一种模内硫化转写图腾一体化之橡胶成型加硫工艺的制作方法
[0001]
本发明涉及一种橡胶制成品模内转印成型技术领域,特别涉及一种模内硫化转写图腾一体化之橡胶成型加硫工艺。
背景技术:
[0002]
橡胶材料本身具有非常多的特性,使得橡胶就纯功能性而言,非常适合作为物品外表之装饰层或者保护层,这些特性包含:微吸附性、热稳定性、化学性质稳定、机械强度高、不溶于水和任何溶剂、具有高度弹性、柔软度佳、延展性、透光性、不易产生黄变等等。
[0003]
但也受限于这些特性,导致橡胶材料与其它材料之间不易接合,因此橡胶本身不易着色、也较难对橡胶表面进行涂布处理、或者进行装饰,因此目前市场上的橡胶制品的外观表现方式有限,常见到的橡胶产品都是单一颜色,比较精致制品的会在附加表面网印或者双色组成,但产品外观相对普通且单调,也有尝试在橡胶表面进行喷漆、印刷等,但因为橡胶的特性,导致以这些方式制作在橡胶表面的装饰层、涂层,不仅不耐用,更是容易脱落。
[0004]
所以目前市面上的橡胶产品,外观上几乎清一色都是单色、或者大面积的色块,看不出细致之花纹图案及色彩变化,但目前3c装置或穿戴式装置商品都是属于个人化的产品,甚至需要搭配个人不同风格,加上消费者对产品的外观的要求也不断提高,如果能提供具备多样化、时尚、甚至带有多彩质感与触感外观的橡胶产品,这样的橡胶产品必然获得消费者的青睐。
[0005]
但由于橡胶本身的材料特性,导致习用的橡胶制品缺少多彩及多样触感的外观表现,表面也没有多样色彩及触感,更不可能彩色着色,但毕竟橡胶在功能上非常适合作为物品外表之装饰层或者保护层,因此迫切有须要发展一种能够使橡胶表面呈现多彩、触感或者质感的橡胶外观装饰技术,让橡胶产品不仅具有功能性还兼具美观。
技术实现要素:
[0006]
本发明所要解决的技术问题是提供了一种模内硫化转写图腾一体化之橡胶成型加硫工艺,由于离型转印膜的下表面设置有转印颜色和/或图腾,橡胶设置于热转印下模的模腔内,热转印上模和热转印下模合模后,在特定压力、温度、延时等条件之操作下,橡胶在硫化成型过程中也同时与离型转印膜上的转印颜色和/或图腾融合为一体,待橡胶原料达到设定的延时开模时间后开模,并将离型转印膜从由橡胶原料形成之橡胶体上剥离,离型转印膜上所承载的颜色和/或图腾就此转印到橡胶体上。通过模内热转印有效的提升了橡胶与颜色和/或图腾的拉伸性、接着性和包覆性,减少了相关制程的次数且减少了外观设计的限制,可一次达到多种颜色和/或图腾的实现,大大的提升了实现产品色彩鲜艳的可行性,使得橡胶表面的颜色和/或图腾,不仅耐用且不容易脱落,大幅提高了产品的竞争力。
[0007]
本发明所要解决的技术问题通过以下技术方案予以实现:为解决上述技术问题,本发明提供了一种模内硫化转写图腾一体化之橡胶成型加硫工艺,其包括以下步骤:
步骤1:提供一热转印上模和一设于所述热转印上模下方的热转印下模;步骤2:在所述热转印下模的模腔内固定橡胶;步骤3:在所述热转印上模和所述热转印下模之间设置一离型转印膜,所述离型转印膜的下表面设置有转印颜色和/或图腾;步骤4:将所述热转印上模和热转印下模合模硫化,并进行延时开模和保压,以将离型转印膜下表面的转印颜色和/或图腾转印至橡胶上;步骤5:开模后取出橡胶并撕去离型转印膜。
[0008]
进一步地,延时开模的时间为80秒-150秒。
[0009]
进一步地,保压压力为120kg-180kg。
[0010]
进一步地,高温系列的硫化温度为175℃-195℃,低温系列的硫化温度为100℃-120℃。
[0011]
进一步地,所述离型转印膜包括离型层,所述离型层上形成有保护层,所述保护层上形成有装饰层,所述装饰层上形成有接着层,所述接着层上涂布有引子层。
