一种栽培基质填充方法与流程
1.本发明涉及栽培基质生产制造领域,具体涉及一种栽培基质填充方法。
背景技术:
2.栽培基质容器由无纺布组成的管段,将栽培基质填充在管段里面,该产品传统的生产主要为半自动化,生产效率低,难以适应大批量的生产需求,因此有必要提供一种生产效率更为可靠的自动化生产设备,用以满足生产需求。
技术实现要素:
3.为解决上述问题,本发明提供一种栽培基质填充方法。
4.本发明采取的技术方案具体如下。
5.一种栽培基质填充方法,采用料管成型机构将卷状布带成型成管状的料管;采用填料机构将基质紧实的填充到料管中,采用切分机构将填充有基质的料管进行定长切断,最终形成栽培基质容器。
6.优选地,采用基质导送管输送基质以及将基质导送到料管中。
7.优选地,采用料管成型机构上设置的放卷部实现卷状布带进行放卷,采用在放卷部下游设置的塑型部将布带两边部对折,采用在塑型部下游设置的定型组件将布带包裹在基质导送管上,并且布带被基质导送管定型成圆形,两布带边部堆叠在一起,采用定型组件的下游设置的接边部将塑型后的两布带边部连接为一体,形成管状的料管。
8.优选地,将塑型部设置的a1塑型件斜向下指向布带导送方向的上游呈悬吊状布置,a2塑型件立状悬吊状布置,通过a1塑型件上设置的向靠近a2塑型件的一侧弯折形成钩状的a1抵靠部,抵靠布带中部,通过a2塑型件上设置的两立状间隔布置的a2丝杆构成的导带口对布带进行对折。
9.优选地,将定型组件上设置的两半圆形的b1、b2定型件安装在基质导送管上,b1、b2定型件相互靠近拼装组成可以变径的环形套,将对折的布带沿基质导送管输送并通过环形套,形成圆形并且两布带边部折叠在一起。
10.优选地,通过接边部上设置的焊接装置将布带的两边部连接在一起,形成管状的料管,将接边部竖直活动安装,当接边部的焊接装置抬起时,料管可以继续输送。
11.优选地,将基质导送管尾部插设在成型后的料管内,通过将基质导送管尾部上套设的料管置于密封的负压腔室内,将基质紧实的填充到料管中。
12.优选地,通过在盒体内设置空腔,空腔与负压腔室相连,将盒体设置成上盒体部和下盒体部,上盒体部与下盒体部相对活动安装,当上盒体部与下盒体部紧密配合时室内形成负压,当上盒体部与下盒体部相互分离时料管可以继续输送,通过在盒体上还设置有贯穿盒体布置的导料通道使得料管可以通过盒体。
13.优选地,通过在盒体的下游设置移料机构牵引布带、料管以及料管中的基质移动。
14.优选地,将移料机构套设在料管上,在移料机构上设置有撑托料管的移料座以及
与移料座沿竖直方向活动安装的夹持件,通过调节夹持件移动夹紧和松解料管,通过调节移料机构移动牵引布带、料管以及料管中的基质移动。
15.优选地,通过在移料机构的下游设置切分机构将填充有基质的料管进行定长切断,最终形成栽培基质容器。
16.优选地,在切分机构上设置对填充基质后的料管进行导送的c1导送槽,对切分后的栽培基质容器进行导送的c2导送槽,将c1、c2导送槽间隔顺延布置,切刀升降式装配在c1、c2导送槽之间的间隔区域,切刀刀身的两侧均设置刀刃,通过调节切刀上下移动将料管切分成栽培基质容器。
17.本发明的有益效果是:本发明可以实现将卷状布带成型成管状的料管;将基质紧实的填充到料管中,将填充有基质的料管进行定长切断,最终形成栽培基质容器。其生产流程可以实现自动化。
附图说明
18.图1为栽培基质容器生产线的俯视图;
19.图2为图1中栽培基质分料单元的局部视图;
20.图3为图2中分料输送单元节的轴测图;
21.图4为图1中栽培基质填充设备的主视图;
22.图5为栽培基质填充至料管中形成栽培基质容器的过程示意图;
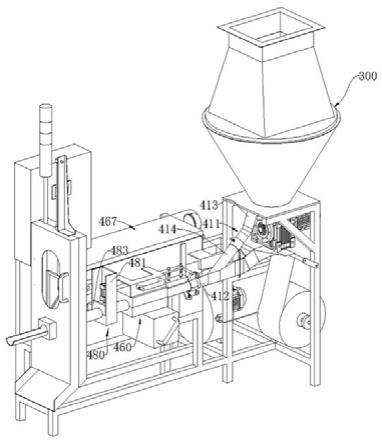
23.图6为图4中栽培基质填充设备的轴测图;
24.图7为图6的局部放大图;
25.图8为图4中盒体的局部视图;
26.图9为图6另一种工作状态的轴测图;
27.图10为图4中切分机构的局部视图;
28.图11为图8的俯视图和左视图;
29.图12为图4中接料斗的内部主视图;
30.图13为图1中栽培基质容器排布设备的俯视图;
31.图14为图13中盛装盘供料设备的前视图;
32.图15为图13中堆叠机构的前视图;
33.图16为栽培基质容器的排布流程示意图;
34.图17为图1中栽培基质容器装盘包装设备的主视图;
35.图18为图17中包覆部的主视图;
36.图19为图17中烫封接边机构的轴测图;
37.图20为图19的局部视图;
38.图21为图17中叠膜部的轴测图;
39.图22为图17中包裹部的轴测图;
40.图23为堆叠料的包裹流程图;
41.图24为栽培基质流向的流程示意图;
42.图25为图13中栽培基质容器排布设备自动线的排布方式俯视图。
43.图中附图标记为:
44.100
‑
物料(栽培基质)、110
‑
料管、111
‑
布带、120
‑
栽培基质容器、130
‑
盛装盘、200
‑
栽培基质分料单元、205
‑
分料机架、210
‑
分料活动支架、220
‑
分料输送单元、221
‑
分料输送带、222
‑
上料端、223
‑
下料端、224
‑
a分料挡板、225
‑
b分料挡板、226
‑
橡胶垫层、230
‑
分料调节件、240
‑
下落口、300
‑
接料斗、321
‑
搅拌轴、322
‑
搅拌装配杆、323
‑
搅拌杆、400
‑
栽培基质填充设备、405
‑
基质填充机架、406
‑
料管成型机构、407
‑
填料机构、408
‑
下料机构、410
‑
基质导送管、411
‑
前部管段、412
‑
后部管段、413
‑
a1管段、414
‑
a2管段、415
‑
成型安装套、416
‑
安装套锁紧件、417
‑
b1定型件、418
‑
b2定型件、419
‑
装配支架、424
‑
b驱使弹簧、430
‑
塑型部、431
‑
a1塑型件、432
‑
a2塑型件、433
‑
a1抵靠部、440
‑
接边部、450
‑
放卷部、460
‑
盒体、461
‑
上盒体部、462
‑
下盒体部、463
‑
料管承托架、464
‑
导料通道、465
‑
连接风口、466
‑
a引风机、467
‑
箱体、468
‑
翻转支架、469
‑
撑托杆、470
‑
弧形件、480
‑
移料机构、481
‑
移料座、482
‑
夹料口、483
‑
夹持件、490
‑
切分机构、491
‑
c1导送槽、492
‑
切刀、493
‑
c2导送槽、494
‑
集料件、495
‑
刀架、500
‑
栽培基质容器排布设备、510
‑
盛装盘供料设备、511
‑
盛装盘支撑座、512
‑
盛装盘供料支架、513
‑
盛装盘供料机架、514
‑
容器支撑板、520
‑
容器输送机构、521
‑
容器输送线、522
‑
容器定位机构、523
‑
容器分料机构、524
‑
容器输送带、525
‑
容器输送带安装机架、526
‑
a定位挡板、527
‑
b定位挡板、550
‑
排布机构、551
‑
容器摆料机构、552
‑
容器推料机构、553
‑
容器阻挡机构、554
‑
容器摆料板、555
‑
容器阻挡板、556
‑
容器推料板、557
‑
盛装盘阻挡机构、558
‑
盛装盘阻挡块、559
‑
定位导向部、580
‑
堆叠机构、581
‑
盛装盘输送机构、582
‑
盛装盘堆叠机构、583
‑
盛装盘移出机构、584
