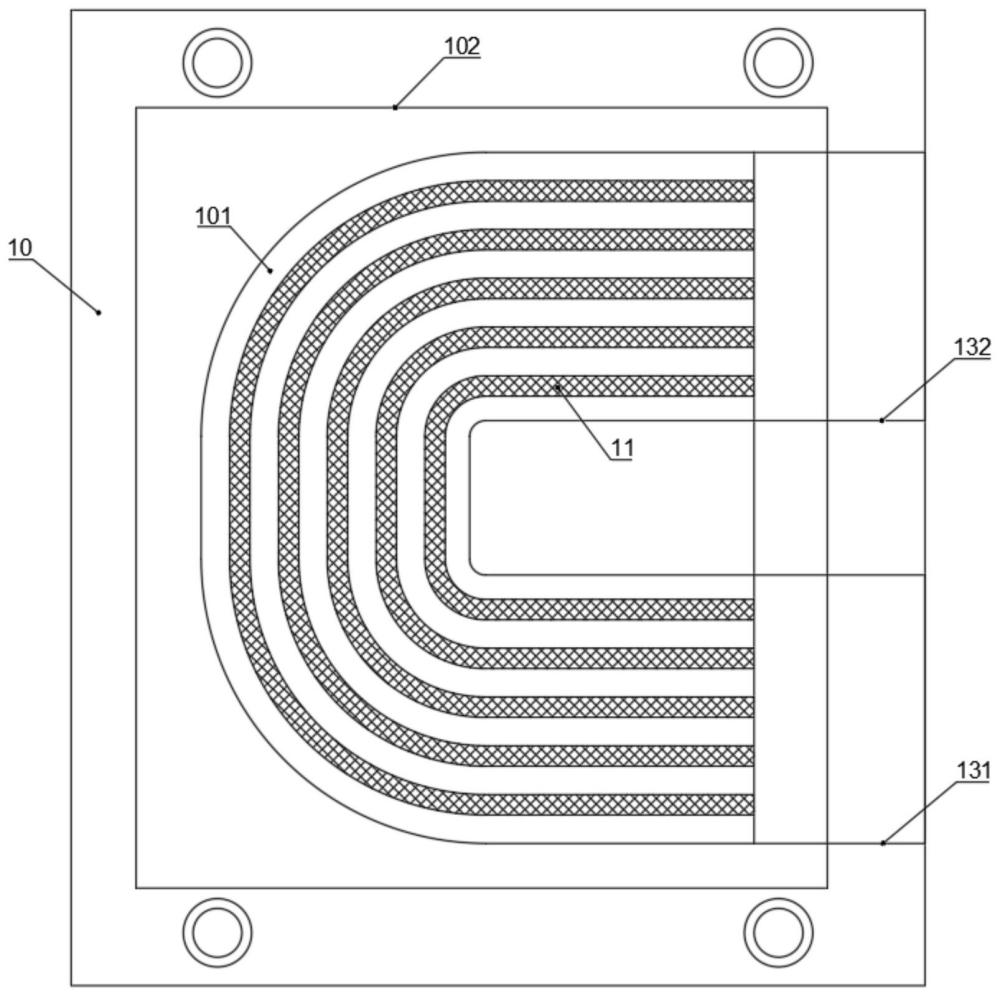
3、一种半导体用cvd纵翅片水冷板结构,水冷板结构包括无氧铜方腔零件,无氧铜方腔零件内具有中空的冷却流通腔室,冷却流通腔室内固定有多片u形铜片,无氧铜方腔零件底部和顶部各具有一个与冷却流通腔室相连通的盖板连接容纳槽,无氧铜方腔零件底部和顶部的盖板连接容纳槽中分别固定有密封下盖板和密封上盖板;
4、无氧铜方腔零件侧面具有与冷却流通腔室相连通的冷却进水孔和冷却出水孔。
5、本发明还提供了上述半导体用cvd纵翅片水冷板结构的真空钎焊工艺,包括以下步骤:
6、s1、零件清洗:
7、将密封下盖板、密封上盖板、无氧铜方腔零件及多根u形铜片清洗干净,去除各零件表面的油污及氧化物;
8、s2、安装u形铜片:
9、将无氧铜方腔零件装夹在定位工装上,然后将多根u形铜片等间距排列放置在冷却流通腔室内部,并在u形铜片与冷却流通腔室接触的部位涂抹2~5mm厚的镍基焊膏,等待镍基焊膏凝固;
10、s3、安装无氧铜盖板零件:
11、在密封下盖板和密封上盖板与u形铜片接触的部位涂抹2~5mm厚的镍基焊膏,将密封下盖板和密封上盖板分别固定安装在无氧铜方腔零件下侧和上侧的盖板连接容纳槽中,并对密封下盖板和密封上盖板进行夹持固定,等待镍基焊膏凝固;
12、s4、补充涂抹焊膏:
13、在密封下盖板和密封上盖板与盖板连接容纳槽接触部分的缝隙处补充涂抹2~5mm厚的焊膏,待焊膏凝固;
14、然后对无氧铜方腔零件下侧的密封下盖板进行支撑稳固,对无氧铜方腔零件顶部的密封上盖板进行压重稳固;
15、s5、对水冷板结构整体焊接:
16、将装配完毕的水冷板结构连同定位工装一起放入真空钎焊炉中,进行焊接;
17、s6、冷却出炉:
18、关闭钎焊炉,使焊接完毕的水冷板结构随炉一起冷却至室温取出即可;
19、s7、检漏工序:
20、对焊接完毕的水冷板结构进行漏率检测,泄漏率<1×10-9mbar.l/s即为合格品。
21、优选地,步骤s5中具体焊接过程为:开启钎焊炉,待钎焊炉内温度达到350℃后,保温35min;
22、然后将装配完毕的水冷板结构连同定位工装一起放入真空钎焊炉中,在炉温350℃条件下再保温20~30min;
23、接着在40~60min内均匀将钎焊炉继续升温至650℃,保温30~40min;
24、接着在40~60min内均匀将钎焊炉继续升温至970℃,保温30~40min;
25、接着在20~30min内均匀将钎焊炉继续升温至1040℃,保温5~8min。
26、优选地,步骤s6中具体冷却过程为:关闭钎焊炉,使焊接完毕的水冷板结构随炉一起冷却,待钎焊炉内温度降至600℃后,向钎焊炉内充入氩气或氮气;
27、待钎焊炉内温度继续降至50℃后,将焊接完毕的水冷板结构连同定位工装一起从钎焊炉中取出,并冷却至室温即可。
