一种气体保护模铸设备和方法
本发明涉及金属铸造,具体为一种气体保护模铸设备和方法。
背景技术:
1、模铸生产是国内外特殊钢的主要生产工艺路径之一,是一种相对成熟的生产技术。随着对钢产品质量要求的不断提高,对生产过程要求也愈发严格。由于在钢液浇铸过程中,会发生不同程度的二次氧化,产生夹杂物进而严重影响钢产品质量。因此,对钢液浇铸所产生的二次氧化控制是至关重要的。
2、随着精炼技术的快速发展,已经能够实现超高洁净度的钢液的生产,为使得这一成果体现在最终产品上,对浇铸技术有着较高的要求。目前,模铸现场自动化水平较低,钢液浇铸过程中保护浇铸效果差。钢液浇铸用下水口进行浇铸,浇铸过程中钢液裸露,会导致钢液增氮。在水口有结瘤物产生时,现场工作人员会利用钢棒进行疏通,防止水口堵塞,但在疏通过程中会导致钢液脱离氩气保护,与空气发生接触,导致二次氧化,使得原本实现超高洁净度的钢液被污染,提高了能耗,降低了产品质量。因此需要进一步提高浇铸效果,改进保护浇铸装置和方法,以满足对产品高质量的要求。
技术实现思路
1、为解决现有技术存在的问题,本发明的主要目的是提出一种气体保护模铸设备和方法。
2、为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
3、一种气体保护模铸设备,包括:
4、水口、金属套筒、氩气喷嘴、汤道、模具;
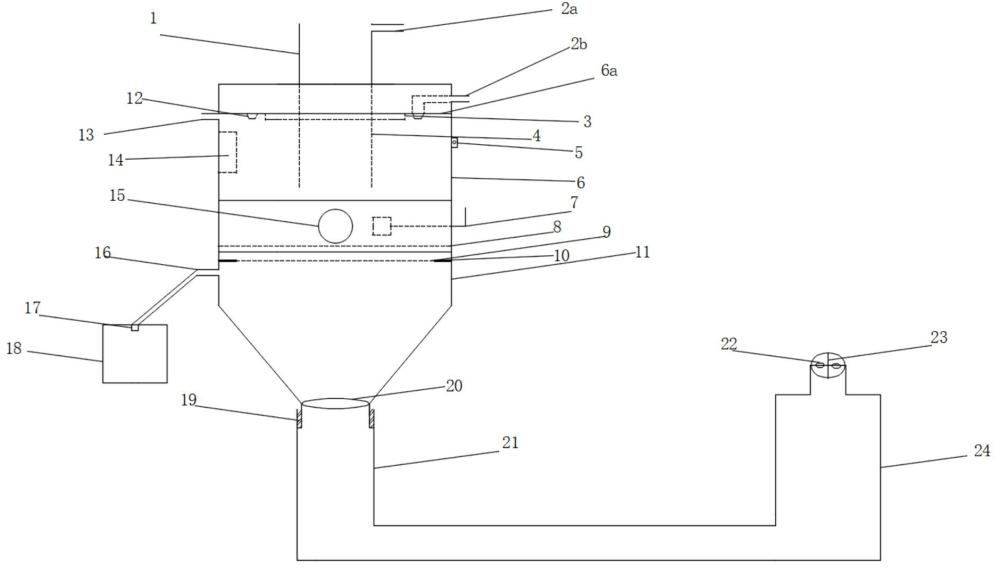
5、金属套筒由a部分金属套筒和位于其下部的b部分金属套筒连接组成;水口中段设置有环形金属板,环形金属板固定连接到水口上;a部分金属套筒沿水口外径用金属板进行封闭,金属板与a部分金属套筒固定连接;金属板中间设置有直径不小于水口外径的圆孔,使得水口下部分伸入a部分金属套筒内;环形金属板的直径大于水口的外径,浇铸开始前a部分金属套筒通过金属板搁置在环形金属板上,a部分金属套筒通过侧部固定结构实现闭合;a部分金属套筒内金属板沿环形金属板外径均匀设置有氩气喷嘴,用于向金属套筒内喷入氩气,氩气垂直吹入金属套筒内部,形成氩气保护气幕;b部分金属套筒的下端设置有浇铸口,浇铸口插入汤道的一端,汤道整体呈“l”形,汤道的另一端与模具连通。
6、作为本发明所述的一种气体保护模铸设备的优选方案,其中:水口上段侧壁设置有水口进气口,a部分金属套筒的侧壁设置有金属套筒进气口和排气口,且水口插入金属套筒后,金属套筒进气口高于焊接到水口上的金属环形板的顶面,排气口低于焊接到水口上的金属环形板的底面。
7、作为本发明所述的一种气体保护模铸设备的优选方案,其中:所述气体保护模铸设备还包括氩气回收装置,氩气回收装置设置于b部分金属套筒侧壁处;氩气回收装置由氩气出气口、调压阀以及氩气回收罐组成;调压阀位于氩气回收罐罐口,调节氩气回收罐罐内压力以顺利回收氩气。
8、作为本发明所述的一种气体保护模铸设备的优选方案,其中:所述气体保护模铸设备还包括氧含量检测装置,氧含量检测装置位于a部分金属套筒内壁,且设置于排气口下侧,氧含量检测装置由运输通道、信息处理单元、检测单元以及取样口组成;通过取样口收集金属套筒内部信息,通过检测单元与信息处理单元转化后,通过运输通道向外界主控室输送信号。