‑
盛装盘推料板、585
‑
盛装盘堆叠机架、586
‑
装盘堆叠支架、587
‑
盛装盘堆叠支撑杆、588
‑
盛装盘堆叠支撑件、589
‑
支撑部、590
‑
盛装盘驱动机构、591
‑
限位部、592
‑
盛装盘堆叠限位杆、593
‑
堆叠料输送机构、700
‑
栽培基质容器装盘包装设备、710
‑
a包装管、720
‑
包覆输送机构、721
‑
包覆输送带、722
‑
包覆导送辊组、730
‑
a1供膜机构、731
‑
a1膜材、732
‑
a11托膜辊、733
‑
a12托膜辊、734
‑
a1膜限位套、735
‑
a1膜套锁止件、736
‑
a11导膜辊、737
‑
a12导膜辊、738
‑
a13导膜辊、739
‑
a14导膜辊、740
‑
a15导膜辊、741
‑
a1橡胶导膜套、742
‑
a1导膜槽、743
‑
a1压紧辊、、750
‑
a2供膜机构、751
‑
a2膜材、761
‑
a2橡胶导膜套、762
‑
a2压紧辊、770
‑
烫封接边机构、771
‑
下部封烫接边条、772
‑
上部封烫接边条、773
‑
封烫安装支架、774
‑
封烫浮动支架、775
‑
封烫浮动弹簧、776
‑
前压膜板、777
‑
后压膜板、778
‑
接边裁断件、779
‑
散热孔、、781
‑
上捋膜辊、782
‑
下捋膜辊、790
‑
立面膜部、800
‑
叠膜子部、810
‑
叠膜输送带、821
‑
上叠膜件、822
‑
下叠膜件、823
‑
前部下叠膜段、824
‑
中部下叠膜段、825
‑
尾部下叠膜段、826
‑
前部叠膜导辊组、827
‑
前部叠膜支架、828
‑
叠膜竖板、829
‑
前部上叠膜段、830
‑
尾部上叠膜段、831
‑
中部叠膜组件、832
‑
叠膜杆身件、833
‑
中部叠膜板、834
‑
a1杆段、835
‑
a2杆段、836
‑
a3杆段、837
‑
中部叠膜安装块、838
‑
中部叠膜滑动座、839
‑
中部叠膜安装支架、840
‑
尾部叠膜导辊组、、841
‑
尾部叠膜支架、900
‑
包裹部、910
‑
包裹输送带、920
‑
转动轮环、921
‑
胶带卷、930
‑
切段夹持机构、940
‑
包覆导送辊组、1000
‑
基质供料机构、1020
‑
基质输送机构、1021
‑
基质托料板、1010
‑
基质搅拌机构、1030
‑
吸气管、1031
‑
进气口、1040
‑
集料输送带。
具体实施方式
45.为了使本发明的目的及优点更加清楚明白,以下结合实施例对本发明进行具体说明。应当理解,以下文字仅仅用以描述本发明的一种或几种具体的实施方式,并不对本发明具体请求的保护范围进行严格限定。
46.如在本文中所使用,术语“平行”、“垂直”等等词语不限于其严格的几何定义,而是包括对于机加工或人类误差合理和不一致性的容限。
47.如图1
‑
24所示,栽培基质容器生产线,包括供应栽培基质的基质供料机构1000,用于将栽培基质进行分料的栽培基质分料单元200,还包括栽培基质填充设备400,各栽培基质填充设备用于承接各栽培基质分料单元200分发的栽培基质并将栽培基质用布带形成的管状料管将其包裹,然后将料管进行定长切断成栽培基质容器120,还包括栽培基质容器排布设备500,栽培基质容器排布设备500用于将栽培基质容器转送至盛装盘130内进行排列状布置,并将盛装有栽培基质容器的各盛装盘堆叠成堆叠料,还包括栽培基质容器装盘包装设备700,栽培基质容器装盘包装设备700用于将堆叠料采用包装材料进行包裹包装,使其紧密的包裹在一起。
48.如图1和24所示,此生产线先将组成栽培基质原料通过基质供料机构1000进行比例混合形成所需的栽培基质,然后,通过栽培基质填充设备400将栽培基质紧密的填充至由布带成型的管状料管中,并对填充有基质的料管进行定长切分形成栽培基质容器120,通过基质容器排布设备500将栽培基质容器排列状布置在盛装盘内,并对盛装有栽培基质容器的盛装盘进行堆叠形成堆叠料,通过栽培基质容器装盘包装设备700对堆叠料进行包裹,使其紧密的包裹在一起。此生产线的生产过程可以实现完全自动化,整条产线的布局合理,生产运行流畅,并且考虑了室内粉尘噪音的排除减少污染,还考虑了对散落的栽培基质进行回收利用,避免了生产浪费。
49.基质供料机构1000包括搅拌栽培基质的基质搅拌机构1010以及将搅拌过后的栽培基质向栽培基质分料单元输送的基质输送机构1020。基质输送机构包括基质输送带,基质输送带倾斜状布置,基质输送带高度较低端构成上料端,所述上料端与基质搅拌机构的出口相对应,基质输送带高度较高端构成下料端,所述下料端与栽培基质分料单元200的上料端相对应。
50.如图1所示,将所需的不同栽培基质原料按照所需比例投放到基质搅拌机构1010中,经均匀的搅拌后形成所需的栽培基质,然后通过基质输送带将栽培基质运送至栽培基质分料单元200,然后通过栽培基质分料单元200将栽培基质分发至各栽培基质填充设备400中。
51.基质输送带上设置有基质托料板1021,基质托料板1021用于撑托栽培基质沿倾斜的输送带输送,基质托料板1021沿基质输送带的周向间隔立状布置,并垂直于基质输送带的带面和基质输送带的宽度方向平行。
52.立状布置的基质托料板1021可以运输大量的栽培基质,提高生产效率,优选的在基质输送带上侧设置有防止栽培基质从基质输送带的边部滑落的阻挡装置。此外,基质搅拌机构1010和基质输送带位于单独的区域,避免整体生产线出现大量的粉尘。
53.栽培基质分料单元200包括用于对物料进行输送和分料的各分料输送单元节220,各分料输送单元节分料的路径呈u形布置,包括a1段、a2段和a3段,a1和a3段平行,a2段与a1段和a3段垂直,a1段端部的上料端与基质输送带下料端相对应布置,a1段端部的下料端与a2段的上料段对应布置,a2段的下料段与a3段的上料端对应布置。相邻两分料输送单元节220完全分离时在两者之间形成用于物料下落的下落口,各栽培基质填充设备400沿a1段和a3段间隔布置,各栽培基质填充设备400的接料斗与各分料输送单元节220的下落口对应布
置。
54.因为空间的限制将栽培基质填充设备400布置成两排,通过栽培基质分料单元上设置的各分料输送单元节220将物料分发到各栽培基质填充设备400中,合理的利用了场地。
55.用于安装各分料输送单元节的分料机架上还设置有吸气管1030,吸气管1030包括各进气口1031,各进气口与各下落口对应布置,用于吸走下落口栽培基质形成的粉状物,吸气管还包括出气口,出气口设置在室外。
56.如图1和2所示,在各分料输送单元节220将物料分发到各栽培基质填充设备400的过程中不可避免的会出现粉尘,在各下落口处粉尘出现的源头布置进气口1031将粉状物吸走,减少了室内的污染,提高各机器的使用寿命。
57.如图1和5所示,栽培基质填充设备400包括负压箱室,a引风机对负压腔室进行抽负压,各a引风机的出口与吸气管1030相连。负压箱室在进行基质填充的时候因为布料是通气的,所以不可避免也会吸入粉尘,吸气管1030可以将这部分粉尘排出,同时a引风机的出口与吸气管相连可以减少a引风机的噪音。
58.如图1所示,栽培基质填充设备400包括对散落的基质进行收集的集料件494,集料件494的出口与集料输送带1040对应布置,集料输送带的出口1040与a2段对应布置。
