用于车辆的结构构件和方法与流程
背景技术:
1、诸如汽车的车辆结合有设计成承受车辆在其寿命期间可能承受的负载的结构骨架。该结构骨架还被设计成在例如与其它汽车碰撞的情况下承受和吸收冲击。
2、汽车工业中对减轻重量的需求已经导致开发和实施轻质材料或部件,以及相关的制造工艺和工具。重量减少的需求尤其由减少co2排放的目标驱动。对乘客安全的日益增长的关注还导致采用在碰撞期间改善车辆完整性同时还改善能量吸收的材料。
3、称为热形成模压淬火(hfdq)的工艺使用硼钢片来产生具有超高强度钢(uhss)特性的冲压部件,其具有例如1500mpa或2000mpa或甚至更高的拉伸强度。强度的增加允许使用更薄规格的材料,这导致比常规冷冲压低碳钢部件重量的节省。贯穿本公开,uhss可以被认为是在压制硬化工艺之后具有1000mpa或更高的极限拉伸强度的钢。
4、在hfdq工艺中,可以将待热形成的坯件加热到预定温度,例如奥氏体化温度或更高(并且特别是在ac3和例如坯件涂层的蒸发温度之间)。炉系统可用于此目的。根据具体需要,炉系统可以补充有额外的加热器,例如感应或红外线。通过加热坯件,坯件的强度降低并且可变形性增加,即便于热冲压过程。
5、有几种已知的超高强度钢(uhss)用于热冲压和硬化。坯件可由例如涂覆或未涂覆的硼钢制成,例如可从arcelormittal商购得的(22mnb5)。
6、热形成模压淬火也可称为“压制硬化”或“热冲压”。可以使用hfdq方法制造的典型车辆部件包括:门梁、保险杠梁、横向/侧向构件、a/b柱加强件、前和后导轨、座椅横向构件和车顶导轨。
7、硼钢的热形成由于其优异的强度和可形成性而在汽车工业中变得越来越流行。许多传统上由低碳钢冷形成的结构部件因此被热形成的等同物替代,该等同物提供了强度的显著增加。这允许在保持相同强度的同时减小材料厚度(从而减小重量)。然而,热形成部件在形成状态下提供非常低的延展性和能量吸收水平。
8、为了改善部件的特定区域中的延展性和能量吸收,已知在同一部件内引入较软的区域。这局部地改善了延展性,同时整体上保持了所需的高强度。通过局部调整某些结构部件的微观结构和机械性能,使得它们包括具有非常高强度(非常硬)的区域和具有增加的延展性(较软)的区域,可以改善它们的整体能量吸收,并在碰撞情况期间保持它们的结构完整性,并且还降低它们的总重量。这种软区还可以有利地在部件在冲击下塌陷的情况下改变运动学行为。
9、在车辆的结构部件中产生具有增加的延展性的区域(“软区”或“软区”)的已知方法包括提供包括一对互补的上模具单元和下模具单元的工具,每个单元具有分离的模具元件(钢块)。待热形成的坯件通过例如炉系统预先加热到预定温度,例如奥氏体化温度或更高,以便降低强度,即便于热冲压过程。
10、模具元件可以设计成在不同的温度下工作,以便在淬火过程中形成的部件的不同区域中具有不同的冷却速率,从而在最终产品中产生不同的材料特性,例如柔软区域。即例如:可以冷却一个模具元件,以便在高冷却速率下淬火所制造的部件的相应区域,从而快速降低部件的温度并获得硬的马氏体显微组织。另一个相邻的模具元件可以被加热,以便确保被制造的部件的相应部分以较低的冷却速率冷却,以便获得较软的微结构,包括例如贝氏体、铁素体和/或珠光体。当部件离开模具时,部件的这种区域可以保持在比部件的其余部分更高的温度下。
