一种全自动内胎包装机的制作方法
1.本实用新型涉及轮胎加工相关装备领域,尤其是一种全自动内胎包装机。
背景技术:
2.现有内胎包装,全部属于人工作业。人工将内胎里面的气体吸干,然后再输送到后面工序,然后再人工折叠,再人工用橡胶圈捆扎。每道工序都人工作业,且连续几道工序都需要输送,浪费大量时间和人力物力,效率极其低下。因此,需要设计一种全自动内胎包装机。
技术实现要素:
3.为了克服现有技术中的缺陷,提供一种全自动内胎包装机。
4.本实用新型通过下述方案实现:
5.一种全自动内胎包装机,该包装机包括自动送料机,所述自动送料机的侧边对应设有第一转移机器人,在所述第一转移机器人的侧边对应设有第一环形轨道,在所述第一环形轨道的侧边对应设有若干个吸风机,在所述第一环形轨道的侧边还对应设有自动锁胶帽设备和视觉检测系统;
6.在所述第一环形轨道的侧边对应设有第二转移机器人,在所述第二转移机器人的侧边对应设有第二环形轨道,在所述第二环形轨道的侧边对应设有若干个自动卷取机和自动捆扎机。
7.所述第一转移机器人与自动送料机和第一环形轨道相匹配。
8.在所述第一环形轨道上对应设有若干个第一环形轨道工位,所述第一环形轨道工位均与第一转移机器人相匹配,所述第一环形轨道工位与自动锁胶帽设备、视觉检测系统相匹配。
9.所述第一环形轨道工位为间隔设置在第一环形轨道上的十个,每个所述第一环形轨道工位的侧边均对应设有一个吸风机。
10.所述自动锁胶帽设备、视觉检测系统和第二转移机器人均对应设置在第一环形轨道运行方向的下游。
11.在所述第二环形轨道上对应设有若干个第二环形轨道工位,在每个所述第二环形轨道工位的侧边均对应设有一个自动卷取机。
12.在在所述第二环形轨道上对应间隔设有六个第二环形轨道工位,在每个所述第二环形轨道工位的侧边均对应设有一个自动卷取机,在其中两个自动卷取机的侧边对应设有自动捆扎机。
13.所述自动捆扎机设置在第二环形轨道运行方向的下游。
14.本实用新型的有益效果为:
15.1.本实用新型一种全自动内胎包装机对每道作业工序,均设计自动化设备,内胎吸风采用吸风机;内胎锁胶帽采用自动锁胶帽设备;内胎卷取采用自动卷取机;内胎捆扎采
用自动捆扎机,这样把所有人工作业的工序,全部采用自动化设备来完成。
16.2.本实用新型一种全自动内胎包装机取消原来人工搬运,在每道工序之间实现无缝衔接,采用机器人(第一转移机器人和第二转移机器人)或者链条(第一环形轨道工位和第二环形轨道工位)来实现前后工序的衔接,从而完全取消了搬运,有效减少搬运时间,有效减少因为搬运导致的时间,人力物力的浪费。
附图说明
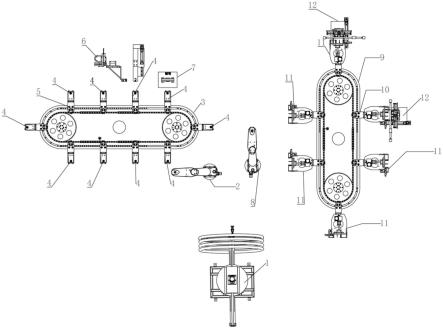
17.图1为本实用新型一种全自动内胎包装机的结构示意图;
18.图中:1为自动送料机,2为第一转移机器人,3为第一环形轨道,4为吸风机,5为第一环形轨道工位,6为自动锁胶帽设备,7为视觉检测系统,8为第二转移机器人,9为第二环形轨道,10为第二环形轨道工位,11为自动卷取机,12为自动捆扎机。
具体实施方式
19.下面结合附图对本实用新型优选的实施例进一步说明:
20.如图1所示,一种全自动内胎包装机,该包装机包括自动送料机1,所述自动送料机1的侧边对应设有第一转移机器人2,在所述第一转移机器人2的侧边对应设有第一环形轨道3,在所述第一环形轨道3的侧边对应设有若干个吸风机4,在所述第一环形轨道3的侧边还对应设有自动锁胶帽设备6和视觉检测系统7;