59.栽培基质填充设备400在对料管进行定长切断的过程中不可避免的会有基质洒落,设置集料输送带将洒落的基质回收利用。同样,集料输送带对栽培基质容器散落的基质进行收集。
60.各栽培基质填充设备400的栽培基质容器出口位于u形路径的内部,栽培基质容器排布设备500上设置的用于输送盛装盘的盛装盘输送线靠近u形路径的对称线。栽培基质容器装盘包装设备700包括用于输送堆叠料的包覆输送机构720,包覆输送机构的进料口与堆叠料输送机构的出口对应布置。
61.如图1所示,栽培基质容器装盘包装设备700与栽培基质容器排布设备500位于同一条生产线上,所以不需要进行额外的转线,提高生产效率。
62.下面将对栽培基质分料单元200、栽培基质填充设备400、栽培基质容器排布设备500和栽培基质容器装盘包装设备700进行一一详细阐述。
63.如图2和3所示,栽培基质分料单元200包括用于对物料100进行输送的各分料输送单元节220,各分料输送单元节220沿着物料100输送方向依次布置,下一分料输送单元节220对前一分料输送单元节220输送的物料100进行承接输送,各分料输送单元节220活动安装在分料机架205上,相邻两分料输送单元节220完全分离时在两者之间形成用于物料100下落的下落口240。
64.如图2所示,供应物料100的基质输送机构1020将物料100供应至分料输送单元节220上,下一分料输送单元节220对前一分料输送单元节220输送的物料100可以进行承接输送。移动分料输送单元节220,形成下落口240,物料100从下落口240掉落至接料斗300中。
65.还包括控制装置以及各分料输送带221下料端223分别设置的接料斗300,接料斗300内设置有对接料斗300内的物料量进行监测的物料监测组件,控制装置依据各个物料检测单元检测的数据调控各个分料调节件230的运行状态。
66.例如,物料检测单元检测出第5个接料斗300需要供料,控制装置调节1
‑
5输送单元
节220相连,第6输送单元节220向前移动使得下落口240与第5输送单元节220的出料口与下落口240相对应将物料100落入接料斗300中。
67.本发明将输送物料的输送线分成若干分料输送单元节,各分料输送单元节不仅可以相互联系将物料输送至远端,而且各分料输送单元节也可以相互独立,各自将物料输送至各接料斗中。上述结构简单合理,使用灵活,可以满足各接料斗的供料需求。
68.如图2所示,各分料输送单元节220包括用于输送物料100的分料输送带221。各分料输送带221倾斜状布置,分料输送带221高度较低端构成上料端222,分料输送带221高度较高端构成下料端223,下一分料输送带221的上料端222的高度小于前一分料输送带221的下料端223高度且两者相对应布置。各分料输送单元节220可以相互独立运行,实现向接料斗300供料的需求。
69.如图2所示,分料输送带221安装在分料活动支架210上,分料活动支架210沿分料输送带221的输送方向活动安装在分料机架205上,分料机架205上还设置有对应分料输送带221布置的分料调节件230,例如气缸,分料调节件230调整分料活动支架210进行移动。通过将各分料输送单元节220活动安装在分料机架205上,通过调节各分料输送单元节220的移动实现各分料输送单元节220相互联系与分离,满足了向各分料输送单元节220供料的需求。
70.如图3所示,各分料输送带221的上分料带面的上侧设置有防止物料100从分料输送带221两输送方向的边部以及上料端222的边部移出的分料阻挡机构。优选地,分料阻挡机构包括呈u字型的分料阻挡件,分料阻挡件包括位于上料端222边部的a分料挡板224和a分料挡板224两侧分别设置的b分料挡板225,a、b分料挡板固定在分料活动支架210上,分料输送带221的上分料带面与a、b分料挡板下边部呈间隙状布置。a、b分料挡板的板面呈倾斜状布置,a、b分料挡板的边部较低端靠近分料输送带221的内侧布置。优选地,a、b分料挡板225的内板面上设置有橡胶垫层226。
71.上述分料阻挡机构结构简单、合理,可以满足物料在输送的过程中不会散落出分料输送带,即能使得生产环境整洁,又能不浪费物料,避免了物料散落风干后形成粉尘。
72.一种栽培基质填充设备400,如图4
‑
12所示,包括基质填充机架,基质填充机架上设置有用于将布带形成管状的料管110的料管成型机构406,用于向料管内填充基质100的填料机构407,以及将填充基质后的料管切分成栽培基质容器120的切分机构490,以及将切分后的栽培基质容器120进行下料的下料机构408。
73.如图4和5所示,本发明中的栽培基质填充设备可以实现将基质100填充至管状的料管中,其中料管成型机构将布带111成型成管状的料管110,填料机构向管状的料管填充基质100,切分机构将填充基质后的料管切分成定长的栽培基质容器120,最后通过下料机构将栽培基质容器120移出。
74.如图4所示,包括基质填充机架上设置的接料斗300,接料斗300的下部设置有出料口310,出料口310处连接有基质导送管410,基质导送管410尾部插设在成型后的管状的料管110内。
75.管状的料管110套设在基质导送管410上,从基质导送管410中流出的基质100流入至管状的料管110中,从而实现基质填充至料管中。
76.如图4所示,料管成型机构406包括用于实现卷状布带111进行放卷的放卷部450,
用于将布带两边部对折并包裹在基质导送管410上进行塑型的塑型部430,以及将塑型后的两布带边部连接为一体的接边部440。
77.如图7所示,塑型部将平铺状态的布带先进行对折,然后经过基质导送管410将其撑托成u形,经过塑型部430将u形布带塑型成圆形,最后经过接边部440将叠放到一起的两布带边进行接边形成管状的料管110。
78.优选地,如图6和7所示,基质导送管410包括管身倾斜布置的前部管段411和管身呈横状布置后部管段412(被管状的料管所遮挡),后部管段412插设在料管110内,前部管段411与接料斗300相连接,塑型部430包括位于前部管段411下方设置的塑型组件,塑型组件包括沿布带的导送方向依次布置的a1塑型件431和a2塑型件432,a1塑型件431斜向下指向布带导送方向的上游呈悬吊状布置,a2塑型件432立状悬吊状布置且其上设置有供布带通过的导带口,a1塑型件431的下端抵靠布带中部,导袋口对布带进行对折。
79.前部管段411包括依次布置的a1管段413和a2管段414,a1管段413的斜率大于a2管段414的斜率,a1、a2管段之间通过连接软管进行连接,a2管段414、后部管段412装配在装配支架上,装配支架上沿竖直方向活动安装在基质填充机架上。a1塑型件431由倾斜布置的a1丝杆构成,a1丝杆的下端向靠近a2塑型件432的一侧弯折形成钩状的a1抵靠部433,a2塑型件432为两立状间隔布置的a2丝杆构成,两a2丝杆之间的区域形成所述的导带口,a1、a2丝杆的上端均与成型安装套415固定连接,成型安装套415沿a2管段414的长度方向活动安装在a2管段414上,成型安装套415上设置有对其移动进行锁紧的安装套锁紧件416。
80.a1管段413的倾斜角度55~65
°
,a2管段414的倾斜角度为20~30
°
,a1塑型件431的倾斜角度为40~50
°
