用于挤出包装管并给该包装管贴标签的方法和设备与流程
用于挤出包装管并给该包装管贴标签的方法和设备
1.本技术是申请日为2015年4月15日、申请号为201580033091.1、发 明名称为“用于挤出包装管并给该包装管贴标签的方法和设备”的发明专 利申请的分案申请。
技术领域
2.本发明涉及管或圆筒的领域,更具体地涉及用于粘性或液体产品的包 装管,其中套筒部通过挤出获得。
背景技术:
3.柔性包装管通常具有两个分开的部分,具体地说是连接到头部的套筒 部或柔性圆柱体,头部包括颈部并由盖子封闭。管的套筒部通过挤出管状 体或通过焊接(welding)多层片材而获得。
4.有许多种用于将管头部添加到在先挤出的套筒部的端部的方法。管头 部可以通过压缩或注射来模制并通过二次成型共同焊接到套筒部。另一种 方法包括通过注射或压缩成型来预制管头部,然后通过焊接将管头部组装 在套筒部上。
5.然后在套筒部周围装饰这样形成的管。在一些情况下,在组装套筒部 和管头部之前进行印刷操作。该印刷操作具有几个缺点,这几个缺点与下 列事实相关,即印刷不是平直地进行而是在套筒部的管状形状上进行。这 通常需要更复杂的方法,因此,需要昂贵的设备,生产速度较慢并且灵活 性减小。例如,印刷机的有限的灵活性需要对诸如丝网印刷或热装饰的复 杂装饰进行重复操作。
6.为了克服装饰的困难,一种方法涉及施加预先印刷好的粘合标签。标 签与通常由pet制成的载体膜相关,并且在施加于管的外表面的过程中与 载体分离。标签预先涂有粘性粘合剂,其将标签粘合到管的表面。在标签 施加于管之前,粘合剂层由载体膜保护。
7.专利申请wo2007/092652中披露的方法涉及施加薄标签,该薄标签在 使用前不粘附到载体膜。根据该方法,粘合剂层的涂布或活化在将标签施 加于管的表面时发生。该方法的变型涉及在应用时将粘合剂层施加于标签 上。另一变型涉及在施加标签之前将粘合剂层施加于管的表面上。然而, 在wo2007/082652中描述的方法具有许多缺点。在施加标签时或添加活化 步骤时通过涂布添加粘合剂层使得制造过程更复杂,特别是当应用于连续 管挤出生产线(wo2007092652中的图2)时。另一个缺点涉及该方法所 需的粘合剂层的非常短的活化时间,这可能将粘合剂的选择限制为昂贵的 粘合剂。另一个缺点涉及包装:添加到管表面上的标签不是包装的壁的一 体的部分。标签的边缘有时是可见的或可被触摸检测到的,并且对包装的 装饰和美学质量具有不利影响。
8.专利申请ep0457561a2披露了一种用于制造在表面上具有层压膜的 挤出管状体的方法和设备。该方法包括由膜形成第一管状体,在所述管状 体内挤出内衬元件,径向拉动所述内衬元件并将内衬元件压靠在管状体 上。这种方法有几个缺点,第一个缺点是内衬元件必须在由膜形成的管状 体内被挤出。该操作要求管直径足够大,以允许将挤出所需的工具和径向 拉拔挤出的内衬元件所需的工具插入管中。在该现有技术文献中提出的方 法
不能制造小直径的管,特别是直径小于35mm的管。ep0457561a2还 提出了管直径的内部校准。除了上述尺寸的问题之外,该方法还具有在管 的外径上产生小的变化的缺点。取决于来自挤出机的流动速率规则性的这 些变化可能导致装饰上的缺陷。实际上,为了获得高质量的装饰,管状体 外表面上的装饰膜的端部必须首尾相连地匹配。上述挤出速率的变化导致 管状体的外径的变化,从而增加或减小装饰膜的端部之间的距离。这种变 化导致装饰膜端部之间的接合处的可见缺陷。
9.类似的缺点存在于专利申请de1504918和de 102006006993所描述的 方法和设备中。
10.因此,需要克服上述缺点。
11.定义
12.在本文中,术语“贴标签”是指将膜(也称为“装饰膜”或“标签”) 附接到管上。
13.术语“装饰”是指用于信息和/或美学目的的视觉元素。
技术实现要素:
14.本发明涉及如权利要求中所限定的方法、设备和管。