[0012]
进一步地,所述接着层包含有热塑高弹性材料,所述引子层包含分别近似于所述热塑高弹性材料以及所述橡胶材料的官能基,可在所述接着层与所述橡胶之间提供架桥反应。
[0013]
进一步地,所述热转印下模上设有多个定位柱,所述离型转印膜上开设有与多个所述定位柱相对应的通孔。
[0014]
进一步地,所述定位柱的末端设有斜导向块,所述斜导向块与所述定位柱之间形成有台阶。
[0015]
进一步地,所述热转印下模设有温度检测装置。
[0016]
进一步地,所述温度检测装置连接有报警器。
[0017]
本发明具有如下有益效果:由于离型转印膜的下表面设置有转印颜色和/或图腾,橡胶设置于热转印下模的模腔内,热转印上模和热转印下模合模后,在特定压力、温度、延时等条件之操作下,橡胶在硫化成型过程中也同时与离型转印膜上的转印颜色和/或图腾融合为一体,待橡胶原料达到设定的延时开模时间后开模,并将离型转印膜从由橡胶原料形成之橡胶体上剥离,离型转印膜上所承载的颜色和/或图腾就此转印到橡胶体上。通过模内热转印有效的提升了橡胶与颜色和/或图腾的拉伸性、接着性和包覆性,减少了相关制程的次数且减少了外观设计的限制,可一次达到多种颜色和/或图腾的实现,大大的提升了实现产品色彩鲜艳的可行性,使得橡胶表面的颜色和/或图腾,不仅耐用且不容易脱落,大幅提高了产品的竞争力。
[0018]
离型转印膜包括离型层,离型层上形成有保护层,保护层上形成有装饰层,装饰层上形成有接着层,接着层上涂布有引子层。保护层作为保护性外层可有效保护装饰层免受外界环境损害,保证持久性,装饰层用于形成各种颜色及图案,接着层较佳为包含热塑高弹性材料成分的接着剂,用以与橡胶体接合,但为了促进接着层对橡胶体的良好接着效果,继续在接着层上涂布一层引子层,待引子层固化之后,提高橡胶体的接着效果。
附图说明
[0019]
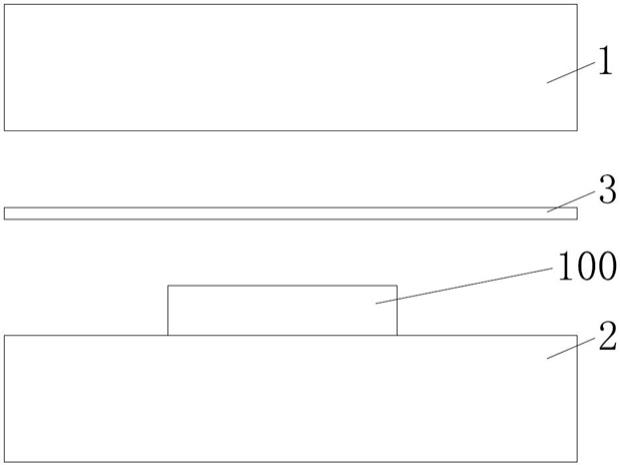
图1为本发明提供的一种模内硫化转写图腾一体化之橡胶成型加硫工艺的结构示
意图。
[0020]
图2为离型转印膜的结构示意图。
[0021]
图3为本发明提供的另一种模内硫化转写图腾一体化之橡胶成型加硫工艺的结构示意图。
[0022]
图4为图3中a处的放大图。
具体实施方式
[0023]
下面结合实施例对本发明进行详细的说明,实施例仅是本发明的优选实施方式,不是对本发明的限定。
[0024]
请参阅图1,为本发明提供的一种模内硫化转写图腾一体化之橡胶成型加硫工艺,其包括以下步骤:步骤1:提供一热转印上模1和一设于所述热转印上模1下方的热转印下模2;步骤2:在所述热转印下模2的模腔内固定橡胶100;步骤3:在所述热转印上模1和所述热转印下模2之间设置一离型转印膜3,所述离型转印膜3的下表面设置有转印颜色和/或图腾;步骤4:将所述热转印上模1和热转印下模2合模硫化,并进行延时开模和保压,以将离型转印膜3下表面的转印颜色和/或图腾转印至橡胶100上;步骤5:开模后取出橡胶100并撕去离型转印膜3。
[0025]
由于离型转印膜3的下表面设置有转印颜色和/或图腾,橡胶100设置于热转印下模2的模腔内,热转印上模1和热转印下模2合模后,在特定压力、温度、延时等条件之操作下,橡胶100在硫化成型过程中也同时与离型转印膜3上的转印颜色和/或图腾融合为一体,待橡胶100原料达到设定的延时开模时间后开模,并将离型转印膜3从由橡胶100原料形成之橡胶100体上剥离,离型转印膜3上所承载的颜色和/或图腾就此转印到橡胶100体上。通过模内热转印有效的提升了橡胶100与颜色和/或图腾的拉伸性、接着性和包覆性,减少了相关制程的次数且减少了外观设计的限制,可一次达到多种颜色和/或图腾的实现,大大的提升了实现产品色彩鲜艳的可行性,使得橡胶100表面的颜色和/或图腾,不仅耐用且不容易脱落,大幅提高了产品的竞争力。
