一种汽车气弹簧用钢管加工的去毛刺装置的制作方法
本发明涉及金属管切割加工工装,具体涉及一种汽车气弹簧用钢管加工的去毛刺装置。
背景技术:
1、气弹簧的壳体大多为合金钢管件,在生产加工时会通过整根的管材进行截断成型,现有技术中在完成管件的切割后,工件的断口处会存在毛刺,通常采用的去毛刺工艺为,在切割时留有充足的余量,然后通过切削的方式进行去毛刺加工,这种去毛刺的加工方式在生产例如外壳套筒时显得过于“大材小用”,外壳套筒对于工件的精度要求并不高,其进行去毛刺、倒角时往往不必利用高精度的切削加工工艺,其完全可以使用砂轮打磨装置进行去毛刺加工,对此,现需要进行相应工装设备的开发。
技术实现思路
1、本发明的目的在于针对现有技术的缺陷和不足,提供了一种汽车气弹簧用钢管加工的去毛刺装置,其采用设置内外两组不同工作模式的打磨头结构,并且设置相应的位置调节结构及轴传动结构,从而实现通过本装置进行工件端口内外侧边的打磨去毛刺,且还能够根据工件的不同孔径齿轮调节本装置以适配不同型号的工件。
2、为达到上述目的,本发明采用了下列技术方案:
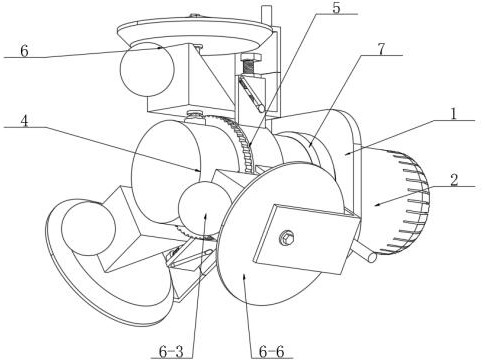
3、它包含机架、驱动电机,其中驱动电机固定设置在机架上,驱动电机的输出轴上固定设置有驱动轴,驱动轴通过轴承旋接穿置在机架上,它还包含:
4、驱动传动机构,所述的驱动传动机构设置在机架上;
5、安装调节机构,所述的安装调节机构设置在驱动传动机构上;
6、打磨机构,所述的打磨机构设置在安装调节机构上。
7、优选地,所述的驱动传动机构包含:
8、减速传动组件,所述的减速传动组件设置在机架上,且减速传动组件与驱动轴传动设置;
9、机壳,所述的机壳设置在减速传动组件上,驱动轴插设在机壳内;
10、轴座,所述的轴座固定设置在机壳的内端壁上,驱动轴插设在机壳内的一端通过轴承旋设在轴座的端壁上;
11、六角传动杆,所述的六角传动杆为数个且以驱动轴的轴线呈等角度分布设置,六角传动杆通过轴承旋设在轴座的环壁上,且六角传动杆通过轴承旋接穿置在机壳的侧板上,六角传动杆与驱动轴之间通过伞齿轮组传动设置;
12、优选地,所述的减速传动组件包含:
13、齿环,所述的齿环固定设置在机架上;
14、齿轮架,所述的齿轮架固定设置在机壳上,齿轮架通过轴承旋接套设在齿环上,且齿轮架通过轴承旋接套设在驱动轴上;
15、主动齿轮,所述的主动齿轮套设固定在驱动轴上,且主动齿轮设置在齿轮架的内部;
16、从动齿轮,所述的从动齿轮为数个且以驱动轴的轴线呈等角度分布设置,从动齿轮通过轴承旋设在齿轮架的内壁上,且从动齿轮的一边与主动齿轮啮合设置,从动齿轮的另一边与齿环啮合设置;
17、在使用时,驱动电机带动驱动轴旋转,驱动轴通过伞齿轮组传动带动六角传动杆旋转,驱动轴带动主动齿轮旋转,主动齿轮带动从动齿轮自转,并且从动齿轮抵在齿环上并在齿环上滑行以绕主动齿轮公转,进而从动齿轮带动齿轮架旋转,齿轮架带动机壳旋转。
18、优选地,所述的安装调节机构包含:
19、螺纹套,机壳的外环壁上一体成型设置有螺牙,螺纹套通过螺牙旋接套设在机壳上;
20、连接套,所述的连接套通过轴承旋接套设在螺纹套上;
21、限位架,所述的限位架为数个且呈等脚步分布固定设置在连接套的环壁上;
22、安装架,所述的安装架活动架设在限位架的内部,且安装架活动套设在六角传动杆上;
23、限位销,所述的限位销固定设置在安装架上,限位架上开设有导向槽,限位销活动插设在导向槽内。
24、优选地,所述的打磨机构包含:
25、内传动套,所述的内传动套活动套设在六角传动杆上,且内传动套通过轴承旋接穿置在安装架上;
26、支撑轴,所述的支撑轴通过轴承旋设在安装架上,且支撑轴与内传动套之间通过伞齿轮组传动设置;
27、打磨球头,所述的打磨球头固定设置在支撑轴上;
28、升降架,所述的升降架活动套设在六角传动杆;