15.本发明能用廉价且灵活的方法实现挤出管套筒部的装饰。它涉及将挤 出操作与贴标签操作结合起来以形成被装饰的管状体。标签可以是单层或 多层的装饰膜。当管状体处于熔融状态中时,在挤出过程中将装饰膜结合 到包装中,以使得被装饰的包装的外表面形成不粗糙的连续表面。在根据 本发明的方法中,与将被添加到先前形成的包装上的普通标签不同,装饰 膜是包装的组成部分。
16.优选地,形成管状体的全部或部分外表面的装饰膜通过挤出的树脂的 发热被焊接到管状体。根据一个实施方式,装饰膜在冷却阶段之前和校准 步骤之前与熔融的挤出物接触。
17.根据本发明的方法由挤出方法和贴标签方法的组合而产生。该方法涉 及,优选地在形成膜的管状形状的操作之后,使标签与处于熔融状态中的 管状体接触。有利地,所得到的多层管状结构被校准和冷却,以便获得被 装饰的挤出管。
18.根据本发明的优选实施方式,方法包括第一步骤,其中膜形成为部分 管状或完全管状的形状,随后是第二步骤,其中挤出处于熔融状态中的管 状体,随后是第三步骤,其中使处于熔融状态中的管状体的外表面与标签 的(凹)内表面接触,和最后的第四校准步骤,其中用于形成管的外表面 的标签的外表面被施加到计量器的内表面上。利用管状体的内表面和外表 面之间的压力差执行第三步骤,利用管的内表面和外表面之间的压力差执 行第四步骤。
19.根据本发明的方法涉及制造具有装饰膜标签的挤出管状体,在优选的 实施方式中,该装饰膜标签形成其整个外表面。在该优选的实施方式中, 当管状体通过计量器和连续冷却箱时,管状体完全被标签包围。熔融材料 不会与冷却工具摩擦,这有助于改善包装产品的美学外观,以及其对冲击 和应力开裂的抵抗力。
20.根据本发明的变型,利用第一压力差使管状体和标签接触。该第一压 力差至少施加在来自工具喷嘴的挤出物的出口和接触区之间,该接触区位 于膜的内表面和挤出物的外表面之间。该第一压力差有助于防止在标签和 管状体的外表面之间形成气泡。根据本发
明的一个实施方式,压力差由管 内部的正空气压力产生。用于产生该压力差的备选实施方式涉及在挤出机 和校准元件之间产生负压室。根据一个实施方式,管状体和标签在膜形成 管状形状之后立即彼此接触。
21.根据该方法的变型,在管状体膨胀到膜的内表面上时,膜形成为管状 形状。根据该变型,膜和管状体之间的接触平面(由接触区形成的平面) 相对于管的轴线倾斜,这与现有技术不同,在现有技术中,接触平面总是 垂直于管的轴线。
22.有利地,施加第二压力差以将管的外表面压靠在校准元件的内表面 上,从而防止管在冷却期间缩回。该校准步骤有助于精确地调节管的外径。 在根据本发明的方法中,管的外表面由滑动到计量器的内表面上的标签形 成。然后使用常规方法冷却并切割管。
23.与挤出的管状体的厚度相比,标签优选地是薄的。
24.标签可以是多层膜。当其与处于熔融状态中的挤出体接触时,形成与 管状体的交界面的膜表面被加热至能使所述管状体被焊接到装饰膜的温 度。根据优选的实施方式,焊接所需的所有热量由管状体提供。由于标签 是薄的,所以在焊接操作的同时,标签在其(凸的)外表面上被冷却。通 过标签的外表面与计量器的内表面的接触或通过与水接触来实现冷却。在 焊接操作的同时冷却标签有助于保持装饰的质量以及标签的表面性质(光 泽,亚光效果,光洁度等)。
25.有利地,标签被结合到包装的厚度中并且覆盖管状体的整个外表面。
26.根据本发明的另一个实施方式,标签仅形成在管状体的圆周的一部分 上,其边缘被挤出的树脂包含,以使得管状体的外表面形成连续表面。
27.标签可以为包装提供装饰。标签还可以为包装提供改变其“触感”的 表面性质。在这方面,本发明能够为包装的表面提供不能挤出或难以挤出 的其它材料,诸如纸、纺织品、柔软触感树脂等。
28.标签有利地用于其阻隔性质。该实施方式避免了对管状体使用共挤出 设备的需求。
29.本发明的另一个优点是便于挤出因在校准过程中容易出现粘滑现象 或表面缺陷或挤出破裂而难以挤出的树脂等级。