,a1管段413和a1塑型件431的倾斜方向相反,a1塑型件431的身长小于a2塑型件432的身长。
81.如图7所示,塑型部430还包括后部管段412上设置的定型组件,定型组件包括上、下对应布置的b1定型件417、b2定型件418,b1、b2定型件分别转动安装在装配支架419上,b1、b2定型件分别为半圆形的槽型件,b1、b2定型件相互靠近拼装组成用于料管定型的环形套,b1定型件417通过b1转动臂转动安装在b1安装轴上,b2定型件418通过b2转动臂转动安装在b2安装轴上,b1、b2安装轴装配在装配支架419上,b2安装轴的旁侧设置有驱使b2定型件418保持与b1定型件417处于组装状态的b驱使弹簧424,b1、b2定型件上设置有使得两者之间咬合卡接的卡齿和卡口。在转动安装的定型组件和后部管段412共同作用下,可以很好的将布带定型成圆形。
82.较高布置平躺状态的布带111,钩状的a1抵靠部433以及两立状间隔布置的a2丝杆构成的a2塑型件432,以及经过基质导送管410将布带撑托成u形,转动安装的b1、b2定型件将布带撑托成圆形,接边部440将叠放到一起的两布带边进行接边形成管状的料管110,以及牵引料管进行移动的机构共同作用下将布带形成料管。当接边部440的布带进行接边后形状为圆形,其上游的布带经过牵引后,布带经过各塑性部的共同作用下,最终也会围成圆形,然后进行接边形成料管。上述将布带形成料管的结构,其结构简单合理,并且可以实现自动化将布带形成料管,成本低,运行稳定。
83.如图8所示,填料机构407包括使得料管内填充的基质密实填充的密实部,所述的密实部包括盒体460,盒体上设置有贯穿盒体布置的导料通道464,料管110布置在导料通道内464,盒体上设置有连接风口465,所述的连接风口465与a引风机相连。
84.所述的盒体由上、下对应的上盒体部461和下盒体部462组成,下盒体部462的内部设置成空腔状,空腔内设置有用于撑托料管110的料管承托架,连接风口465处设置有调节其启闭状态的阀头(未显示),上盒体部活动安装在装配支架上。上盒体部461和下盒体部462之间设置有密封件。
85.当上盒体部461和下盒体部462相互闭合时,盒体的内腔形成密封空间,其中,上下盒体部右端压紧后部管段412,左端压紧料管110。密封空间通过连接风口465与a引风机相连,引风机通过抽走盒体内的空气使得盒体内的气压降低,因为料管110由透气性较好的布料组成,而后部管段412不透气,所以将基质100吸入到料管110中,在料管110的约束下将有粘性的基质100紧紧的填充在料管110中。如图6所示,基质填充机架上还设置有负压箱室467,a引风机对负压腔室467进行抽负压,负压腔室通过连接风口465与盒体相连通连接。负压箱室467使得盒体内的气压能够迅速降低到较低的气压,即能提高填充的效率,又能将基质100紧紧的填充在料管110中。如图1所示,负压箱室467的出气口与吸气管1030相连用于减少噪音以及吸走粉尘。
86.如图11所示,料管承托架463呈弧形槽状,料管承托架由沿料管长度方向布置的撑托杆469和撑托杆两端分别设置弧形的弧形件470组成,撑托杆469沿弧形件470的长度方向间隔设置。弧形件470固定焊接在下盒体部462,各撑托杆469焊接在弧形件470上。圆形的撑托杆469使得与料管之间的接触面积较小,料管有足够的面积在较小的压强下充分的将基质吸入料管内。
87.如图6和9所示,还包括拉动填充基质后的料管进行移动的移料机构480,移料机构480包括移料座481,移料座481上设置有用于夹持料管的夹料口,夹料口贯穿移料座481布置,移料座481上设置有用于夹紧夹料口内的料管的夹持件483,夹持件483沿竖直方向活动安装,调节夹持件483移动夹紧和松解料管,移料座481沿料管的管长方向活动安装在基质填充机架上,移动移料座实现料管的输送,所述的移料机构480设置在填料机构407和切分机构490之间。
88.夹持件483竖直活动安装,夹紧料管以及料管中的基质(经密实部的作用填充至料管中,具有一定的强度)后,移动移料座481带动夹持件483移动从而夹持料管向前输送,既能够牵引料管(布带)移动也能够牵引基质,并且在夹持力的作用下进一步将基质100压紧,使得栽培基质容器更加的紧实方便后续的运输。
89.如图4和6和9所示,上盒体部461安装在翻转支架468上,翻转支架468靠近切分机构490的端部转动安装在装配支架上,翻转支架468上设置有伸缩臂,伸缩臂沿料管的输送方向活动安装在翻转支架468上,翻转支架468上设置有对伸缩臂的移动进行锁紧的伸缩锁紧件(图中未显示),接边部440安装在伸缩臂上,接边部440位于盒体和定型部之间。接边部440采用烫封或者超声焊接的方式使得布带的两边部相连接。
90.如图9所示,上盒体部461和接边部440均可以转动,当移料机构480需要移动料管110时,同时转动上盒体部461和接边部440,并且同时关闭连接风口465,使得盒体内的气压恢复,上盒体部461与下盒体部462分离,使得能够较容易的移动料管110。移动指定距离后,同时转动上盒体部461和接边部440,使得盒体恢复较低压强的状态,同时接边部440对布带进行接边,如此往复循环。将接边部440与上盒体部461相连同时转动的连接方式在能满足功能的同时其结构简单,不需要在接边部440另设有驱动机构驱使接边部440间隔的进行接
边。伸缩臂活动安装可以很方便对上盒体部461和接边部440的位置进行调节,避免装配误差使得上、下盒体部不能很好的形成密封。
91.如图10所示,所述的切分机构包括用于实现填充基质后的料管进行导送的c1导送槽491和切刀492,下料机构包括用对切分后的栽培基质容器进行导送的c2导送槽493,c1、c2导送槽间隔顺延布置,所述的切刀升降式装配在c1、c2导送槽之间的间隔区域,切刀492的下侧设置有用于对料管切分时散落的基质进行收集的集料件494,如图1所示,集料件494的出口与集料输送带1040对应布置。
92.切刀492通过气缸活动装配,料管110通过移料机构480在c1、c2导送槽上移动,c1、c2导送槽间隔顺延布置,切刀492对c1、c2导送槽之间的间隔区域的料管进行切割,将料管分成定长的栽培基质容器。当然切割时料管落下的基质通过集料件494导送至集料输送带1040进行回收。
93.如图10所示,所述的切刀492装配在刀架495上,刀架495沿竖直方向活动安装,切刀呈长条形,切刀倾斜状布置且切刀刀身的两侧均设置刀刃。两侧均设置刀刃使得切刀在前进和回缩的过程中均可以对料管进行切割,提高生产效率。
94.如图12所示,接料斗300内设置有下料搅拌机构,下料搅拌机构包括搅拌轴321和搅拌轴上设置的两水平布置的搅拌装配杆322,搅拌装配杆322的一端与搅拌轴321固定连接,搅拌装配杆322的另一端设置搅拌杆323,两搅拌杆323的倾斜角度相异,接料斗300的出料口设置在斗底,接料口的出料方向与a1管段413的倾斜方向一致。下料搅拌机构用于提高基质流入a1管段的速度。
95.一种栽培基质填充方法,如图4
‑
12所示,采用料管成型机构406将卷状布带成型成管状的料管;采用填料机构407将基质紧实的填充到料管中,采用切分机构490将填充有基质的料管进行定长切断,最终形成栽培基质容器。
96.采用基质导送管410输送基质以及将基质导送到料管中。
