一种用于微流控芯片制造的PDMS浇注系统的制作方法
一种用于微流控芯片制造的pdms浇注系统
技术领域
1.本实用新型涉及微流控芯片制造领域,尤其涉及一种用于微流控芯片制造的 pdms浇注系统。
背景技术:
2.微流控芯片通过微加工技术将微通道、微泵、微阀、微储液器、微电极、微检测元件和连接器等具备不同功能的微器件集成在一起,使之成为微型全分析系统。微流控技术将生物样品检测所需的采样、预处理、分离与表征等实验过程集成在具有微米级通道网络的芯片上,具有样品消耗低、操控精度高、检测灵敏和分析时间短等优点。随着经济社会的发展,微流控技术在医学诊断等方面的应用愈加广泛,在检测精度、检测速度等方面有着显著优势。
3.微流控芯片的功能与结构实现依赖于各种先进的微流控芯片加工工艺,微流控芯片的加工方法起源于微机电系统,利用半导体加工工艺的光刻和刻蚀技术实现微尺度图形的转移。起初,微流控芯片加工采用的主要材料是玻璃,但是玻璃的各向同性特征造成高深宽比流道的加工难以实现,并且玻璃材料的流道较难实现密封。常规的微流控加工方法有压印、注射成型等,然而这些加工手段价格高昂,加工工序复杂,需要占用大量的人力和物力。基于光刻技术发展起来的软光刻技术是目前微流控领域最常用的加工方法,具有加工精度高、生物兼容性好和透光性好等优点。然而,软光刻技术涉及的pdms浇注工艺流程复杂,自动化程度低,严重限制了微流控芯片的推广应用和工业化批量生产。因此亟需一种自动化程度高、操作简单且能精确定量的系统用于微流控芯片的浇注。
技术实现要素:
4.本实用新型对现有的用于微流控芯片制造方法的不足,提供一种用于微流控芯片制造的pdms浇注系统。
5.为实现上述目的,本实用新型的技术方案如下:
6.一种用于微流控芯片制造的pdms浇注系统,包括
7.pdms浇注控制单元,所述pdms浇注控制单元包括计算机、压力控制器、与压力控制器正压输入端相连的空气压缩机、与压力控制器负压输入端相连的真空泵,计算机与压力控制器相连,用于调整压力控制器的输出状态;
8.pdms浇注配料单元,所述pdms浇注配料单元包括储料罐和混料桶,其中压力控制器的输出端分别连接储料罐的进气孔,储料罐的出料口与混料桶相连且在储料罐与混料桶之间设有储料罐流量计,所述储料罐流量计与计算机相连,用于设置和监测储料罐的出料量;
9.pdms浇注成型单元,所述pdms浇注成型单元包括挤出装置、芯片模具和与计算机通信连接的三维运动平台,所述挤出装置的挤出喷头固定在维运动平台上,所述芯片模具位于挤出喷头的正下方。
10.进一步地,所述pdms浇注配料单元包括pdms混合搅拌模块,所述pdms 混合搅拌模块包括搅拌桨气动马达和与所述搅拌桨气动马达依次相连的主动齿轮、从动齿轮、空心轴和搅拌桨,主动齿轮与从动齿轮啮合传动,从动齿轮安装在空心轴的顶端,搅拌桨安装在空心轴的底端,搅拌桨气动马达连接用于给搅拌桨气动马达施加压力的压力控制器。
11.进一步地,所述挤出装置包括挤出喷头、阀芯气缸和阀芯,阀芯穿过空心轴一端与阀芯气缸相连,另一端连接混料桶的出料口,阀芯气缸与压力控制器相连,用于控制阀芯与出料口的盖合状态,所述挤出喷头与混料桶的出料口管路连接,且管路上设有混料桶挤出流量计,混料桶挤出流量计与计算机相连,用于设置和监测混料桶的出料量。
12.进一步地,所述储料罐包括pdms预聚体储料罐和pdms固化剂储料罐,储料罐流量计包括pdms预聚体流量计和pdms固化剂流量计,分别与计算机相连,用于设置和监测pdms预聚体和pdms固化剂的出料量。
13.进一步地,所述压力控制器的输出端与混料桶相连,用于对混料桶施加负压,消除混料桶中pdms混合液的气泡。
