工件运送装置以及工件运送方法与流程
1.本公开涉及运送装置部件的工件运送装置以及工件运送方法。
背景技术:
2.以往已知有一种用于运送装置部件(以下,也称为工件)并在接下来的工序中对装置部件进行检查的工件运送方法。
3.在该情况下,首先,工件由工件送料机(work feeder)运送,由工件送料机运送后的工件利用吸附嘴等向移载台上顺次移载。之后,对移载台上的工件在接下来的工序中实施性能检查或外观检查。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2008-260594号公报
技术实现要素:
7.发明要解决的课题
8.然而,以往,实际情况是:在将由工件送料机运送的工件一边向移载台上高精度地定位一边迅速地移载的工件运送装置以及工件运送方法还未开发。
9.本公开是考虑这一点而完成的,其目的在于,提供能够将由工件送料机运送的工件一边高精度地定位一边迅速地移载的工件运送装置以及工件运送方法。
10.用于解决课题的技术方案
11.本公开是一种工件运送装置,具备:在外周缘形成有供工件进行收纳的多个兜槽(pocket)的旋转自如的旋转台;和设置于所述旋转台上并与所述旋转台同步地旋转的吸附嘴装置,所述吸附嘴装置具有:旋转自如的装置主体;和多个吸附嘴,被保持于该装置主体并且设置于与各兜槽对应的位置,对所述工件进行吸附,各吸附嘴能够在上下方向上移动,使所述兜槽内的所述工件从所述兜槽向下方下降。
12.本公开是如下的工件运送装置:在所述旋转台的下方,设置有具有对所述兜槽内的所述工件进行收纳的多个工件收纳部的移载台、具有粘附层的粘附板或安装基板。
13.本公开是如下的工件运送装置:在所述旋转台连接有将所述工件向所述兜槽内移载的工件送料机。
14.本公开是如下的工件运送装置:所述兜槽在上下方向上贯通地设置于所述旋转台的外周缘。
15.本公开是如下的工件运送装置:所述移载台、所述粘附板或所述安装基板能够在水平面上沿x-y方向移动。
16.本公开是如下的工件运送装置:在所述旋转台的所述兜槽的上缘端部,设置有向所述兜槽内部突出并与所述吸附嘴一起将所述兜槽内密闭的突出板。
17.本公开是一种工件运送方法,是使用了上述工件运送装置的工件运送方法,包括:
使所述旋转台停止并将所述工件收纳于所述兜槽内的工序;通过与所述兜槽对应的所述吸附嘴对所述兜槽内的所述工件进行吸附的工序;在使所述兜槽内的所述工件通过所述吸附嘴吸附了的状态下,使所述旋转台和所述吸附嘴装置旋转的工序;以及,在使所述旋转台和所述吸附嘴的旋转停止之后,使所述吸附嘴下降而使吸附于所述吸附嘴的所述工件从所述兜槽向下方下降的工序。
18.发明的效果
19.如以上所述,根据本公开,能够将工件一边高精度地定位一边迅速地移载。
附图说明
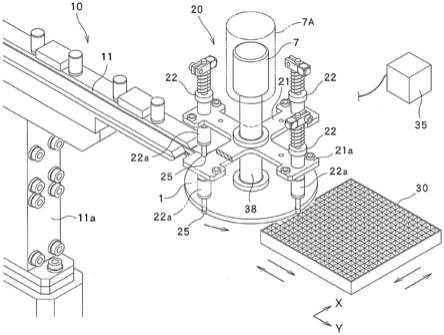
20.图1是示出本公开的工件运送装置的概略立体图。
21.图2是示出旋转台的俯视图。
22.图3是为了方便起见而示出拆除了树脂制板后的旋转台的俯视图。
23.图4是示出旋转台的侧剖视图。
24.图5是示出从工件送料机向旋转台运送的工件的图。
25.图6a是示出旋转台的兜槽内的工件的举动的图。
26.图6b是示出旋转台的兜槽内的工件的举动的图。
27.图6c是示出旋转台的兜槽内的工件的举动的图。
28.图7是示出将旋转台的兜槽内的工件向移载台移载的状态的图。
29.图8是示出移载台的俯视图。
30.图9是示出本公开的变形例的图。
31.附图标记说明
32.1 旋转台