28、优选地,如上述的一种半导体用cvd纵翅片水冷板结构的真空钎焊工艺,所用的定位工装包括两个定位支撑筒,定位支撑筒侧壁上具有多个沿其径向贯通的紧固滑块容纳孔,紧固滑块容纳孔内滑动连接有紧固约束滑块;
29、定位支撑筒外侧固定有端面限位环;
30、定位支撑筒内转动连接有与其共轴的滑块同步驱动环,滑块同步驱动环侧面具有多个同步驱动约束槽,紧固约束滑块侧面固定有驱动配合柱,驱动配合柱一一对应滑动配合在同步驱动约束槽中;
31、定位支撑筒内转动连接有滑块同步驱动轴,滑块同步驱动轴一端固定有同步驱动锥齿轮,滑块同步驱动环端面固定有同步从动锥齿轮,滑块同步驱动轴另一端固定有手动从动锥齿轮,手动从动锥齿轮啮合连接有手动驱动锥齿轮,定位支撑筒侧壁具有沿手动驱动锥齿轮旋转轴贯通的手动齿轮轴通孔,手动驱动锥齿轮的旋转轴转动连接在手动齿轮轴通孔中;
32、两个定位支撑筒连接在底座支撑结构上,底座支撑结构包括底座支撑板,底座支撑板通过底座支撑杆固定有定位支撑侧板,两个定位支撑筒固定连接在定位支撑侧板侧面。
33、说明:该定位工装能够为水冷板结构在焊接过程中提供良好的支撑稳定约束作用,为水冷板结构各零件进行定位约束,保证水冷板结构整体的焊接精度,大幅提高了最终产品的合格率。
34、优选地,定位支撑筒内设有间隙保持机构,间隙保持机构包括固定在定位支撑筒内侧壁上的间隙保持容纳壳,间隙保持容纳壳侧面具有多个内外相通的滑块配合槽,滑块配合槽内滑动连接有间隙保持滑块;
35、间隙保持容纳壳内顶部滑动连接有滑块伸缩驱动板,滑块伸缩驱动板的滑动方向与间隙保持滑块的滑动方向相互垂直,滑块伸缩驱动板上具有多个滑块伸缩约束槽,间隙保持滑块处于间隙保持容纳壳内的部分固定有滑块伸缩约束柱,滑块伸缩约束柱一一对应滑动配合在滑块伸缩约束槽中;
36、间隙保持容纳壳远离滑块配合槽的一侧固定有滑块驱动容纳壳,滑块驱动容纳壳内转动连接有一根滑块驱动轴,滑块驱动轴一端延伸至间隙保持容纳壳内部,滑块驱动轴延伸至间隙保持容纳壳内部的一端固定有伸缩驱动齿轮,滑块伸缩驱动板下侧固定有伸缩从动齿条,伸缩驱动齿轮与伸缩从动齿条啮合连接;
37、滑块驱动轴另一端固定有伸缩从动锥齿轮,伸缩从动锥齿轮啮合连接有伸缩驱动锥齿轮,滑块驱动容纳壳顶部具有内外相通的伸缩齿轮轴配合孔,伸缩驱动锥齿轮的旋转轴转动连接在伸缩齿轮轴配合孔中,定位支撑筒上侧具有与伸缩齿轮轴配合孔同轴贯通的伸缩调节通孔。
38、说明:间隙保持机构中将多个间隙保持滑块一一对应插入在多片u形铜片之间的间隙中,使得多片u形铜片等间距排列保持稳定,避免在焊接过程中u形铜片之间发生错位偏移。
39、优选地,定位支撑筒上连接有上盖板压重机构,上盖板压重机构包括固定连接在定位支撑筒上侧的压重机构支撑盘,压重机构支撑盘顶部转动连接有压重机构旋转盘;