30.更一般地,本发明可用于提高生产率,因为熔融材料不再直接接触计 量器的表面。消除了存在于常规挤出方法中的在熔融材料和校准元件之间 的摩擦,由此使得生产速度能够提高。
31.由该制造方法得到的包装确保了标签和管状体之间非常牢固的结合。 与使用粘合标签制造的现有技术中的包装不同,消除了在包装的使用期间 标签脱开的风险。另一个优点涉及在管状体的表面上不存在任何不连续 性,这有助于防止与标签相关的问题,标签的各个部分可能积聚灰尘,从 而不利地影响美学性能。
32.本发明还使得能制造小直径或大直径的装饰管。本发明是非常灵活 的,并且可以用在新设备中或用于改进现有的挤出设备。
33.本发明还包括如权利要求中所述的挤出/贴标签设备。根据优选实施方 式制造的设备包括用于挤出处于熔融状态中的管状体的装置,真空冷却和 校准箱,用于输送冷却的管的装置,切割或辊轧装置和用于展开膜的装置, 布置在挤出头和真空校准箱之间的鹅颈式成型机,用于在挤出的管状体的 内部和外部之间施加第一压力差的装置,和用于在管子
通过真空校准箱时 在管子的内部和外部之间施加第二压力差的装置。
34.优选地,标签通过布置在挤出喷嘴和校准元件之间的鹅颈式成型机。 鹅颈式成型机的存在意味着标签不通过挤出工具,这防止了对装饰膜造成 损害。在本发明中,鹅颈式成型机有助于将挤出工具延伸到由膜形成的管 状形状内部。由于几个原因,鹅颈式成型机的使用是有利的。它防止了膜 和热工具之间的接触,并且其紧凑的尺寸有助于减小位于鹅颈管内的喷嘴 工具的长度。压力下降,和因此由工具内的熔融材料的流动所产生的压力, 大大减小。
35.根据本发明的变型,与管状体的内部和外部之间的压力差结合的鹅颈 式成型机有助于将管状体和鹅颈管内部的装饰膜相关联。该变型的一个优 点是能够将鹅颈式成型机靠近挤出头定位,以便在管状体离开工具时接合 管状体。管状体被置于膜上,膜在鹅颈管上滑动并同时输送管状体。鹅颈 式成型机的紧凑尺寸是主要的优点。该成型机容易插入在挤出头和校准元 件之间。
36.本发明的另一变型涉及用包含发泡剂的树脂挤出管状体。这些发泡剂 使处于熔融状态中的管状体膨胀,从而使处于熔融状态中的管状体的外表 面与膜的内表面接触。根据该变型,管状体的外层和膜的内层之间的接触 优选地由包含在树脂中的发泡剂引起,而不是由压力差引起。此外,外径 优选地通过发泡剂的作用来校准,但也可以通过管状体的内表面和膜的外 表面之间的压力差引起,或通过发泡剂的作用和压力差联合引起。本发明 的这种变型特别有利于减轻包装而没有发泡剂不利地影响其外观的缺点。 实际上,形成包装的外表面的装饰膜提供了装饰和表面性质,并且发泡剂 的使用有助于减少用于形成挤出管状体和用于形成包装的内层的树脂量。
37.本发明不限于膜在处于熔融状态中的管状体上的沉积。本发明的另一 个变型涉及将装饰膜沉积在包括发泡剂的完全挤出体的外表面上。例如, 装饰膜沉积在包括发泡剂的挤出的圆柱体的外表面上,圆柱体在挤出工具 出口处的膨胀导致膜的内层与挤出体的外表面接触。同时或相继地,通过 使圆柱体通过计量器和冷却箱来调节装饰的圆柱体的外径。本发明的这种 变型特别有利于制造包装部件,如用于玻璃瓶中的合成软木塞。葡萄酒市 场是重要的市场。这种类型的软木塞的优化可能需要区分表面性质(滑动, 密封,装饰)和核心性质(与葡萄酒接触,弹性,压缩,阻力)。
38.装饰膜可以沉积在具有圆形、椭圆形或正方形截面或形状更复杂的截 面的挤出体上。
附图说明
39.图1示出了在专利申请wo 2007092652中描述的现有技术的方法,其 涉及在一步骤中将没有胶水的标签17施加到管状体13的表面上,在该步 骤中,就在标签17组装在管13的表面上之前施加粘合剂层15。
40.图2和图2a示出了利用在申请wo 2007092652中所述的方法生产的 现有技术的管14。标签17没有嵌入在挤出的管状体13中。标签17的边 缘18导致包装的外表面中的不连续,这不利地影响其美观性。