11、用于获得具有不同机械特性的区域的热冲压部件的其它方法包括例如在冲压之前的定制或差异加热,以及在冲压过程之后的局部热处理,并且还包括在坯件中结合不同厚度和/或材料的拼焊坯件(twb)的使用。汽车的结构骨架的一些元件,例如前和后导轨,座椅横向构件和车顶导轨,可以专门设计用于支撑压缩负载。这些和其它结构构件可具有一个或多个具有大致u形(也称为“帽”形)横截面的区域。这些结构构件可以以多种方式制造并且可以由多种材料制成。期望改善碰撞期间的能量吸收同时还保持车辆完整性的轻质材料。
12、除了上述超高强度钢之外,在需要能量吸收的结构骨架部件中可以使用更多的延性钢。延性钢的示例包括和crl-340la。
13、uhss可表现出高达1500mpa,或甚至2000mpa或更高的拉伸强度,特别是在压制硬化操作之后。一旦硬化,uhss可具有马氏体微结构。这种微结构能够提高单位重量的最大拉伸强度和屈服强度。
14、一些延性钢也可以被加热和压制(即用于热冲压工艺),但在该工艺之后将不具有马氏体微结构。结果,它们将具有比uhss更低的拉伸强度和屈服强度,但是它们将具有更高的断裂伸长率。
15、尽管延性钢能够通过结构构件吸收能量,但是在车辆碰撞期间控制和预测结构构件如何表现可能是不容易的。而且,在保持结构构件的一定结构完整性的同时增强能量吸收可能不是直接的。
16、本公开旨在提供对用于车辆框架的结构构件在经受负载(特别是压缩负载)时的变形控制和能量吸收的改进。
技术实现思路
1、在第一方面,提供了一种用于车辆框架的结构构件。该结构构件至少部分地配置为用于支承压缩负载。结构构件包括主件和附接到主件上的补片。主件具有大致u形的横截面,并包括底部、第一侧壁和第二侧壁。补片包括在所述主件的底部上延伸的底部补片部分、在所述主件的第一侧壁上延伸的第一侧壁补片部分,以及在所述主件的第二侧壁上延伸的第二侧壁补片部分。主件由比补片更具延展性的材料制成。
2、将补片附接到更具延展性的主件上允许组合主件的功能,即在碰撞期间吸收能量,同时加强主件并控制变形的运动学。由于当结构构件受到压缩负载时,延展性小于主件的补片可能破裂,所以补片中的裂纹可使得在压缩期间吸收更多的能量。
3、例如,包括比前导轨的其余部分更强和更不易延展的补片的汽车中的前导轨在汽车碰撞期间将以与例如不存在补片或补片由与主件相同的材料制成时不同的方式变形。将一个或多个比主件具有较小延展性的补片附接到主件上可实现对结构构件的变形的控制和定制。在结构构件塌陷期间的能量吸收也可以被控制,并且可以增加变形可预测性。因此,可以提高车辆乘客的安全性。
4、通常,已经发现这种可延展的主件和较少延展的补片的配置对于支撑压缩负载的结构构件特别有利。压缩载荷可以理解为基本上平行于结构构件的长度作用以试图缩短该分量的负载或负载分量。可能特别承受压缩负载的汽车框架中的部件或区域包括:前导轨、后导轨、能量吸收器、车顶导轨和座椅横向构件。因此,当在这种类型的部件中使用时,本文公开的实施例可能是特别有益的。
5、贯穿本公开,“至少部分地配置为用于支撑压缩负载”可以理解为意指部件的一部分或整个部件预期在冲击或碰撞的情况下主要吸收压缩负载。即即使也可能出现其它负载,但预期压缩负载更高。
6、在一些示例中,补片可以由硬化的,特别是加压硬化的钢制成。补片可由极限抗拉强度为1000mpa或更高的超高强度钢(uhss)制成。在一些示例中,补片可由非加压硬化马氏体钢制成。
7、在一些示例中,补片可定位在主件的内侧。在本文中,主件的内部可以理解为主件的在第一侧壁或第二侧面与主件的底部之间具有例如小于180°,任选地约90°的凹角的侧面。
8、由于补片可由硬化钢制成,例如或22mnb5,所以在碰撞期间补片可在某些区域破裂。尽管主件的延展性可以保持结构构件的能量吸收功能,而不管补片是在主件的内侧还是外侧,只要它们保持附接,将补片定位在主件的内侧是有利的,以便保护结构构件附近的任何件免受来自补片的变形和/或断裂的可能损坏。