97.采用料管成型机构406上设置的放卷部450实现卷状布带进行放卷,采用在放卷部下游设置的塑型部430将布带两边部对折,采用在塑型部下游设置的定型组件将布带包裹在基质导送管上,并且布带被基质导送管定型成圆形,两布带边部堆叠在一起,采用定型组件的下游设置的接边部440将塑型后的两布带边部连接为一体,形成管状的料管。
98.将塑型部430设置的a1塑型件431斜向下指向布带导送方向的上游呈悬吊状布置,a2塑型件432立状悬吊状布置,通过a1塑型件上设置的向靠近a2塑型件的一侧弯折形成钩状的a1抵靠部433,抵靠布带中部,通过a2塑型件上设置的两立状间隔布置的a2丝杆构成的导带口对布带进行对折。
99.将定型组件上设置的两半圆形的b1、b2定型件安装在基质导送管上,b1、b2定型件相互靠近拼装组成可以变径的环形套,将对折的布带沿基质导送管输送并通过环形套,形成圆形并且两布带边部折叠在一起。
100.通过接边部440上设置的焊接装置将布带的两边部连接在一起,形成管状的料管,将接边部竖直活动安装,当接边部的焊接装置抬起时,料管可以继续输送。
101.将基质导送管尾部插设在成型后的料管内,通过将基质导送管尾部上套设的料管置于密封的负压腔室内,将基质紧实的填充到料管中。
102.通过在盒体内设置空腔,空腔与负压腔室相连,将盒体设置成上盒体部461和下
盒体部462,上盒体部与下盒体部相对活动安装,当上盒体部与下盒体部紧密配合时室内形成负压,当上盒体部与下盒体部相互分离时料管可以继续输送,通过在盒体上还设置有贯穿盒体布置的导料通道使得料管可以通过盒体。
103.通过在盒体的下游设置移料机构480牵引布带、料管以及料管中的基质移动。
104.将移料机构480套设在料管上,在移料机构上设置有撑托料管的移料座481以及与移料座沿竖直方向活动安装的夹持件483,通过调节夹持件移动夹紧和松解料管,通过调节移料机构移动牵引布带、料管以及料管中的基质移动
105.通过在移料机构的下游设置切分机构490将填充有基质的料管进行定长切断,最终形成栽培基质容器。
106.在切分机构上设置对填充基质后的料管进行导送的c1导送槽491,对切分后的栽培基质容器进行导送的c2导送槽493,将c1、c2导送槽间隔顺延布置,切刀升降式装配在c1、c2导送槽之间的间隔区域,切刀刀身的两侧均设置刀刃,通过调节切刀上下移动将料管切分成栽培基质容器。
107.一种栽培基质容器排布设备500,如图13
‑
16所示,包括供应盛装盘130的盛装盘供料设备510,还包括输送栽培基质容器120的容器输送机构520,将栽培基质容器从容器输送机构转运至盛装盘内进行排列状布置的排布机构550,用于将盛装有栽培基质容器的盛装盘堆叠成堆叠料的堆叠机构580。
108.容器输送机构520包括输送栽培基质容器的容器输送线521,将容器输送线521上栽培基质容器120进行排列状布置的容器定位机构522,将排列状布置的栽培基质容器进行等数量分料的容器分料机构523。
109.排布机构包括用于将容器分料机构分出的等数量栽培基质容器进行紧密的摆放的容器摆料机构551,用于将紧密摆放排列状布置的栽培基质容器推送至处于a1状态的盛装盘的内腔中的容器推料机构552,在a1状态时用于夹紧定位盛装盘的盛装盘阻挡机构557,在a1状态用于防止栽培基质容器从盛装盘中滑出的容器阻挡机构553。
110.堆叠机构580包括盛装盘输送机构581,盛装盘输送机构581用于输送盛装有栽培基质容器的盛装盘,在盛装盘输送机构的沿途布置有盛装盘堆叠机构582,盛装盘堆叠机构用于将盛装盘竖直的码垛在一起,还包括将盛装盘从盛装盘支撑座511上移出的盛装盘移出机构583,盛装盘移出机构用于将盛装盘从盛装盘支撑座511中移出至盛装盘输送机构上。
111.如图13
‑
16所示,栽培基质填充设备400的出料口输出的平躺状态栽培基质容器120落入容器输送机构520上进行输送、分料以及将分出的栽培基质容器120紧密的摆放,然后通过推料机构552将紧密摆放的栽培基质容器120推入立状布置的盛装盘中,然后将盛装盘平躺布置,通过盛装盘堆叠机构582将各盛装盘堆叠一起形成堆叠料。
112.当然,如图25所示,本发明提供的栽培基质容器排布设备也可以为手动线,如图25所示,人工的将栽培基质容器放入盛装盘内然后在将盛装盘人工的进行堆叠。相应的产线布局相比本发明中的自动线有一些改变。因为存在多台栽培基质填充设备,所以需要多人操作,对栽培基质容器进行分拣,装盘,然后进行堆叠。
113.所述栽培基质容器排布设备可以实现自动的将栽培基质容器从平躺状态最终排列状布置在盛装盘中,然后将盛装盘堆叠,方便一次运输多个栽培基质容器的目的。
114.如图13所述,容器输送线521的进料端对应上游工序的出料口布置,容器输送线521包括容器输送带524以及容器输送带安装机架525,容器输送带安装在容器输送带安装机架上,容器输送线输送平躺状态的栽培基质容器,其中,栽培基质容器的长度方向与容器输送线输送方向垂直。
115.容器定位机构522包括两立状布置的a定位挡板526、b定位挡板527,a、b定位挡板相对布置,a、b定位挡板之间的间距调节栽培基质容器成所需姿态,a定位挡板526安装在输送线安装机架525上与容器输送线输送方向平行布置,b定位挡板527与a定位挡板526成夹角布置。
116.平躺状态的栽培基质容器的两端面经过a、b定位挡板的导送,最终被约束在a、b定位挡板之间,调整成所需姿态。然后分料机构523按需进行等数量分料。
117.如图14所示,盛装盘供料设备510包括用于支撑定位盛装盘的盛装盘支撑座511,盛装盘支撑座511活动安装在盛装盘供料机架上,盛装盘供料机架上设置有调节盛装盘至少处于a1和a2状态的盛装盘调节机构,a1状态,盛装盘立状布置,盛装盘上的内腔与排列状布置的栽培基质容器相对应;a2状态,盛装盘平躺布置,用于移出盛装有栽培基质容器的盛装盘以及放置空的盛装盘。
118.在盛装盘立状布置布置时,将一定数量的栽培基质容器一次推入盛装盘中,然后调节盛装盘垂直下行,再次将一定数量的栽培基质容器一次推入盛装盘中,如此循环,直至将盛装盘盛满,然后将盛装盘平躺布置将其推出盛装盘支撑座,然后放入新的盛装盘,如此循环。
119.盛装盘的形状为带有拔模角度的敞口盒体,在敞口一侧的盒体上设置有用于撑托的边沿凸起,盛装盘支撑座511为槽型件,槽型件的表面分别支撑盛装盘的边缘凸起和下表面,盛装盘支撑座511转动安装在盛装盘供料支架512上,盛装盘供料支架512竖直活动安装在盛装盘供料机架513上。
120.盛装盘支撑座具有转动和上下移动的功能,以调节盛装盘立状布置、平躺布置以及上下移动。
121.盛装盘支撑座511上设置有容器支撑板514,容器支撑板用于支撑a1状态时裸露出盛装盘的下部栽培基质容器的器身,容器支撑板垂直于支撑座的上座面固定安装,a1状态时,容器支撑板的板身支撑各栽培基质容器。
122.栽培基质容器的高度要高于盛装盘的高度,所以,设置容器支撑板514支撑立状状态的各栽培基质容器。
123.容器摆料机构553包括用于平推栽培基质容器使之紧密排布的容器摆料板554,以及阻挡栽培基质容器行进的容器阻挡板555,容器摆料板554沿容器输送线输送方向滑动安装在摆料板安装支架上,摆料板安装支架垂直容器输送线输送方向滑动安装在容器输送线安装机架上,容器阻挡板555立状布置在容器输送线端部的容器输送带安装机架上,容器摆料板与容器阻挡板相对布置。