41.图3示出了根据本发明的方法的优选实施方式。该方法涉及将挤出操 作和贴标签操作结合起来。
42.图4示出了根据本发明的方法和示例设备,其涉及挤出管状体13和 将装饰膜12沉积在所述管状体的表面上。
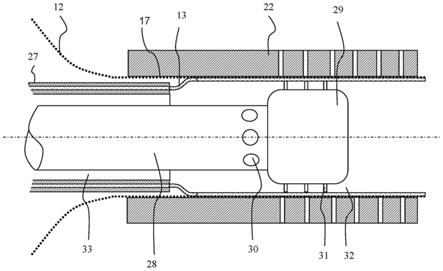
43.图5示出了用于使装饰膜12与管状体13接触并校准管14的外径的 示例性设备。
44.图6示出了利用本发明中描述的方法获得的管14。图6a示出了装饰 膜12的端部18嵌入在管状体13中。
45.图7示出了在表面上包括装饰膜12的管14的局部横截面,其端部18 和18'端对端地布置。端部18和18'嵌入在管状体13中。
46.图8示出了包括装饰膜12的管14的变型,其中端部18和18'端对端 地布置。根据该变型,端部18和18'接触并且管14的外表面形成连续的光 滑表面。
具体实施方式
47.图3示出了本发明的优选实施方式,其涉及在挤出体处于熔融状态中 时通过将装饰膜沉积在挤出管的表面上而形成装饰管。该方法有利地将挤 出操作d、f、g、h和i与贴标签操作a、b、c和e结合起来。
48.挤出操作d涉及利用已知的挤出装置形成处于熔融状态中的管状体。 根据优选的实施方式,这些装置包括挤出机和挤出头24。根据替代的实施 方式,这些装置包括若干挤出机和共挤出头。根据优选的实施方式,所述 挤出头24由被称为挤出喷嘴27的管状部分伸出。喷嘴27的直径小于待 形成的管的直径,以使得喷嘴可以接合在成型机20内部。挤出的树脂通 过喷嘴27的端部输出并形成型坯13,型坯13位于由装饰膜形成的管状形 状内部。
49.在挤出操作d的上游,贴标签操作a、b和c分别涉及展开被置于卷 轴上的装饰膜(标签),然后潜在地切割装饰膜的侧边缘,以便将标签固 定到所制造的管的直径,最后将膜形成为管状形状。管状形状的形成必须 是紧凑的,以使得能在由装饰膜形成的管状形状内部挤出处于熔融状态中 的管状体。
50.操作e涉及使处于熔融状态中的管状体的外表面与装饰膜的内表面接 触。在图3所示的优选实施方案实施方式中,操作c和e顺序执行。处于 熔融状态中的管状体和装饰膜之间的接触在装饰膜卷绕在管状体上之后 进行。用于操作c的装置优选地为鹅颈式成型机,其使得装饰膜能被置于 处于熔融状态中的管状体周围,同时占据有限的空间。用于操作e的装置 是在处于熔融状态中的管状体的内部和外部之间的压力差δp1,操作e涉 及使挤出的管状体与装饰膜接触。用于施加该压力差的优选实施方案实施 方式是至少部分地堵塞处于熔融状态的管状体并且在管状体内部产生空 气压力,以便使处于熔融状态中的管状体“膨胀”抵靠装饰膜。根据该实 施方案实施方式,可能有利的是,在塞子周围产生轻微的空气泄漏,以便 在塞子和处于熔融状态的管状体之间产生气垫。该气垫防止管的内表面被 标记,并且有助于防止塞子过热。另一个实施方案实施方式涉及在布置在 鹅颈管周围的箱体中施加负压。在鹅颈管的出口端处的被贴标签的管状体 的直径基本上等于所制造的管的直径。
51.替代实施方式涉及同时执行膜形成操作c和接触操作e。在这种情况 下,挤出操作d可以在形成操作c之前或与其同时进行。
52.在操作d和e之后的操作f使得被贴标签的管的外径能够得到校准。 通过使挤出的管通过包括校准和冷却装置的校准元件而执行操作f。在操 作f期间施加管的内部和外部
之间的压力差δp2。该压力差在管被冷却时 将管的外表面压靠在计量器的内表面上。根据优选实施方式,压力差δp2 由校准元件中的负压产生。水通常用于以浴的形式或以淋浴的形式冷却所 述管。该方法的主要优点与以下事实有关:在校准操作期间的摩擦学与常 规挤出方法基本上不同。实际上,在根据本发明的方法中,处于熔融状态 中的塑料不再与计量器接触,因为标签始终位于处于熔融状态中的管状体 周围。除了与在线装饰相关的优点之外,这还提供了几个优点:
[0053]-提高生产速度而不产生故障的选择权,