33.2 兜槽
34.5 树脂制板(突出板)
35.5a 开口
36.8 吸附部
37.9 工件检测部
38.10 工件运送装置
39.11 工件送料机
40.20 吸附嘴装置
41.21 装置主体
42.22 吸附嘴
43.25 嘴
44.30 移载台
45.31 工件收纳部
46.35 控制部
47.40 粘附板
具体实施方式
48.<实施方式>
49.以下,参照附图对本公开的实施方式进行说明。图1至图8是示出本公开的实施方式的图。
50.在此,图1是示出本公开的工件运送装置的概略立体图,图2是示出旋转台的俯视图,图3是为了方便起见而示出拆除了树脂制板后的旋转台的俯视图,图4是示出旋转台的侧剖视图,图5是示出从工件送料机向旋转台运送的工件的图,图6a至图6c是示出旋转台的兜槽内的工件的举动的图,图7是示出将旋转台的兜槽内的工件向移载台移载的状态的图,图8是示出移载台的俯视图。
51.如图1至图8所示,工件运送装置10是对装置部件等工件w进行运送并且高精度地进行定位而移载的装置。
52.这样的工件运送装置10具备:在外周缘设置有对工件w进行收纳的多个兜槽2的旋转自如的圆形状旋转台1;和设置于旋转台1上并与旋转台1同步地旋转的吸附嘴装置20。
53.另外,在旋转台1的一侧连接有工件送料机11,该工件送料机11由对工件w进行运送并且将该工件w向旋转台1的兜槽2内移载的直线状的线性送料机构成。并且,该工件送料机11由工件送料机支承机构11a支承。而且,在旋转台1的下方设置有移载台30,该移载台30具有供收纳于旋转台1的兜槽2内的工件w进行移载的多个工件收纳部31。
54.其中,旋转台1经由驱动轴38通过旋转台上方的驱动部7支承为旋转自如,该驱动轴38收纳于固定侧的驱动箱7a内。另外,在旋转台1,对工件w进行收纳的4个兜槽2每隔90
°
分离地设置于旋转台1的外周缘。另外,各兜槽2在上下方向上贯通旋转台1地设置于旋转台1的外周缘。
55.另外,吸附嘴装置20连结于从驱动部7向下方延伸的驱动轴38,并具有与旋转台1同步地旋转的装置主体21、和被保持于该装置主体21的4个吸附嘴22。其中,装置主体21如上述那样,与安装于旋转台1的中央部的驱动轴38连结,该驱动轴38向上方延伸并到达驱动部7。
56.另外,装置主体21具有连结于驱动轴38并且在从上方观察时形成十字形的形状的4个杆21a,在各杆21a的前端设置有吸附嘴22。
57.各吸附嘴22具有嘴主体22a、和设置于该嘴主体22a的下端的嘴25,各嘴25能够相对于嘴主体22a在上下方向上移动。另外,各吸附嘴22的嘴25能够在吸附工作中在其下端处吸附工件w,在停止了吸附工作的情况下,嘴25无法吸附工件w。
58.各吸附嘴22如上述那样设置于装置主体21的4个杆21a的前端,由此,合计4个吸附嘴22设置于装置主体21。并且,各吸附嘴22以各吸附嘴22的嘴25到达与旋转台1的兜槽2对应的位置的方式配置于旋转台1的上方。
59.另外,旋转台1按兜槽2的配置间距(90
°
间距)断续地旋转。而且,在旋转台1的上表面设置有树脂制板5,在该树脂制板5设置有与兜槽2对应的开口5a。树脂制板5的开口5a在从平面观察(俯视)时呈矩形形状,旋转台1的兜槽2也在从平面观察时呈矩形形状。并且,树脂制板5的开口5a的平面形状比兜槽2的平面矩形形状小。因此,树脂制板5从兜槽2的上端缘朝向兜槽2的内部从3边突出(参照图2以及图3)。在该情况下,如图2所示,树脂制板5的开口5a以及兜槽2在从平面观察时在旋转台1的外周缘侧开口。