9、作为本发明所述的一种气体保护模铸设备的优选方案,其中:所述气体保护模铸设备还包括水口除瘤装置,水口除瘤装置由金属操纵杆、爪型机械、控制单元组成,控制单元主要控制爪型机械的旋转,达到去除水口结瘤物的目的;爪型机械的移动是通过金属操纵杆实现的;水口除瘤装置设置于a部分金属套筒筒壁上,a部分金属套筒内部的金属杆连接位于a部分金属套筒外侧的金属操纵杆,通过金属操纵杆对爪型机械的控制,实现爪型机械上下左右位置的调节;当需要对水口去除结瘤物时,爪型机械移动,使爪型机械进行旋转去除水口结瘤物,当不需要对水口去除结瘤物时,控制爪型机械靠近a部分金属套筒的内壁,不影响钢液浇铸过程。
10、作为本发明所述的一种气体保护模铸设备的优选方案,其中:所述气体保护模铸设备还包括过滤网,在水口除瘤装置下部设置与b部分金属套筒内径相同的过滤网,过滤网置于b部分金属套筒内侧,防止水口结瘤物掉入浇铸口,造成汤道堵塞,在浇铸结束后去除过滤网,去除过滤网上的水口结瘤物,保证浇铸过程顺利进行。
11、作为本发明所述的一种气体保护模铸设备的优选方案,其中:a部分金属套筒与b部分金属套筒通过螺纹实现连接。
12、作为本发明所述的一种气体保护模铸设备的优选方案,其中:b部分金属套筒的浇铸口插入汤道之间的缝隙通过柔性材料填充,实现密封。
13、作为本发明所述的一种气体保护模铸设备的优选方案,其中:模具的上方盖有带排气孔的金属盖,浇铸前吹氩气使得保护模铸设备的金属套筒、汤道以及模具呈氩气环境。
14、作为本发明所述的一种气体保护模铸设备的优选方案,其中:所述气体保护模铸设备还包括延伸圆筒,通过延伸圆筒观察水口是否产生结瘤。
15、为解决上述技术问题,根据本发明的另一个方面,本发明提供了如下技术方案:
16、一种气体保护模铸方法,采用上述的气体保护模铸设备,包括以下步骤:
17、s1、浇铸开始前,打开水口进气口、金属套筒进气口、排气口,通过氩气喷嘴吹氩使得保护模铸设备的金属套筒、汤道以及模具呈氩气环境,其中金属套筒、水口中空气通过排气口排出;汤道和模具通过带排气孔的金属盖排出空气;
18、s2、开始浇铸后,打开氩气出气口,关闭水口进气口和排气口;氩气压力为0.2~0.3mpa,氩气流量为4~6nl/min,浇铸过程全程吹氩。
19、作为本发明所述的一种气体保护模铸方法的优选方案,其中:所述步骤s1中,氩气压力为1.0~1.4mpa,氩气流量为40~55nl/min,吹氩时间为25~35min。
20、作为本发明所述的一种气体保护模铸方法的优选方案,其中:所述步骤s2中,在浇铸过程中,根据氧含量检测装置实时调节氩气流量,使得浇铸过程中金属套筒呈氩气环境。
21、作为本发明所述的一种气体保护模铸方法的优选方案,其中:所述步骤s2中,通过延伸圆筒观察水口是否产生结瘤,通过b部分金属套筒外侧的金属杆操纵处理水口结瘤物,防止水口堵塞。
22、作为本发明所述的一种气体保护模铸方法的优选方案,其中:所述步骤s2中,用过滤网承接处理掉的水口结瘤物防止汤道堵塞,过滤网可通过拆卸金属套筒进行更换,保证浇铸过程顺利进行。
23、本发明的有益效果如下:
24、本发明提出一种气体保护模铸设备和方法,气体保护模铸设备包括:水口、金属套筒、氩气喷嘴、汤道、模具;金属套筒由a部分金属套筒和位于其下部的b部分金属套筒连接组成;水口中段设置有环形金属板,环形金属板固定连接到水口上;浇铸开始前a部分金属套筒通过金属板搁置在环形金属板上,a部分金属套筒通过侧部固定结构实现闭合;a部分金属套筒内金属板沿环形金属板外径均匀设置有氩气喷嘴,用于向金属套筒内喷入氩气,氩气垂直吹入金属套筒内部,形成良好的氩气保护气幕,防止钢液被二次氧化,可以降低能耗并提高产品质量。
- 还没有人留言评论。精彩留言会获得点赞!