[0054]-可用于制造管的树脂的范围更宽。
[0055]
操作g是可选的。该操作使得能在确保恒定直径的同时完善管的冷却。 如果管特别厚和如果管在操作f之后没有被充分冷却,则操作g是特别有 用的。在冷却操作g期间,可以用管的内部和外部之间的压力差δp3来 在冷却期间保持管的直径不变。操作g通常用于常规方法中的管挤出。
[0056]
输送操作h类似于用于管挤出的操作。该操作涉及使用异型输送带输 送所述管。
[0057]
长度切割操作i涉及将管切割成期望的长度。在根据本发明的方法中, 切割操作必须与管的装饰同步。
[0058]
图4示出了根据本发明的方法的示例和示例设备。该方法涉及挤出管 状体13并将装饰膜12沉积在处于熔融状态的所述管状体的外表面上。
[0059]
该方法包括根据塑料工业中已知的方法挤出管状体13。图3示出了最 常见的方法,其涉及在包括喷嘴27的工具24中成形热塑性树脂之前用挤 出机熔化热塑性树脂。根据优选的实施方式,挤出机垂直于挤出轴线地布 置。直径小于所制造的管的直径的喷嘴27接合在被称为鹅颈管20的成型 机内部。从喷嘴27的端部挤出管状体13的操作位于靠近鹅颈管20的下 游部分之处,即接近过渡部,装饰膜12从该过渡部形成圆筒。
[0060]
该方法包括使用包裹在辊19上的装饰膜12。使装饰膜以管的线性制 造速度以连续过程展开,然后用鹅颈式成型机20使装饰膜围绕处于熔融 状态中的挤出管状体13形成为管状形状。本发明的优选实施方式的一个 优点与下列事实相关:膜12与挤出和工具单元24完全分开,这有助于防 止膜12经受高温并防止装饰损坏。鹅颈管20可以非常小并且插入在挤出 设备24和管14的校准和冷却元件22,21之间。在优选的实施方式中,使 用鹅颈式成型机。
[0061]
当装饰膜12进入鹅颈式成型机20时,装饰膜的内表面可以移动靠近 挤出喷嘴27的壁,并且被来自挤出喷嘴表面的辐射加热。取决于所使用 的膜的类型,可能有利的是,在与挤出材料接触之前利用辐射来预热膜12 的内表面。相反,例如可能需要保护装饰膜不受来自挤出喷嘴的辐射的影 响,以防止装饰被损坏。来自挤出喷嘴27的辐射可以通过改变所述喷嘴 的辐射表面来进行限制。
[0062]
根据图5中所示的本发明的优选实施方式,当装饰膜形成圆柱形时, 处于熔融状态中的管状体和装饰膜在鹅颈管的出口处彼此接触。该接触是 由处于熔融状态中的管状体的内部和外部之间的压力差δp1所引起的。根 据该优选的实施方式,利用至少部分地阻塞所述挤出管状体的内部截面的 塞子29在处于熔融状态的管状体13内部产生正压。根据优选的实施方式, 塞子29包括柔性部分31,其与处于熔融状态中的管状体13的壁一起提供 至少部分的密封。根据本发明,所述柔性部分在压力的作用下略微屈服, 这导致在塞子29
和管状体的壁之间产生气垫和小的下游泄漏32。所述塞 子附接到吹管28的端部,吹管28优选地被冷却并附接到挤出头24,下游 的空气泄漏32具有冷却管状体内表面的二次效应。
[0063]
本发明的一替代实施方式涉及产生通过挤出头的第二空气泄漏,其被 称为上游泄漏33。上游泄漏的流量被精确地调节,并且使得该过程能够稳 定,特别是管状体和装饰膜之间的接触。
[0064]
本发明的另一个替代实施方式涉及使用可膨胀的塞子29。可膨胀的塞 子便于启动,因为其有限的截面便于管状体通过。塞子的膨胀使得下游的 泄漏32能被减少和受控制。
[0065]
本发明的另一个替代实施方式涉及使用可收缩的可收藏式吹管。根据 该实施方式,在启动时,吹管28和塞子29位于挤出工具内,这便于管状 体的挤出。然后,吹管28和塞子29逐渐向前移动到工作位置中。
[0066]