[0026]
进一步地,延时开模的时间为80秒-150秒,保压压力为120kg-180kg,高温系列的硫化温度为175℃-195℃,低温系列的硫化温度为100℃-120℃,以达到最佳效果。
[0027]
请参阅图1和图2,进一步地,所述离型转印膜3包括离型层31,所述离型层31上形成有保护层32,所述保护层32上形成有装饰层33,所述装饰层33上形成有接着层34,所述接着层34上涂布有引子层35。保护层32作为保护性外层可有效保护装饰层33免受外界环境损害,保证持久性,装饰层33用于形成各种颜色及图案,接着层34较佳为包含热塑高弹性材料成分的接着剂,用以与橡胶100体接合,但为了促进接着层34对橡胶100体的良好接着效果,继续在接着层34上涂布一层引子层35,待引子层35固化之后,提高橡胶100体的接着效果。
[0028]
进一步地,所述装饰层33包括油墨层和金属层,油墨层用于成型各种颜色及图案,金属层可形成具有复杂、精细内容的特殊装饰图案,或者仿真特定材质外观或者特殊质感的装饰图案。
[0029]
进一步地,所述接着层34包含有热塑高弹性材料,所述引子层35包含分别近似于
所述热塑高弹性材料以及所述橡胶100材料的官能基,可在所述接着层34与所述橡胶100之间提供架桥反应,使该保护层32以及该装饰层33透过该接着层34之接着、该引子层35之架桥而与该橡胶100体紧密结合,当该橡胶100体固化后,该引子层35转化为该橡胶100体并成为该橡胶100体的一部分。
[0030]
请参阅图3和图4,进一步地,所述热转印下模2上设有多个定位柱21,所述离型转印膜3上开设有与多个所述定位柱21相对应的通孔。进行模内热转印前先将离型转印膜3放置于定位柱21的上方,并通过离型转印膜3上的通孔与定位柱21进行定位,以保证离型转印膜3与橡胶100的精准定位。
[0031]
进一步地,所述定位柱21的末端设有斜导向块22,所述斜导向块22与所述定位柱21之间形成有台阶23,所述通孔为斜孔,且所述通孔的直径略小于所述定位柱21的直径,通孔的直径略大于所述斜导向块22的底部的直径,在进行模内热转印之前,先将离型转印膜3的通孔对准斜导向块22,使其固定在台阶23处,以避免在未完全定位时,离型转印膜3与橡胶100进行接触,当进行模内热转印时,热转印上模1下压,并带动离型转印膜3下压,在离型转印膜3的弹性作用下,离型转印膜3的通孔略微扩大,并覆盖在橡胶100上,从而保证精准定位。
[0032]
进一步地,所述热转印下模2设有温度检测装置,温度检测装置用于检测模具内的温度,以实时监测模具内温度,防止模具内温度过高或过低。
[0033]
进一步地,所述温度检测装置连接有报警器,当模具内的温度过高或过低时发出警报,以提供工作人员进行检查和调整。
[0034]
进一步地,所述报警器包括蜂鸣器和led灯,通过声音和光的方式同时提供工作人员,防止工作人员在嘈杂的工作环境中没有接收到报警信号。
[0035]
尽管本发明的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本发明的限制。在本领域技术人员阅读了上述内容后,对于本发明的多种修改和替代都将是显而易见的。因此,本发明的保护范围应由所附的权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1