14.进一步地,所述压力控制器设有多个正压输出端和多个负压输出端,所述计算机内置用于控制压力控制器的输出状态的软件程序。
15.与现有技术相比,本实用新型的的有益效果包括;
16.本实用新型自动实现pdms预聚体和pdms固化剂的进料配比,精准度高;
17.本实用新型通过计算机程序实现pdms浇注的一体化设计,自动控制整个 pdms浇注过程,无需人工操作,减少人工成本。
附图说明
18.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例。其中:
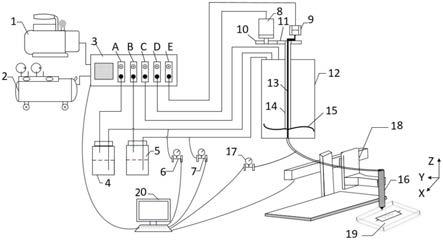
19.图1是本实用新型实施例用于微流控芯片制造的pdms浇注系统的结构示意图;
20.图中:1、真空泵,2、空气压缩机,3、压力控制器,4、pdms预聚体储料罐,5、pdms固化剂储料罐,6、pdms预聚体流量计,7、pdms固化剂流量计,8、搅拌桨气动马达,9、阀芯气缸,10、主动齿轮,11、从动齿轮,12、混料桶,13、阀芯,14、空心轴,15、搅拌桨,16、挤出喷头,17、混料桶挤出流量计,18、三维运动平台,19、芯片模具,20、计算机。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应属于本实用新型保护的范围。
22.图1示出本实用新型用于微流控芯片制造的pdms浇注系统的结构示意图,由pdms浇注控制单元、pdms浇注配料单元和pdms浇注成型单元三部分组成。
23.pdms浇注控制单元,包括计算机20、压力控制器3、与压力控制器3正压输入端相连的空气压缩机2,与压力控制器3负压输入端相连的真空泵1,计算机20与压力控制器3相连,
用于调整压力控制器3的输出状态。
24.本实用新型的压力控制器3包括一个负压输入端、一个正压输入端和五个正负压输出端,压力控制器3的正压输入端与空气压缩机2连接,压力控制器3 的负压输入端与真空泵1连接,压力控制器3的输出端a和输出端b分别连接 pdms预聚体储料罐4和pdms固化剂储料罐5,压力控制器3的输出端c连接混料桶12,压力控制器3的输出端d连接搅拌桨气动马达8,压力控制器3 的输出端e连接阀芯气缸9。
25.pdms浇注配料单元,包括储料罐和混料桶12,其中压力控制器3的输出端分别连接储料罐的进气孔,储料罐的出料口与混料桶相连且在储料罐与混料桶之间的管道上设有储料罐流量计;其中,储料罐包括pdms预聚体储料罐4和 pdms固化剂储料罐5,储料罐流量计包括pdms预聚体流量计6和pdms固化剂流量计7,分别与计算机20相连,用于设置和监测pdms预聚体和pdms 固化剂的出料量。
26.计算机20控制压力控制器3的输出端a向pdms预聚体储料罐4施加正压作用,实现pdms预聚体的进料。pdms预聚体流量计6监控pdms预聚体储料罐4的出料量,当出料量达到设定值时,pdms预聚体流量计6向计算机20 反馈关断信号,计算机20控制压力控制器3关闭气压通道,从而停止pdms预聚体的进料。
27.计算机20控制压力控制器3的输出端b向pdms固化剂储料罐5施加正压作用,实现pdms固化剂的进料。pdms固化剂流量计7监控pdms固化剂储料罐5的出料量,当出料量达到设定值时,pdms固化剂流量计7向计算机20 反馈关断信号,计算机20控制压力控制器3关闭气压通道,从而停止pdms固化剂的进料。
28.pdms混合搅拌模块,包括搅拌桨气动马达8和与搅拌桨气动马达8依次相连的主动齿轮10、从动齿轮11、空心轴14和搅拌桨15,主动齿轮10与从动齿轮11啮合传动,从动齿轮11安装在空心轴14的顶端,搅拌桨15安装在空心轴 14的底端,搅拌桨气动马达8连接压力控制3,用于给搅拌桨气动马达8施加压力。