60.这样地树脂制板5从兜槽2的上端缘向兜槽2的内部突出,因此,树脂制板5作为从兜槽2的上端缘向兜槽2的内部突出的突出板发挥功能。
61.在该情况下,从兜槽2的上端缘向兜槽2的内部突出的树脂制板5能够与吸附嘴22的嘴一起对兜槽2的上端缘进行密闭,由此,能够使兜槽2内的密闭度提高。
62.此外,在上述本实施方式中,示出了在旋转台1上设置了树脂制板5的例子,但在兜槽2内的密闭度能被确保的情况下,该树脂制板5不一定需要设置。
63.接着,利用图5至图7对旋转台1与工件送料机11之间的连接部的构造进行叙述。如图5至图7所示,在旋转台1的兜槽2内,在其半径方向内部设置有利用吸附作用将工件w向兜槽2内引入的吸附部8。
64.在该情况下,兜槽2内的吸附部8设置于兜槽2的内侧缘的角部(参照图2以及图3)。另外,吸附部8与组装入后述的装载机基部13内的吸附机构(未图示)连接,通过该吸附机构进行吸附作用。
65.另外,在旋转台1的兜槽2内,设置有工件检测部9,该工件检测部9对是否在兜槽2内的正确位置收纳有工件w光学性地进行检测。
66.在旋转台1与工件送料机11之间的连接部,为了使工件w从工件送料机11顺畅地移向旋转台1的兜槽2侧而安装有从上方覆盖工件w的上罩12。
67.另外,在旋转台1与工件送料机11之间的连接部,设置有从下方对从工件送料机11移向旋转台1的兜槽2侧的工件w进行支承的装载机基部13。
68.接着,利用图7以及图8对配置于旋转台1的下方的移载台30进行叙述。移载台30具有由区划壁32呈格子状地区划出的许多工件收纳部31。
69.另外,移载台30在旋转台1的下方能够在水平面上沿x-y方向移动。这样,通过移载台30在水平面上沿x-y方向移动,从而能够利用吸附嘴22使收纳于旋转台1的兜槽2内的、由旋转台1运送的工件w下降,而能够收纳于移载台30的所希望的工件收纳部31内。
70.接着,对由这样的结构构成的本实施方式的作用进行说明。
71.首先,如图1以及图6a所示,装置部件等工件w从工件送料机11收纳于旋转台1中的工件送料机11侧的兜槽2内。在该情况下,旋转台1不旋转而停止。另外,从工件送料机11内送出的工件w在工件送料机11与旋转台1之间的连接部处,由装载机基部13支承并且由上罩12从上方覆盖。
72.接着,通过控制部35使得设置于旋转台1的上方的吸附嘴装置20中的、与收纳有工件w的兜槽2对应的吸附嘴22的嘴25下降而进入兜槽2内,在稍稍进入兜槽2内时嘴25停止。
73.在该情况下,在兜槽2的上端缘中的、除了旋转台1的外周缘侧的边以外的3边处,树脂制板5朝向兜槽2的内部突出。因此,由嘴25和树脂制板5将兜槽2的上端缘密闭。
74.接着,兜槽2内的吸附部8通过装载机基部13的吸附机构进行工作,以向兜槽2内吸引工件w的方式产生空气的流动。在该情况下,由于如上述那样地、兜槽2的上端缘由嘴25和树脂制板5密闭,因此,能够使兜槽2内有效地成为吸引状态,能够提高该兜槽2内的吸引状态。
75.这样,在兜槽2内成为了吸引状态之后,如图6b所示,从工件送料机11送出的工件w由上罩12和装载机基部13从上下方向进行引导,而被引入吸引状态的兜槽2内。
76.接着,在工件w进入兜槽2内时,工件检测部9对工件w进入到兜槽2内的情况进行检
测。来自工件检测部9的信号被向控制部35发送,控制部35基于来自工件检测部9的信号使吸附嘴22的嘴25工作,在嘴25的下端处吸附工件w(参照图6c)。
77.之后,如图1所示,控制部35使驱动部7工作,使旋转台1和吸附嘴装置20旋转90
°
。