9、在一些示例中,该第一和/或第二侧壁补片部分的高度可以在该结构构件的纵向方向上变化。
10、在一些示例中,第一侧壁补片部分和第二侧壁补片部分中的至少一个的高度可以沿着纵向方向从被配置为接收压缩冲击的结构件的一侧增加。
11、侧壁补片部分的高度可以从侧壁补片部分开始在主件的侧壁上延伸的主件的纵向边缘沿基本垂直于主件的纵向的方向测量。
12、通过包括比其它部分弱的结构构件的部分,可以控制沿着主件的纵向方向的可以开始变形的位置。特别地,由于侧壁补片部分可以在更靠近配置为接收冲击的纵向侧的第一横截面处延伸超过侧壁,而在更远离配置为接收冲击的纵向侧的第二横截面处延伸超过侧壁,因此主件可以在第一横截面处开始变形。通常,通过沿着主件的长度改变侧壁补片部分的高度,可以帮助调节主件的哪些部分弯曲,并且如果它们在其它部分之前或之后弯曲的话。
13、被配置为接收冲击的一侧可以是该结构构件或该主件的纵向末端,该纵向末端可以被定向成使得它更靠近可以接收可能的压缩冲击的位置。
14、而且,可以调整沿主件长度的能量吸收量。当侧壁补片部分的高度较大时,可以吸收更多的能量。
15、因此,能量吸收可以从主件的可接收冲击处的主件的第一横截面增加到更远的横截面。在一些示例中,补片可包括至少在第一侧壁和第二侧壁之一上延伸的一个或多个肋。例如,补片可具有在第一侧壁补片部分中的一个或多个肋,或在第二侧壁补片部分中的一个或多个肋,或在第一侧壁补片部分中的一个或多个肋和在第二侧壁补片部分中的一个或多个肋。这些肋可以通过凹部或切口沿着主件的长度分开。
16、贯穿本公开,肋可以理解为用于局部增强的补片的细长的,基本上直的部分。
17、补片中一个或多个肋的存在可以帮助调节结构构件的变形行为。比主构件更不易延展和更有抵抗力的肋有助于在结构构件中产生特定的弯曲位置。具体地,肋之间的凹部可以是主件中弯曲发生的位置的决定因素。肋的几何形状、尺寸和位置不仅便于不仅在结构构件中弯曲发生的地方,而且例如结构构件变形的程度的定制。因此,可以优化结构构件的变形。特别地,当结构构件被配置为支撑压缩负载时,能量吸收增加。
18、在一些示例中,侧壁中的凹部的高度可以从被配置为接收冲击的结构件的一侧沿纵向方向减小。凹部的高度可以沿基本垂直于主件长度的方向测量。
19、因此,主件的变形可在具有最大高度的凹部中开始,例如最接近主件的纵向侧的凹部,所述纵向侧最接近可接收冲击的地方。改变肋之间的凹部的高度可以使得能够控制主件的哪些部分比主件的其它部分在之前弯曲。
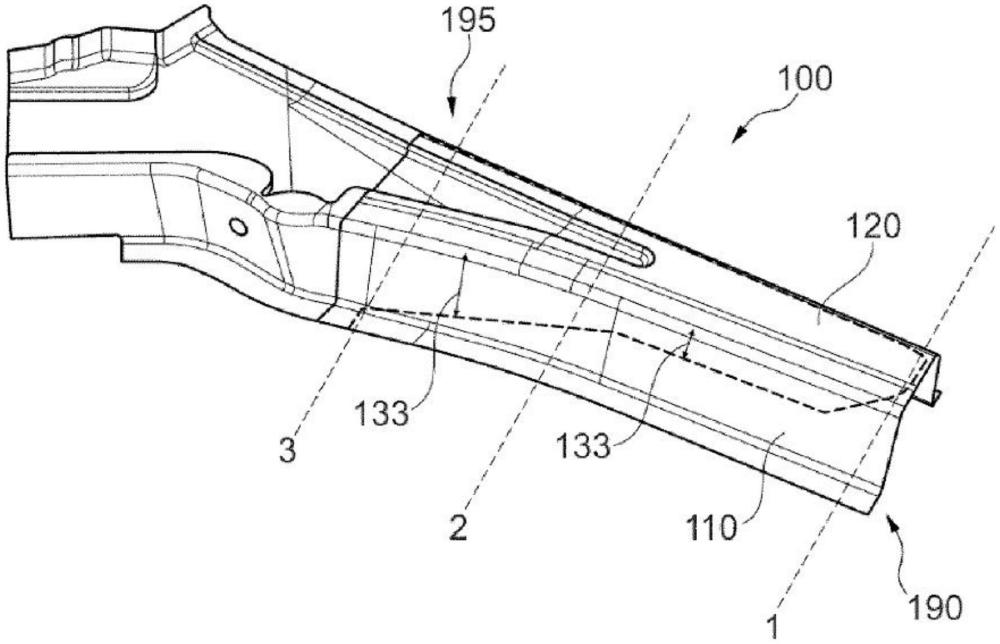
20、在具体示例中,提供了一种用于车辆框架的结构构件,该结构构件至少部分地被配置为用于支撑压缩负载。结构构件的长度可以在冲击接收端和相对端之间延伸。该结构构件包括具有大致u形横截面的主件,该主件包括底部、第一侧壁和第二侧壁以及附接到主件上的补片。补片从补片前端延伸到补片后端,其中补片前端布置成比补片后端更靠近结构构件的冲击接收端。补片包括在主件的底部上延伸的底部补片部分,在主件的第一侧壁上延伸的第一侧壁补片部分和在主件的第二侧壁上延伸的第二侧壁补片部分。主件由比补片更具延展性的材料制成,并且结构构件配置为在碰撞中变形,使得在补片前端和补片后端之间发生多个折叠。折叠可具有从补片前端到补片后端的通常增加的抗屈曲性。
21、在本公开的范围内,补片可以在沿着该主件的长度定位在任何位置处的每个侧壁补片部分上结合任何数目的肋,以便获得该结构构件的特定变形行为。一些可能的配置如下:
22、在一些示例中,第一侧壁补片部分可以包括一个或多个肋,第二侧壁补片部分可以包括一个或多个肋,并且第一侧壁补片部分中的一个或多个肋可以面向第二侧壁补片部分中的一个或多个肋。
23、在这些示例的一些中,在第一侧壁补片部分和第二侧壁补片部分中可以存在相同数量的肋,并且第一侧壁补片部分中的每个肋可以面对第二侧壁补片部分中的对应的相对肋。
24、在一些示例中,该第一侧壁补片部分可以包括一个或多个肋,该第二侧壁补片部分可以包括一个或多个肋,并且该第一侧壁补片部分中的一个或多个肋可以沿着该主件的纵向方向从该第二侧壁补片部分中的一个或多个对应的相对肋偏移。
25、在这些示例的一些中,第一侧壁补片部分可以包括一个或多个肋,第二侧壁补片部分可以包括一个或多个肋,并且第一侧壁补片部分中的一个或多个肋中的每一个可以沿着主件的纵向方向与第二侧壁补片部分中的一个或多个对应的相对肋中的每一个偏移,使得第一侧壁补片部分中的每个肋可以面向第二侧壁补片部分中的对应的相对肋之间和/或周围的空间。
26、通常,补片在主件的第一和第二侧壁上延伸得越多,增强件就越大,并且对结构构件的变形的控制就变得越高和越精细。因此,在一些示例中,第一侧壁补片部分可以在第一侧壁上延伸第一壁的高度的至少25%,并且第二侧壁补片部分可以在第二侧壁上延伸第二侧壁的高度的至少25%。
27、附接到主件的补片的数量、位置和延伸,以及补片中的肋的数量、位置和延伸可以根据结构构件在变形方面的期望行为来选择,例如特别是在由(模拟)冲击或碰撞引起的主件的压缩负载下。例如,可以选择补片的数量、尺寸和附接位置以满足结构构件的某些设计要求。
28、在另一个方面,提供了一种用于制造结构构件的方法,该结构构件至少部分地被配置为用于支撑压缩负载以便获得如在本公开中描述的用于车辆框架的结构构件。
29、该方法包括提供主件坯件和提供补片坯件。该方法还包括将所述补片坯件附接到所述主件坯件以形成修补坯件,以及形成所述修补坯件以获得如本文所公开的结构构件。
30、该方法可以改善配置为用于支撑压缩负载的结构构件的变形行为,并且可以使得能够调节结构构件在例如汽车碰撞期间如何变形。因此,可以增强结构构件的能量吸收。
31、主件坯件在本文中应理解为将形成主件的坯件,例如金属片或平金属板。本文中,补片坯件应理解为将形成补片的坯件。
32、在一些示例中,该方法可以包括热形成,例如直接热冲压。在一些其他示例中,该方法可以包括冷形成,例如在压机中在环境温度或相对低的温度下冲压。在这种情况下,在变形之后,结构构件可经历包括例如奥氏体化的热处理,以提供具有所需微结构和机械性能的材料。
33、在一些示例中,补片可以通过点焊附接到主件。点焊在特定区域连接主件和补片,导致结构构件的变形根据例如点焊的位置和它们之间的距离而改变。因此,点焊可有助于制造在主件和补片之间具有特定附接图案的结构构件,这导致结构构件以特定方式变形,而主件的延展性可赋予结构构件整体延展性。
34、在一些其他示例中,至少一个肋可以通过连续(远程)激光焊接附接到主件。由于肋的尺寸相对较小,点焊可能不是将补片坯件的一个或多个肋附接到主件上的合适方法,因为点焊可能需要例如点焊之间的最小距离和/或最小点焊重叠区域。使用连续激光焊接将补片坯件的一个或多个肋附接到主件可以克服点焊的这些和其它限制。连续激光焊接还可以提高附接的强度,并且使得补片和主件能够以比点焊更大的程度一起工作。
35、在一些示例中,所有肋可以通过连续激光焊接来附接。连续激光焊接的使用不限于补片中的肋,即,它可以用作补片中的任何必要的附接方法。
- 还没有人留言评论。精彩留言会获得点赞!