29.计算机20控制压力控制器3的输出端d向搅拌桨气动马达8施加正压作用,实现搅拌桨气动马达8转动,并依次通过主动齿轮10、从动齿轮11和空心轴14 带动搅拌桨15转动,实现混料桶12内pdms混合液的搅拌。
30.pdms浇注成型单元,包括挤出装置、芯片模具19和与计算机20通信连接的三维运动平台18,挤出装置的挤出喷头16安装在三维运动平台18上,芯片模具19位于挤出喷头16的正下方。
31.挤出装置包括挤出喷头16、阀芯气缸9和阀芯13,阀芯13穿过空心轴14 一端与阀芯气缸9相连,另一端连接混料桶12的出料口,阀芯气缸9与压力控制器3相连,用于控制阀芯13与出料口的盖合状态,挤出喷头16与混料桶12 的出料口管路连接,且管路上设有混料桶挤出流量计17,混料桶挤出流量计17 与计算机20相连,用于设置和监测混料桶12的出料量。
32.计算机20控制压力控制器3的输出端c向混料桶12施加负压作用,对pdms 混合液进行去除气泡的处理。
33.计算机20控制压力控制器3的输出端e向阀芯气缸9施加正压作用,提升阀芯13露出位于混料桶12底部的出料口。随后,计算机20控制压力控制器3 的输出端c向混料桶12施加正压作用,使pdms混合液从挤出喷头16挤出。
34.计算机20控制三维运动平台18使挤出喷头16在芯片模具19上方运动,实现pdms混合液的精准浇注。混料桶挤出流量计17监控pdms混合液的挤出量,当挤出量达到设定值,即芯片浇注完成时,混料桶挤出流量计17向计算机20 反馈关断信号,计算机20控制压力控制器3关闭正压通道,从而停止pdms混合液的挤出。
35.作为本实用新型的一实施例,利用pdms浇注系统进行浇注的流程图,包括如下步骤:
36.步骤一;配置原料,分别在pdms预聚体储料罐4和pdms固化剂储料罐 5中添加一定量的灌装pdms预聚体和pdms固化剂,并封闭良好;
37.启动空气压缩机2和真空泵1,通过计算机20设置压力控制器3的输出端a 和输出端b为正压作用,实现pdms预聚体和pdms固化剂向混料桶12输送;
38.当出料量达到设定值后,pdms预聚体流量计6和pdms固化剂流量计7 向计算机20反馈关断信号,计算机20关闭压力控制器3的输出端a和输出端b 的气压通道,从而停止pdms预聚体和固化剂的进料。
39.步骤二;pdms混合液搅拌,计算机20控制压力控制器3的输出端d向搅拌桨气动马达8施加正压作用,搅拌桨气动马达8转动,从而带动搅拌桨15转动,实现混料桶12内pdms混合液的搅拌;
40.当pdms混合液搅拌均匀后,计算机20关闭压力控制器3的输出端d的压力输送通道,搅拌桨15停止对pdms混合液的搅拌。
41.步骤三;pdms混合液除泡,计算机20控制压力控制器3的输出端c向混料桶12施加负压作用,对pdms混合液进行去除气泡的处理;一段时间后,计算机20关闭压力控制器3的输出端c的气压通道,停止对混料桶12施加负压作用,pdms混合液脱泡完毕。
42.步骤四,pdms混合液挤出,计算机20控制压力控制器3的输出端e向阀芯气缸9施加正压,提升阀芯13露出位于混料桶12底部的出料口,随后压力控制器3输出端c向混料桶12施加正压,使pdms混合液从挤出喷头挤出。
43.pdms浇注,计算机20控制三维运动平台18使挤出喷头16在芯片模具19 上方运动,实现pdms混合液的精准浇注。
44.当挤出量达到设定值时,混料桶挤出流量计17向计算机20反馈关断信号,计算机20关闭压力控制器3输出端c的正压通道,从而停止pdms混合液的挤出。
45.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1