124.分料机构523按需进行等数量分料后,通过容器摆料机构553使得这些栽培基质容器紧密挨在一起,方便后续将其推入盛装盘中,而容器阻挡板555和容器摆料板554在推料的过程中起到了导向的作用,使得可以可靠的推入盛装盘中。
125.容器推料机构552包括容器推料板556,容器推料板556垂直容器输送线输送方向
滑动安装在容器输送线安装机架上,容器推料板556与a1状态时的盛装盘敞口位置对应布置。
126.盛装盘阻挡机构557包括盛装盘阻挡块558,盛装盘阻挡块558固定安装在容器输送线安装机架上,与盛装盘的边沿凸起对应布置,盛装盘阻挡板上还设置有对盛装盘的边沿凸起进行定位的定位导向部559。
127.盛装盘阻挡块558可以在盛装盘支撑座511带动盛装盘转动90度后防止盛装盘因为惯性飞出,并且盛装盘阻挡块558上的定位导向部559可以在盛装盘转动的过程中将其进行导向准确的定位在盛装盘支撑座511上,使得栽培基质容器可以可靠的推入盛装盘中。
128.容器阻挡机构553包括容器阻挡板553,容器阻挡板553立状固定安装在容器输送线上,a1状态时,容器阻挡板的板身阻挡各栽培基质容器的端面。
129.容器阻挡板553用于在盛装盘支撑座511带动盛装盘下行的过程中,防止盛装盘内的栽培基质容器因为立状布置时从盛装盘中滑落。
130.盛装盘移出机构583包括盛装盘推料板584,盛装盘推料板584活动安装在盛装盘供料支架上,盛装盘推料板滑动的方向与盛装盘输送机构输送的方向一致,盛装盘输送机构581包括盛装盘输送线581,盛装盘输送线至少包括与a2状态时盛装盘的下盘底相对应布置的状态。
131.因为盛装盘支撑座511为两端开口的槽型件,所以盛装盘推料板584可以很容易将其推送至盛装盘输送线581上。
132.如图15所示,盛装盘堆叠机构582包括盛装盘堆叠机架585,盛装盘堆叠机架585上设置有相对布置的盛装盘堆叠支架586,盛装盘堆叠支架位于盛装盘输送线的两侧,盛装盘堆叠支架上沿竖直方向间隔设置有盛装盘堆叠支撑杆587,盛装盘堆叠支撑杆587上转动安装有盛装盘堆叠支撑件588,盛装盘堆叠支撑件588上设置有撑托盛装盘边沿凸起部的支撑部589,还包括用于举升盛装盘的盛装盘驱动机构590,限制盛装盘堆叠支撑件向下转动的支撑件调节单元。
133.盛装盘堆叠支撑件588的中部转动安装在盛装盘堆叠支撑杆587上,盛装盘堆叠支撑件的一端设置有支撑盛装盘边沿凸起部的支撑部,另一端设置有限位部591,支撑件调节单元包括在盛装盘堆叠支撑杆的旁侧设置的盛装盘堆叠限位杆592,盛装盘堆叠限位杆592用于限制限位部向上转动,各盛装盘堆叠限位杆与各限位部对应布置,盛装盘堆叠限位杆的两端固定安装在盛装盘堆叠支架上。
134.盛装盘输送线581竖直活动安装在盛装盘堆叠机架585上,盛装盘输送线581与盛装盘驱动机构590相连,盛装盘驱动机构驱动盛装盘输送线至少处于两种状态;b1状态:盛装盘输送线与a2状态时盛装盘的下盘底对应布置,b2状态:盛装盘输送线抬起时其上的堆叠料的下盘底与输送堆叠料的包覆输送机构720的进料口对应布置。
135.如图15所示,盛装盘被盛装盘移出机构583推送至盛装盘输送线581上,然后调整盛装盘运行至指定位置,然后盛装盘驱动机构590推动盛装盘输送线581上行带动盛装盘上行,盛装盘堆叠支撑件588因为铰接安装,所以在盛装盘边沿凸起的抵靠下会进行转动,使得盛装盘可以通过,然后调节盛装盘输送线581下行,因为盛装盘堆叠限位杆592的作用盛装盘会被支撑在盛装盘堆叠支撑件588上,如此循环,进行将盛装盘的堆叠。当堆叠到一定数量之后抬起盛装盘输送线581,然后调节盛装盘输送线581运转将堆叠一起的堆叠料输送
至与b2状态下的盛装盘输送线高度一致的包覆输送机构720上将堆叠料进行下一工序的处理。
136.栽培基质容器装盘包装设备,如图17
‑
23所示,包括将堆叠料放置在方管状的a包装管710套内的包覆部,a包装管710对堆叠料上、下侧面和前、后侧面进行包覆,对a包装管710的两端延伸至堆叠料外侧包装材料进行折叠使得其对堆叠料的左、右侧面进行包裹的叠膜部以及对两端成型后的a包装管套进行定型的包裹部900,前、后侧面相对布置,左、右侧面相对布置。前、后侧面为垂直于堆叠料输送方向的两个侧面。
137.如图18所示,包覆部包括用于输送堆叠料的包覆输送机构720、用于供应a1膜材731的a1供膜机构730、用于供应a2膜材751的a2供膜机构750,以及对a1膜材731和a2膜材751进行烫封接边的烫封接边机构770,a1、a2供膜机构的出料端卸出的a1、a2膜材通过烫封接边机构770接边形成一个位于包覆输送机构720出料端外侧的立面膜部790,该立面膜部790位于堆叠料的移动路径上,立面膜部790位于包膜输送机构和烫封接边机构770之间,堆叠料从烫封接边机构770移走后,烫封接边机构770对包覆在堆叠料上的a1、a2膜材进行切断并进行封烫连接形成所述的a包装管710,同时烫封接边机构770还对后续供应a1、a2膜材751烫封接边形成新的立面膜部790,所述的立面膜部790至少对前侧面进行包覆。
138.a1供膜机构730位于包覆输送机构720的上方,a1供膜机构730包括沿堆叠料输送方向依次布置的用于承托卷状的a1膜材731并进行释放膜料的a11托膜辊732、a12托膜辊733,a12托膜辊733上设置有用于对卷状的a1膜材731的位置进行限定的a1膜限位套734,a1膜限位套734沿a12托膜辊733的辊长方向活动安装,a1膜限位套734上设置有a1膜套锁止件用于限制a1膜限位套734移动,a1膜限位套734用于固定a1膜材731的位置,使得在对堆叠料进行包覆时a1膜材731的位置不会发生移动。活动安装的a1膜限位套734可以适应不同宽度的a1膜材731,对其进行限位。
139.a12托膜辊733的外侧沿着堆叠料输送方向依次布置有a11导膜辊736、a12导膜辊737、a13导膜辊738、a14导膜辊739、a15导膜辊740,a12导膜辊737、a14导膜辊739的高度与a12托膜辊733的高度相匹配,a11导膜辊736、a13导膜辊738、a15导膜辊740的高度大于a12托膜辊733的高度,a11导膜辊736上设置有a1橡胶导膜套741,a1橡胶导膜套741上间隔设置环形的a1导膜槽,a11导膜辊736的旁侧设置有用于压紧a1膜材731的a1压紧辊743。a1导膜槽和a1橡胶导膜套741均用于增大摩擦力,使得a1膜材731的出料速度不至于太快,不会因为惯性导致一次出料过多。a1压紧辊743用于当不出料时将a1膜材731压紧,使得涨紧机构可以将各段的a1膜材731进行涨紧。
140.所述的a15导膜辊740构成a1供模机构730的出料端,a2供膜机构750位于包覆输送机构720的下方,a2供模机构包括沿堆叠料输送方向依次布置的用于承托卷状的a2膜材751并进行释放膜料的a21托膜辊、a22托膜辊,a22托膜辊的高度大于a21托膜辊的高度,a22托膜辊上设置有用于对卷状的a2膜材的位置进行限定的a2膜限定套,a2膜限位套沿a22托膜辊的辊长方向活动安装,a2膜限位套上设置有a2膜套锁止件,a22托膜辊的外侧沿着堆叠料输送方向依次布置有a21导膜辊、a22导膜辊、a23导膜辊、a24导膜辊、a25导膜辊,a23导膜辊、a25导膜辊的高度与a22托膜辊的高度相匹配,a21导膜辊、a22导膜辊、a24导膜辊的高度大于a22托膜辊的高度,a21导膜辊上设置有a2橡胶导膜套,a21导膜辊的旁侧设置有用于压紧a2膜材751的a2压紧辊,所述的a25导膜辊构成a2供模机构750的出料端。