21.在所述第一环形轨道3的侧边对应设有第二转移机器人8,在所述第二转移机器人8的侧边对应设有第二环形轨道9,在所述第二环形轨道9的侧边对应设有若干个自动卷取机11和自动捆扎机12。
22.内胎依次由自动送料机1、第一转移机器人2放置到各个第一环形轨道工位5上面,每个第一环形轨道工位5设有独立的吸风机4,这些吸风机4可以实施自动吸风,然后利用第一环形轨道3伺服精准控制。吸风完成,由自动锁胶帽设备6对内胎气门嘴实施自动锁胶帽。锁好胶帽的内胎,采用伺服机构,由自动卷取机11自动实施内胎卷取,将内胎从长条模式,自动卷取为一个椭圆形模式。卷取好的内胎,需要自动捆扎机12对其实施捆扎,防止内胎松散开,自动捆扎机12可以对卷取好的内胎捆扎好。
23.所述第一转移机器人2与自动送料机1和第一环形轨道3相匹配。
24.在所述第一环形轨道3上对应设有若干个第一环形轨道工位5,所述第一环形轨道工位5均与第一转移机器人2相匹配,所述第一环形轨道工位5与自动锁胶帽设备6、视觉检测系统7相匹配。通过视觉检测系统7进行视觉检测吸风好的内胎,视觉检测系统7自动检测内胎厚度是否符合设计需求,合格的内胎自动输送后面工序,不合格内胎自动淘汰。
25.所述第一环形轨道工位5为间隔设置在第一环形轨道3上的十个,每个所述第一环形轨道工位5的侧边均对应设有一个吸风机4。
26.所述自动锁胶帽设备6、视觉检测系统7和第二转移机器人8均对应设置在第一环形轨道3运行方向的下游。
27.在所述第二环形轨道9上对应设有若干个第二环形轨道工位10,在每个所述第二环形轨道工位10的侧边均对应设有一个自动卷取机11。
28.在在所述第二环形轨道9上对应间隔设有六个第二环形轨道工位10,在每个所述
第二环形轨道工位10的侧边均对应设有一个自动卷取机11,在其中两个自动卷取机11的侧边对应设有自动捆扎机12。
29.所述自动捆扎机12设置在第二环形轨道9运行方向的下游。
30.本技术工作过程简述如下:
31.1.充气好的内胎,进入吸风机之前,需要通过专用转移机构(自动送料机1),加上四轴机器人(第一转移机器人2)配合,自动转移到第一环形轨道工位5,与之独立的吸风机4实施自动吸风。
32.2.吸风完毕,由于该吸风机采用第一环形轨道3,所以吸风完毕的内胎是通过第一环形轨道3自动转移到后面自动锁胶帽设备6的锁胶帽位置。内胎吸风、锁胶帽是在第一环形轨道3上面自动完成。
33.3.锁好胶帽的内胎,需要通过机器人(第二转移机器人8)再转移到后面卷取机构(自动卷取机11)上面进行卷取操作。
34.4.卷取好的内胎,也是通过环形轨道输送链(第二环形轨道9),直接输送到后面捆扎机构(自动捆扎机12)上面。
35.本技术每道工序都有专业的自动化设备完成各道工序,然后每道工序之间,都没有人工输送,全部自动化完成,无缝衔接。完全实现了自动化作业。传统人工吸风、传统锁胶帽、传统折叠、传统捆扎,目前日产量24万条内胎,使用人员160人。采用本技术的包装机,日产量24万条,预计只需要配置35人,且整个搬运的台车,全部停用。
36.本技术包装机中各个部件的具体结构、工作原理和过程,及各个部件之间的连接关系及操作方法为公知技术,在此不再赘述。
37.尽管已经对本实用新型的技术方案做了较为详细的阐述和列举,应当理解,对于本领域技术人员来说,对上述实施例做出修改或者采用等同的替代方案,这对本领域的技术人员而言是显而易见,在不偏离本实用新型精神的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1