40、压重机构旋转盘顶部通过第一压重固定铰链连接有压重偏转支撑臂,压重偏转支撑臂另一端通过第二压重固定铰链连接有压重板,压重板顶部具有多个配重块容纳槽。
41、说明:利用上盖板压重机构对密封上盖板施加预压力,便于在焊接过程中保持密封上盖板的稳定性,避免密封上盖板发生错位偏移。
42、优选地,底座支撑板上设有下盖板支撑机构,下盖板支撑机构包括固定在底座支撑板顶部且竖直延伸的支撑机构容纳筒,支撑机构容纳筒顶部具有竖直贯通的支撑柱配合孔,支撑柱配合孔内滑动连接有盖板支撑柱,盖板支撑柱顶部通过球铰链连接有支撑柱顶板;
43、支撑机构容纳筒内转动连接有与其共轴的升降支撑环,升降支撑环固定连接有与其同轴的升降驱动蜗轮,升降驱动蜗轮上具有竖直贯通的升降驱动螺纹孔,盖板支撑柱下端部分具有外螺纹,盖板支撑柱下端部分螺纹传动连接在升降驱动螺纹孔中;
44、支撑机构容纳筒内侧壁固定有蜗杆支撑座,蜗杆支撑座上转动连接有升降驱动蜗杆,升降驱动蜗杆与升降驱动蜗轮啮合连接,支撑机构容纳筒侧壁上具有沿升降驱动蜗轮旋转轴贯通的升降调节通孔。
45、说明:下盖板支撑机构中通过手动调节盖板支撑柱的升降,盖板支撑柱带动支撑柱顶板顶压支撑在密封下盖板底部,用于保持密封下盖板的稳定。
46、优选地,与间隙保持机构配套使用的有间隙隔离机构,间隙隔离机构包括两个开口相背的间隙隔离容纳壳,两个间隙隔离容纳壳之间固定相连有多个c形弹簧片,两个间隙隔离容纳壳相互靠近的一侧分别各固定有滑动连接环和滑动连接柱,滑动连接柱滑动配合在滑动连接环中;
47、间隙隔离容纳壳内固定有间隙隔离磁体,间隙隔离磁体相互靠近的一侧为相同极性。
48、说明:两个间隙隔离容纳壳连同间隙隔离磁体分别顶压接触在相邻两片u形铜片之间的侧壁上,用于保持多片u形铜片之间等间距排列稳定,使用时在滑动连接环上绑上一根细钢丝,便于焊接完毕后将间隙隔离机构取出。
49、与现有技术相比,本发明的有益效果体现在以下几个方面:
50、1、本发明是将无氧铜盖板零件、无氧铜方腔零件及u形铜片一次性装配,并在真空炉中进行真空钎焊。减少了传统u形水路的成型及焊接时的不稳定因素,提高了产品的均匀一致性,为冷却系统提供可靠的散热能力;
51、2、本发明利用该定位工装为水冷板结构在焊接过程中提供良好的支撑稳定约束作用,为水冷板结构各零件进行定位约束,保证水冷板结构整体的焊接精度,使成品水冷板结构焊接强度更好,可靠性更高,大幅提高了最终产品的合格率;
52、3、本发明中间隙保持机构中将多个间隙保持滑块一一对应插入在多片u形铜片之间的间隙中,使得多片u形铜片等间距排列保持稳定,避免在焊接过程中u形铜片之间发生错位偏移;
53、4、本发明中利用上盖板压重机构对密封上盖板施加预压力,利用下盖板支撑机构对密封下盖板进行顶压支撑,在焊接过程中保持密封上盖板和密封下盖板的稳定性,避免在焊接过程中发生错位偏移。
- 还没有人留言评论。精彩留言会获得点赞!