141.如图18所示,a1膜材731和a2膜材751的边部通过烫封接边机构770烫封在一起,位于a1供膜机构730和a2供膜机构750机构上的a1压紧辊743和a2压紧辊分别将a1膜材731和a2膜材751压紧使得a1、a2膜材不会移动,两涨紧轮752涨紧a1、a2膜材使得形成如图所示的立面膜部790,当堆叠料从立面膜部790经过后至少对堆叠料前侧面进行包覆,然后烫封接边机构770将后侧面进行烫封,最终将堆叠料包裹成沿其移动的方向上、下、前、后侧封闭的包裹,而左右侧形成敞口的状态。
142.如图18所示,包覆输送机构720包括水平布置的包覆输送带和包覆输送带两侧边部分别立状布置的包覆导送辊组722,两包覆导送辊组722的前端设置成敞口状。包覆输送带用于输送堆叠料,包覆导送辊组722用于导向堆叠料的同时使的各盛装盘对齐,并且可以很稳定的进行输送。
143.如图19和20所示,所述烫封接边机构770包括固定安装的下部封烫接边条771和上部活动安装的上部封烫接边条772,当然下部封烫接边条771也可以活动安装。上部封烫接边条772固定在封烫安装支架773上,封烫安装支架773沿竖直方向活动安装在包装机架上,包装机架上设置调节封烫安装支架773上下移动的封烫调节组件,封烫安装支架773上还设置有浮动安装的封烫浮动支架774,封烫浮动支架774通过封烫浮动弹簧775沿竖直方向浮动安装,封烫浮动弹簧775驱使封烫浮动支架774向下移动,封烫浮动支架774上设置有两相对立状布置的前压膜板776、后压膜板777,前、后压膜板位于上部封烫接边条772的两外侧,前、后压膜板的下侧边部分别向靠近上部封烫接边条772侧弯折延伸设置,封烫调节组件调节封烫安装支架773下行时前、后压膜板的下侧边部先于上部封烫接边条772与下部封烫接边条接触,上侧封烫接边条的中部设置有对封烫接边的位置处进行切段的接边裁断件778。前、后压膜板上设置有散热孔779。
144.如图18所示,烫封接边机构770和立面膜部790之间设置有上、下对应布置的上捋膜辊781、下捋膜辊782,下捋膜辊782固定安装在包装机架上,上捋膜辊781沿竖直方向活动安装在包装机架上,上捋膜辊781与对其安装高度进行锁定的捋辊锁定组件相连接,下捋膜辊782的上部高度与包覆输送带721的上带面高度相一致,上捋膜辊781的下部高度与堆叠料的上侧面的高度相一致。
145.如图17
‑
18所示,堆叠料从立面膜部790经过的过程中,上捋膜辊781、下捋膜辊782将堆叠料上的a1膜材731和a2膜材751分别进行捋平,还可以将膜材进行涨紧,使得堆叠料的前侧比较立整,上下侧的膜材比较平整。然后经过烫封接边机构770烫封、接边裁断件778切断后其理想的状态如图23所示,堆叠料的前后侧的膜材比较立整,上下侧的膜材比较平齐,并且包裹的比较紧实,因为膜材有一定的硬度,所以左右侧形成敞口的状态。
146.下面详细阐述将左右侧形成敞口的膜材叠到一起的结构。
147.如图17和21所示,所述的叠膜部包括叠膜输送带810和叠膜输送带810两侧边部分别设置的叠膜子部,所述的叠膜子部包括上、下布置的上叠膜件821、下叠膜件822和上、下叠膜件之间设置的中部叠膜组件831,上、下叠膜件分别为沿堆叠料的输送方向布置的板件构成,下叠膜件822包括沿输送方向依次布置的前部下叠膜段823、中部下叠膜段824和尾部下叠膜段825,下叠膜件822的板身由叠膜输送带810的里部向叠膜输送带810的外侧斜向上延伸设置,前部下叠膜段823的板身的斜率沿着叠膜输送带810的输送方向逐渐增大,中部下叠膜段824的板身斜率与前部下叠膜段823的末端板身斜率保持一致,尾部下叠膜段
825的板身斜率沿着叠膜输送带810的输送方向逐渐增大,两前部下叠膜段823之间的上方设置有前部叠膜导辊组826,前部叠膜导辊组826之间沿竖直方向浮动安装在前部叠膜支架827上,前部叠膜支架827沿竖直方向活动装配在包装机架上,前部下叠膜段823和中部下叠膜段824交接处的上侧设置有立状布置的叠膜竖板828,叠膜竖板828的板面垂直于堆叠料的输送方向布置,叠膜竖板828上靠近叠膜输送带810中部的边部记为叠膜竖边,叠膜竖边距叠膜输送带810中部的水平间距由上至下逐渐增大,上叠膜件821包括沿输送方向依次布置的前部上叠膜段829和尾部上叠膜段830,上叠膜件821的板身由叠膜输送带810的里部向叠膜输送带810的外侧斜向下延伸设置,前部上叠膜段829的板身斜率保持不变,尾部上叠膜段830的板身斜率沿着叠膜输送带810的输送方向逐渐减小,前部上叠膜段829对应中部下叠膜段824布置,尾部上叠膜段830对应尾部下叠膜段825布置,中部叠膜组件831对应尾部下叠膜段825布置,中部叠膜组件831包括叠膜杆身件832和中部叠膜板833,叠膜杆身件832包括杆身水平布置的a1杆段834、a2杆段835以及杆身立状布置的a3杆段836,a1杆段834位于a2杆段835的上方,a3杆段836为v型的折杆,且v型夹口指向叠膜输送带810的外侧,a3杆段836的两端分别与a1、a2杆段的一端相连接组成u型结构,中部叠膜板833的板面立状布置,中部叠膜板833的上、下边部分别与a1、a2杆段固定连接,中部叠膜板833紧邻a3杆段836布置,a1、a2杆段的另一端与中部叠膜安装块837相连接,中部叠膜安装块837沿叠膜输送带810的带宽方向活动安装在中部叠膜滑动座838上,中部叠膜滑动座838沿叠膜输送带810的输送方向活动安装在中部叠膜安装支架839上,中部叠膜安装支架839绕竖直方向转动安装在包装机架上,两尾部下叠膜段825之间的上方设置有尾部叠膜导辊组840,尾部叠膜导辊组840沿竖直方向浮动安装在尾部叠膜支架841上,尾部叠膜支架841沿竖直方向活动装配在包装机架上。叠膜竖板828的下游设置有与其结构相一致的过渡叠膜竖板828。
148.如图17和21所示,下叠膜件822依靠逐渐增大斜率的板件抵靠堆叠料上的下膜材逐渐往上包覆堆叠料,而上叠膜件821通过叠膜竖板828的初步导向以及上叠膜件821逐渐减小斜率的板件抵靠堆叠料上的上膜材逐渐往下包覆堆叠料。前后侧的膜材先通过叠膜竖板828和过渡叠膜竖板初步的折叠堆叠料前端的膜材,然后中部叠膜组件831将膜材从前后侧向中部包裹。其中,中部叠膜组件831具有水平前后移动,水平左右移动,以及旋转的功能,并且还具有v型夹口,可以将前后侧的膜材灵活的包裹住堆叠料。
149.如图21
‑
22所示,包裹部900包括包裹输送带910,包裹输送带910的前端设置有转动安装在包装机架上的转动轮环920,转动轮环920上设置有胶带卷921,通过布置胶带缠绕对两端成型后的a包装管套进行定型。叠膜输送带的卸料端下方设置有用于对胶带的端部进行切段和临时夹持的切段夹持机构,包裹输送带910的两侧边设置有立状布置的包覆导送辊组940。