78.在此期间,收纳于旋转台1的兜槽2内并已由吸附嘴22的嘴25吸附保持的工件w也与旋转台1一起旋转90
°
。
79.之后,旋转台1以及吸附嘴装置20停止其旋转,同样地从工件送料机11向旋转台1中的工件送料机11侧的兜槽2内收纳工件w。
80.接着,旋转台1和吸附嘴装置20进一步旋转90
°
,最初收纳于工件送料机11侧的兜槽2内的工件w到达相对于工件送料机11旋转了180
°
的位置。之后,旋转台1以及吸附嘴装置20停止其旋转。
81.此时,到达相对于工件送料机11旋转了180
°
的位置处的吸附嘴22的嘴25在其下端处在兜槽2内吸附保持着工件w。接着,通过控制部35,吸附嘴22的嘴25进一步下降,嘴25进一步贯通兜槽2内地下降。在吸附于嘴25的下端的工件w到达移载台30的工件收纳部31内时,控制部35使嘴25的下降停止,并且使嘴25的吸附作用停止。
82.这样一来,吸附于嘴25的下端的工件w向移载台30的工件收纳部31内准确地移载,之后,通过控制部35而使得吸附嘴22的嘴25被向上方提起。
83.这样一来,利用到达相对于工件送料机11旋转了180
°
的位置的吸附嘴22,能够将工件w顺次向移载台30的工件收纳部31内顺次移载。在该情况下,控制部35能够使移载台30沿x-y方向在水平面上移动,由此,能够通过吸附嘴22将工件w向移载台30的所希望的工件收纳部31顺次移载。
84.此外,位于旋转台1旋转了270
°
的位置的吸附嘴22特别地不吸附工件w而处于等待状态。
85.通过使这样的作用顺次反复,能够将从工件送料机11送来的工件w顺次向移载台30的所希望的工件收纳部31内顺次移载。之后,移载台30被送向接下来的工序,在接下来的工序中,从移载台30内取出工件w,对该工件w实施性能检查或外观检查。之后,被判定为合格品的工件w被作为装置部件而使用。
86.如以上所述,根据本实施方式,能够将从工件送料机11送来的工件w一边在旋转台1的兜槽2内正确地定位一边通过吸附嘴22的嘴25吸附,并可靠地运送至相对于工件送料机11旋转了180
°
的位置。另外,关于到达相对于工件送料机11旋转了180
°
的位置的工件w,仅使吸附嘴22的嘴25下降就能够容易且简单地收纳于移载台30内的所希望的工件收纳部31内。
87.因此,能够将从工件送料机11送来的工件w向移载台30的所希望的工件收纳部31内迅速且高精度地运送。
88.<本公开的变形例>
89.接着,利用图9对本公开的变形例进行叙述。在图1至图8所示的实施方式中,示出了利用吸附嘴装置20将工件w收纳于移载台30的工件收纳部31内的例子,但不限于此,也可以如图9所示那样,利用吸附嘴装置20将工件w移载到粘附板40上。在图9所示的变形例中,对于与图1至图8所示的实施方式相同的部分标注相同的附图标记并省略详细的说明。在图9中,通过吸附嘴装置20被移载工件w的粘附板40,具有设置于该粘附板40的表面的粘附层
40a。
90.或者,也可以通过吸附嘴装置20将工件w直接安装在安装基板(未图示)上,来代替设置该粘附板40。
91.或者,在图1至图8所示的实施方式或图9所示的变形例中,示出了将到达相对于工件送料机11旋转了180
°
的位置的工件w通过吸附嘴装置20移载到移载台30(参照图1至图8)、或移载到粘附板40(参照图9)的例子,但是,不限于此,也可以将到达相对于工件送料机11旋转了90
°
的位置的工件w移载到移载台30的工件收纳部31内、或粘附板40上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1