根据本发明的优选实施方式,当管状体13处于熔融状态中时,管状 体13和装饰膜12被组装,以使得来自管状体的热量熔化装饰膜12的内 表面。调节熔融的管状体13和没有主动冷却的装饰膜12之间的接触时间, 以实现最佳焊接而不损坏装饰。可以通过调节工具以延缓管通过主动冷却 的校准区,来调节这个时间。该时间根据所使用的膜12(厚度,层数,层 的类型,装饰在厚度内的位置,墨水、颜料的类型等)和管状体13而被 优化(厚度,层数,层的类型)。通常,该时间非常短,并且通过管14的 外表面实现的主动冷却可以在组装管状体和装饰膜之后被快速地触发。根 据优选实施方式,管14的外表面的冷却从管14进入计量器时开始,这有 助于保护装饰膜的印刷质量。根据本发明的优选实施方式,装饰膜的外表 面在管14的制造期间不熔化。特别地,装饰的表面被保持在至少小于支 撑层的熔化温度或小于油墨或颜料的降解温度的温度。优选地,在校准和 冷却元件22,21上游的鹅颈管20也被用水回路冷却或进行温度调节。
[0067]
在使处于熔融状态的管状体与装饰膜接触的操作期间,由于处于熔融 状态中的管状体的内部和外部之间的压力差δp1,处于熔融状态中的管状 体“膨胀”。在接触之后,管状体以装饰膜的移动速度被输送。通常,管 状体在挤出喷嘴27的出口和进行接触的时刻之间经历径向和轴向拉伸, 该拉伸效果可以用于调节管状体的厚度和使过程稳定。
[0068]
根据本发明的优选实施方式,通过使所述管14通过校准元件22和通 过在管14的内表面和外表面之间施加压力差的同时作用,来校准由处于 熔融状态的管状体13和装饰膜12所形成的管14的外径。该压力差发生 在管14进入校准元件22时并且导致管14的外表面压靠在校准元件22的 内表面上,然后,未熔化的装饰膜的外表面与计量器的表面接触。为了限 制膜的外表面和校准工具之间的摩擦,在校准工具和膜的外表面之间产生 水膜可能是有利的。
[0069]
塞子29相对于校准元件22和冷却箱21的相对位置使得能确定接触 和校准区。如果塞子29位于校准元件22上游,则塞子29产生的压力差 δp1产生位于校准箱上游的接触区。校准元件22中的压力差δp2使得校 准管14的外径成为可能。如果塞子位于校准元件22内部,则存在具有压 力差δp1的接触区,然后是具有压力差(δp1+δp2)的用于外径的校准 区,最后是具有压力差δp2的用于外径的校准区。塞子29相对于校准元 件22的相对位置根据装饰膜和被挤出的材料而被调节。
[0070]
本发明的优选实施方式涉及用至少一个第一压力差δp1确保装饰膜 12与处于熔
融状态的管状体13之间的接触和用第二压力差δp2校准管14 的外径。这种安排对于生产线的停止和启动以及对于管外径的校准精度是 特别有利的。
[0071]
根据本发明的另一个实施方式,利用单个压力差δp1执行接触和校准 操作。在该变型中,使用足够长以在挤出材料的冷却效应下在硬化期间保 持管的直径的吹管28。该实施方式有利地与可收缩的可收藏式吹管28结 合。
[0072]
根据本发明的另一个实施方式,使用单个压力差δp2。如果将发泡剂 加入到挤出材料中,可以有利地使用该实施方式。根据该实施方式,向挤 出材料中添加发泡剂导致在管状体13和标签17之间产生接触,同时压力 差δp2使得管的直径能被校准。
[0073]
本发明的一个具体特征是,管14在校准工具中的摩擦表面由不处于 熔融状态的装饰膜12的外表面形成。这有助于促进管的外径的校准操作。 相对于常规的挤出操作,在计量器的内表面和管的外表面之间的摩擦学性 质发生了根本性的改变。因此,该方法能使用新的挤出材料或提高挤出速 度。
[0074]
图6示出了使用该方法获得的管14。装饰膜12形成管14的全部或部 分外表面。细部图6a示出了装饰膜的端部18嵌入管状体13的壁中。管 14的外表面在装饰膜12的端部周围是连续,与管状体13的厚度相比,标 签17是薄的。
[0075]
图7和图8示出了本发明的在管的整个周边上具有标签的实施方式。
[0076]
图7示出了管的360
°