150.如图21和22所示,堆叠料被膜材包裹后,转动转动轮环920带动胶带卷921将堆叠料作用侧的膜材通过胶带缠绕一起。堆叠料通过烫封接边机构770烫封前后侧的膜材约束了堆叠料前后和上下的移动,通过包裹部900缠绕左右侧的膜材以及堆叠料,约束了堆叠料左右移动,最终,将堆叠料紧紧的包裹在一起,方便后续的运输至培育室,进行育苗。
151.如图1
‑
23所示,栽培基质容器生产方法,将组成栽培基质原料进行比例混合形成所需的栽培基质100,通过栽培基质填充设备将栽培基质紧密的填充至由布带成型的管状料管中,并对填充有基质的料管进行定长切分形成栽培基质容器120,通过基质容器排布设
备将栽培基质容器排列状布置在盛装盘130内,并对盛装有栽培基质容器的盛装盘进行堆叠形成堆叠料,通过栽培基质容器装盘包装设备对堆叠料进行包裹,使其紧密的包裹在一起。
152.将所需的不同栽培基质原料按照所需比例投放到基质搅拌机构1010中,经均匀的搅拌后形成所需的栽培基质100。
153.通过基质输送带将栽培基质100输送至栽培基质分料单元200上,通过栽培基质分料单元将栽培基质分发至各栽培基质填充设备400中。
154.在栽培基质分料单元200上设置各分料输送带221,各分料输送带沿着物料输送方向依次布置,实现下一分料输送带对前一分料输送带输送的栽培基质进行承接输送,通过将各分料输送带沿物料输送方向活动安装,实现相邻两分料输送带完全分离时在两者之间形成用于栽培基质下落的下落口240。
155.将各分料输送带221倾斜状布置,分料输送带高度较低端构成上料端,分料输送带高度较高端构成下料端,通过将下一分料输送带的上料端的高度设置成小于前一分料输送带的下料端高度且两者相对应布置,实现栽培基质在各分料输送带上进行输送和分料。
156.通过在各分料输送带的上分料带面的上侧设置有分料阻挡机构,防止物料从分料输送带两输送方向的边部以及上料端的边部移出。
157.将栽培基质分料单元的分料路径设置成u型,将各栽培基质填充设备与各分料输送带的下料端相对应布置。
158.沿着物料输送方向布置吸气管1030,在吸气管上设置有进气口1031,通过将各进气口与各下落口对应布置,实现将下落口处栽培基质形成的粉状物排出室外。
159.在栽培基质填充设备的接料斗300中设置下料搅拌机构,将接料斗的出料口设置在斗底,并在出料口处连接上基质导送管410,将栽培基质从基质导送管410中进行导送。
160.通过在栽培基质容器排布设备500上设置盛装盘供料设备510供应盛装盘,设置容器输送机构520输送平躺状态的栽培基质容器,设置排布机构550将栽培基质容器从容器输送机构转运至盛装盘内进行排列状布置,设置堆叠机构580将盛装有栽培基质容器的盛装盘堆叠成堆叠料。
161.将容器输送机构520的进料端与各栽培基质填充设备的出料口对应布置,承接栽培基质容器,并进行输送,在输送机构上设置容器定位机构522将各平躺状态的栽培基质容器定位成所需姿态,设置容器分料机构523,将排列状布置的栽培基质容器进行等数量分料,设置容器摆料机构551将等数量的栽培基质容器紧密的摆放一起。
162.在盛装盘供料设备510上设置盛装盘支撑座511,支撑定位盛装盘,将盛装盘支撑座与盛装盘调节机构相连,通过盛装盘调节机构调节盛装盘支撑座转动带动盛装盘转动,使得盛装盘立状布置,其内腔与输送机构上紧密的摆放一起的栽培基质容器相对应,调节盛装盘平躺布置,使得盛装有栽培基质容器的盛装盘从盛装盘支撑座中移出以及放置空的盛装盘。
163.在排布机构550上设置容器推料机构552将紧密摆放排列状布置的栽培基质容器推送至立状布置的盛装盘的内腔中,设置盛装盘阻挡机构557,夹紧定位立状的盛装盘,设置容器阻挡机构553,阻止栽培基质容器从盛装盘中滑出。
164.在堆叠机构580上设置盛装盘输送机构581输送盛装有栽培基质容器的盛装盘,
在盛装盘输送机构的沿途布置有盛装盘堆叠机构582,将盛装盘竖直的码垛在一起,在盛装盘供料支架上设置盛装盘移出机构583,将盛装盘从盛装盘支撑座511上移出至盛装盘输送机构581上。
165.通过在栽培基质容器装盘包装设备700上设置包覆部将堆叠料沿输送方向的前后侧以及上下侧通过方管状的a包装管将其包覆,通过设置叠膜部将a包装管的两端延伸至堆叠料外侧包装材料进行折叠使得其对堆叠料的左、右侧面进行包覆,通过设置包裹部将堆叠料的左、右侧面进行包裹。
166.在包覆部设置包覆输送机构720,输送堆叠料,设置供膜机构,供应堆叠料输送的路径上的立状布置的膜材,堆叠料输送的路径中立状布置的膜材将堆叠料的前侧以及上、下侧进行包覆,设置烫封接边机构770将后侧的两膜材边进行烫封,最终形成方管状的a包装管将堆叠料的前后侧以及上下侧进行包裹。
167.将供膜机构上设置的a1供膜机构730设置在包覆输送机构的上方,a2供膜机构750设置在包覆输送机构的下方,通过各导送a1膜材731和a2膜材751的导膜辊将a1膜材的端部立状布置,a2膜材的端部立状布置,通过烫封接边机构770将a1膜材和a2膜材的边部进行烫封接边,最终形成立状布置的膜材。
168.在烫封接边机构上设置下部封烫接边条和上部封烫接边条,通过将上、下部封烫接边条相对活动安装将a1膜材和a2膜材的边部进行烫封接边。
169.在上部封烫接边条上设置两相对立状布置的前、后封烫接边条,使得在对膜材进行烫封接边时同时烫封出两平行的烫边。
170.在前、后封烫接边条之间设置接边裁断件778将连在一起的的两平行的烫边进行切分,使得切断后并进行封烫连接形成所述的a包装管,并且还对后续供应a1、a2膜材烫封接边形成新的立状布置的膜材。
171.将前、后封烫接边条和接边裁断件778安装在封烫浮动支架774上,封烫浮动支架浮动安装在封烫安装支架上,封烫安装支架沿竖直方向活动安装在包装机架上,在封烫安装支架上还设置有相对布置的前、后压膜板,前、后压膜板分别设置在前、后封烫接边条的外侧,当上、下部封烫接边条相接触前,前、后压膜板先压紧a1膜材和a2膜材,前、后封烫接边条和接边裁断件继续向下移动将a1、a2膜材进行切断并进行封烫连接。
172.在烫封接边机构770和立状布置的膜材之间设置有上、下对应布置的上、下捋膜辊,使得立状布置的膜材对堆叠料包覆的同时将其涨紧。
173.在叠膜部上设置叠膜输送带810输送前后侧以及上下侧都被a包装管包裹的堆叠料,在叠膜输送带两侧边部分别设置叠膜子部,将a包装管的两端延伸至堆叠料外侧包装材料进行折叠使得其对堆叠料的左、右侧面进行包覆。
174.在叠膜子部上设置上叠膜件821将上侧延伸的膜材向中部折叠,设置下叠膜件822将下侧延伸的膜材向中部折叠,设置中部叠膜组件831将前后侧延伸的膜材向中间折叠。
175.在包裹部900设置包裹输送带910,输送被膜材包覆的堆叠料,在包裹输送带的前端设置有转动安装在包装机架上的转动轮环920,转动轮环上设置有胶带卷921,通过布置胶带缠绕对两端成型后的a包装管套进行定型。本发明提供的栽培基质容器生产线、一种栽培基质分料单元、一种栽培基质填充
设备、一种栽培基质容器排布设备、栽培基质容器装盘包装设备、一种栽培基质填充方法和栽培基质容器生产方法可以很好的自动化实现将栽培基质填充至布带形成的管状料管中形成栽培基质容器,将栽培基质容器排列状布置在盛装盘内并将盛装盘堆叠成堆叠料,然后对堆叠料进行包裹,最终实现对栽培基质容器进行方便快捷的大批量运输至育苗室进行育苗。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1