29、外传动套,所述的外传动套活动套设在六角传动杆上,且外传动套通过轴承旋接穿置在升降架上;
30、打磨片,所述的打磨片套设固定在外传动套上;
31、螺纹杆,所述的螺纹杆固定设置在升降架上;
32、调节钮,所述的调节钮通过轴承旋设在安装架上,且调节钮通过螺纹旋接套设在螺纹杆上;
33、在使用时,旋转螺纹套以通过螺纹套带动连接套移动,连接套带动限位架移动,限位架通过限位销推动安装架沿六角传动杆的轴线方向移动,旋转调节钮以推动螺纹杆移动,进而螺纹杆推动升降架沿六角传动杆的轴线方向移动,安装架移动以同时调整打磨球头与打磨片的位置,升降架移动以调节打磨片的位置;
34、六角传动杆带动内传动套旋转,内传动套通过伞齿轮组传动带动支撑轴旋转,进而支撑轴带动打磨球头旋转,六角传动杆带动外传动套旋转,进而外传动套带动打磨片旋转,进而通过打磨球头对工件端口的内侧边进行去毛刺加工,通过打磨片对工件的端口外侧边进行去毛刺加工。
35、优选地,所述的机壳的外侧壁上固定设置有导向杆,导向杆上两个为一组套设有导向套,其中一组中的一个导向套固定设置在安装架上,另一个导向套固定设置在升降架上。
36、与现有技术相比,本发明的有益效果是:
37、1、本装置通过设置分别对工件端口内侧边进行打磨的打磨球头,及对工件端口外侧边进行打磨的打磨片,从而通过设置六角传动杆带动打磨球头及打磨片旋转,实现对工件端口内侧边及外侧边的分别打磨去毛刺;
38、2、本装置通过设置可移动的安装架进行打磨球头的安装,在安装架上设置升降架进行打磨片的安装,从而通过分别调整安装架的位置及升降架的位置,使得打磨片、打磨球头能够适应不同孔径的工件;
39、3、本装置通过设置驱动轴以带动机壳、六角传动杆旋转环,通过设置支撑轴以带动打磨球头旋转,通过六角传动杆带动打磨片旋转,从而实现打磨球头能够伸入攻坚的内部进行工作,进而打磨球头的旋转轴线为与攻坚的轴线平行,打磨片的旋转轴线为与工件的轴线垂直,从而实现不同的打磨去毛刺效果。
技术特征:
1.一种汽车气弹簧用钢管加工的去毛刺装置,它包含机架(1)、驱动电机(2),其中驱动电机(2)固定设置在机架(1)上,驱动电机(2)的输出轴上固定设置有驱动轴(3),驱动轴(3)通过轴承旋接穿置在机架(1)上;其特征在于,它还包含:
2.根据权利要求1所述的一种汽车气弹簧用钢管加工的去毛刺装置,其特征在于:所述的驱动传动机构(4)包含:
3.根据权利要求2所述的一种汽车气弹簧用钢管加工的去毛刺装置,其特征在于:所述的减速传动组件(7)包含:
4.根据权利要求3所述的一种汽车气弹簧用钢管加工的去毛刺装置,其特征在于:所述的安装调节机构(5)包含:
5.根据权利要求4所述的一种汽车气弹簧用钢管加工的去毛刺装置,其特征在于:所述的打磨机构(6)包含:
6.根据权利要求5所述的一种汽车气弹簧用钢管加工的去毛刺装置,其特征在于:所述的机壳(4-1)的外侧壁上固定设置有导向杆(8),导向杆(8)上两个为一组套设有导向套(9),其中一组中的一个导向套(9)固定设置在安装架(5-5)上,另一个导向套(9)固定设置在升降架(6-4)上。
技术总结
一种汽车气弹簧用钢管加工的去毛刺装置,本发明涉及金属管切割加工工装技术领域,驱动电机固定设置在机架上,驱动电机的输出轴上固定设置有驱动轴,驱动轴通过轴承旋接穿置在机架上,驱动传动机构设置在机架上,安装调节机构设置在驱动传动机构上,打磨机构设置在安装调节机构上;其采用设置内外两组不同工作模式的打磨头结构,并且设置相应的位置调节结构及轴传动结构,从而实现通过本装置进行工件端口内外侧边的打磨去毛刺,且还能够根据工件的不同孔径齿轮调节本装置以适配不同型号的工件。
技术研发人员:周珂羽,陈杰,陈建刚
受保护的技术使用者:环羽汽车部件科技(常州)有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!