装饰的第一示例性实施方式,其中标签17的端 部18和18'端对端地布置并且略微间隔开。标签17的端部的间距可以与标 签17的横向切割的精度相关。有时获得的端部18和18'之间的小间隔25 小于100微米并且肉眼不可见。间隔25由形成管状体13的树脂填充,从 而形成的管14的外表面光滑并且在端部18和18'周围没有中断。
[0077]
图8示出了第二实施方式,其中标签17的端部18和18'端对端地布置 并且彼此接触。在该布置中,装饰膜和管14的外表面具有连续性。由于 与管状体13的厚度相比,标签17较薄,因此端部18和18'是觉察不到的。 该实施方式特别有利于360
°
装饰,或者如果阻隔层由标签17携带,则有 利于确保阻隔性质的连续性。该第二实施方式可能需要位于鹅颈管20上 游的用于标签17的横向切割装置,这些切割装置确保装饰膜宽度的精确 调节以实现图8中所示的端对端的定位。
[0078]
本发明的另一个示例性实施方式涉及在装饰膜的端部18和18'之间形 成重叠。如果薄膜12的下表面可以被焊接到其上表面,则该实施方式是 特别有利的。有利地,在接触操作e和校准/冷却操作f期间焊接重叠部。 根据该优选实施方式,通过由处于熔融状态的挤出管状体提供的热量来焊 接重叠部。替代实施方式涉及在操作e之前,或在操作e之前、与操作e 同时或在操作e之后的重叠部焊接操作之前,增加预热操作。
[0079]
为了在装饰膜的端部18和18'周围加强管状体,本发明的另一个示例 性实施方式涉及在膜的端部的接合点处增加管状体的厚度。管上的这个局 部厚度增加确保了管在其整个圆周上的坚固性是均匀的。
[0080]
本发明的另一个示例性实施方式涉及在装饰膜12和管状体13之间添 加连接装饰膜的端部的加强带。有利地,加强带由处于熔融状态的管状体 13所提供的热量焊接。如果需要,可以添加预热操作或焊接操作以将加强 带附接到膜12的内表面。
[0081]
挤出的或共挤出的管状体13通常由来自聚烯烃族的热塑性树脂制成 (例如线性低密度聚乙烯,低密度聚乙烯,高密度聚乙烯,聚乙烯共混物, 聚丙烯),但本发明不限于使
用上述树脂。例如,通常使用具有乙烯乙烯 醇树脂和聚烯烃树脂的多层结构来改善包装的阻隔性能,其中乙烯乙烯醇 树脂作为阻氧层。管状体13占管14厚度的至少70%,并且优选地占管 14厚度的至少80%。
[0082]
标签17形成管14外表面的至少一部分。该装饰膜例如使得识别包装 的产品和制造商成为可能,并提供装饰等。根据优选的实施方式,装饰膜 是薄的。装饰膜可以是单层或多层,并且可以由各种各样的材料制成,包 括纸、铝和塑料。载体膜也可以部分地由织物膜制成以提供特定的感官特 性。装饰膜12包括至少一个层,其使得装饰膜能在由所述挤出体提供的 热的作用下粘附到管状体13。装饰膜优选为单层。多层结构尤其可以包括 例如聚乙烯,聚丙烯,聚对苯二甲酸乙二醇酯,聚酰胺,乙烯乙烯醇,纸, 铝,金属,氧化硅或粘合剂层。优选地,装饰膜的厚度在5和100微米之 间,有利地在10和50微米之间。
[0083]
根据本发明的优选实施方式,标签17的结构具有至少一个熔化温度 超过160℃的层和至少一个与管状体相同类型的层。具有良好热稳定性的 层可以例如由双轴取向的聚对苯二甲酸乙二醇酯(pet),聚酰胺(pa), 铝(alu)或纸制成。用于聚乙烯管状体的装饰膜的示例性结构包括pet/pe, pe/pet/pe,pa/pe,alu/pe,pe/alu/pe和纸/pet/pe。
[0084]
标签17可以用任何已知的平面印刷方法来印刷,例如柔性版印刷, 丝网印刷,凹版印刷,凸版印刷,胶版印刷,数字印刷或这些印刷技术的 组合。本发明有利地与数字印刷结合,其用于要求灵活性和快速装饰变化 的生产。印刷品通常由防护清漆覆盖,其还可以例如提供光泽或哑光效果。 清漆的选择是重要的,特别是其与成型和校准工具的摩擦系数。
[0085]
本发明可有利地与标签17的在线数字印刷相结合。在这种情况下, 图4中所示的装饰膜19的作用由与标签/挤出生产线同步操作的数字印刷 机代替。根据该构造的变型,一个或多个层压操作也可以在挤出/装饰过程 之前在线进行。例如,如果要将印刷物包含在装饰膜12的厚度内,则需 要进行层压操作。可以使用以下步骤实现导致被包含的印刷层的可能布 置:
[0086]-展开第一未装饰的膜,
[0087]-对第一膜进行数字印刷,
[0088]-在第一膜上层压第二膜以包含所获得的印刷-装饰膜,
[0089]-侧向切割装饰膜的边缘,
[0090]-挤出/装饰过程。
[0091]
装饰膜12可以印刷在正面或背面上,以使得印刷物存在于管14的表 面上或包含在管的厚度内。由于装饰操作在薄膜上平直地进行,所以印刷 有利于以低成本提供复杂的装饰。
[0092]
本发明特别有利于以低成本提供具有高质量装饰的管。
[0093]
本发明特别有利于通过为装饰膜提供具有特定“触感”的表面层来改 善管的感官特性。这些特性例如由哑光双轴取向的聚丙烯膜或织物膜提 供。
[0094]
本发明是特别有利的,因为它能够通过改变装饰膜来改变包装的功 能。这些功能可以是美学的(装饰),感官的(触感),技术的(阻隔性质) 或信息的(包装上的信息)。
[0095]
本发明是特别有利的,因为装饰膜形成包装的整体部分。装饰膜被结 合到其结构中并有助于其性能。
[0096]
本发明不限于本文中提到的示例性多层结构。对于本领域技术人员显 而易见的是,本发明使得将要增加可能的结构的数量和将要使用不同的材 料的范围(塑料,纸,铝等)成为可能。
[0097]
默认地,本发明使得制造包括表面膜的未装饰的管状体成为可能。该 变型可以更具体地用于改善管的机械、阻隔或感官(触感)特性。
[0098]
本发明不但可以主要用于包装领域中提供装饰,而且也可用于技术领 域中以改善机械或阻隔特性。本发明的有利实施方式涉及利用膜提供阻隔 物和装饰。提供阻隔和装饰的多层膜与多层挤出体相关联,这有助于简化 挤出设备。
[0099]
当挤出困难的产品时,本发明可用于降低生产成本,同时提高生产速 度。
[0100]
本发明的第一变型涉及以下连续操作:
[0101]-焊接来自单层或多层膜的第一管状体,
[0102]-将处于熔融状态中的第二管状体挤出在所述第一管状体上,
[0103]-同时使用根据本发明的方法将标签沉积在第二管状体的外表面上。
[0104]
本发明的第二变型涉及将标签包含在管的壁内。为此,执行以下操作:
[0105]-挤出处于熔融状态中的第一管状体,
[0106]-同时使用根据本发明的方法将标签沉积在第一管状体的外表面上,
[0107]-挤出第二管状体并将处于熔融状态中的所述第二管状体沉积在标签 的外表面上。
[0108]
优选地当第一管状体已经至少部分地冷却时,将处于熔融状态中的第 二管状体沉积在标签的外表面上。
[0109]
本发明的第三变型涉及将膜附接到包含发泡剂的挤出管状体的外表 面。使用以下方法:
[0110]-从加入发泡剂的树脂挤出处于熔融状态中的管状体,
[0111]-使用鹅颈式成型机将膜沉积在管状体周围,
[0112]-通过利用发泡剂使管状体膨胀而使管状体的外表面与膜的内表面接 触,
[0113]-管状体的校准和冷却。
[0114]
本发明的第四变型用于制造加入发泡剂的圆柱体和表面膜。使用以下 方法:
[0115]-从加入发泡剂的树脂挤出处于熔融状态中的圆柱体,
[0116]-使用鹅颈式成型机将膜沉积在圆柱体周围,
[0117]-通过利用发泡剂使圆柱体膨胀而使膜的内表面与圆柱体的外表面接 触,
[0118]-圆柱体的校准和冷却。
[0119]
所用的发泡剂可以是物理或化学发泡剂。混合有聚合物的物理发泡剂 是例如二氧化碳气体或氮气,其中状态的改变(液态至气态)使处于熔融 状态中的聚合物膨胀。化学发泡剂可以是偶氮二甲酰胺或偶氮双甲酰胺。 本发明在制造膨胀的圆柱体或管状体时提供的优点是将由膜提供的表面 性质和装饰以及由发泡剂提供给芯部的减轻特性结合起来。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1