一种汽车进气格栅注塑模具的二次顶出结构及顶出方法与流程
1.本发明涉及注塑模具技术领域,具体涉及一种汽车进气格栅注塑模具的二次顶出结构及顶出方法。
背景技术:
2.注塑模具是一种塑料注射成型用的模具,其通常包括用于形成注塑型腔的动模和定模。为了实现注塑成型后产品的顶出,需要在注塑模具上设置推拉机构。推拉机构包括推拉板和竖立设置在所述推拉板上的复位杆和顶针,注塑完成后注塑件留在动模的型腔面上,通过推拉机构上顶针的向上顶出动作将注塑件向上顶出,从而与动模的型腔面脱开。
3.对于结构较为简单的注塑件来说,通常采用一次顶出结构就可以将注塑件从模具中顺利顶出。然而,对于一些复杂结构的注塑件,例如汽车进气格栅,采用一次顶出结构会带来以下问题:汽车进气格栅的拔模角度较小,容易导致开模后注塑件留在定模上,为此需要在推拉机构的顶针上设置倒扣结构,以保证开模后的注塑件停留在动模上,这样才能利用推拉机构将注塑件从动模上顶出,但是倒扣结构的设置使得注塑件与顶针的结合力加大,取件时不容易将注塑件取走,如强行取件可能会使注塑件受损。
4.为此,有必要在现有注塑模具结构的基础上,通过结构改进来解决上述问题。
技术实现要素:
5.为了解决上述问题,本发明提出一种汽车进气格栅注塑模具的二次顶出结构及顶出方法,旨在实现注塑件的顺利取件。具体的技术方案如下:
6.一种汽车进气格栅注塑模具的二次顶出结构,包括动模底板、固定在所述动模底板上端面的动模座板、固定在所述动模座板上端面的动模垫板、靠接在所述动模垫板上端面的动模板、固定在所述动模板上端部位的动模镶块;所述动模垫板的上端中间部位固定有动模垫板镶块,所述动模垫板镶块上向上竖立设置有若干数量的动模镶针,所述动模镶针的顶端依次向上穿过所述动模板和动模镶块后到达所述动模镶块的上端型腔面位置;在位于所述动模垫板与所述动模底板之间的中间空挡位置设置有推拉板,所述推拉板上向上竖立设置有导向复位推杆,所述动模垫板、动模板和动模镶块上分别设置有导向孔,所述导向复位推杆向上依次穿过所述动模垫板、动模板和动模镶块的各导向孔后其导向复位推杆的上端连接有一限位挡圈,所述推拉板上还向上竖立设置有若干数量的动模顶针,所述动模顶针的顶端依次向上穿过所述动模垫板、动模垫板镶块、动模板和动模镶块后到达所述动模镶块的上端型腔面位置;所述动模垫板与所述动模板之间连接有第一顶出油缸,所述动模板与所述推拉板之间连接有第二顶出油缸。
7.优选的,所述限位挡圈通过螺钉固定在所述导向复位推杆的顶端。
8.优选的,所述推拉板由推杆固定板和推板上下叠合连接而成,所述导向复位推杆的下端端部固定在所述推杆固定板和推板之间。
9.本发明中,所述动模板上向上竖立设置有用于动模与定模合模的合模导向柱。
10.本发明中,所述第一顶出油缸的数量有两个且分置于所述动模垫板与所述动模板之间的左右两侧部位。
11.本发明中,所述第二顶出油缸的数量有两个且分置于所述动模板与所述推拉板之间的前后两侧部位。
12.本发明中,所述动模镶针的顶端设置有倒扣结构,所述动模顶针的顶端不设置倒扣结构。
13.优选的,所述动模镶针的顶端部位为一段外圆锥,所述倒扣结构为设置在所述外圆锥上的环形圆弧槽。
14.更优选的,所述环形圆弧槽的数量为两圈且在所述外圆锥锥面上间隔布置。
15.本发明中,所述第二顶出油缸的壳体固定在所述动模板上,所述第二顶出油缸的活塞杆前端固定在所述推拉板的推杆固定板与推板之间。
16.本发明的一种汽车进气格栅注塑模具的二次顶出结构其二次顶出方法如下:
17.(1)注塑模具合模;
18.(2)合模后注塑;
19.(3)注塑后开模;
20.(4)开模后,第一顶出油缸驱动动模板向上顶出一段距离a,使得注塑件与带有倒扣的动模镶针相分离;向上顶出过程中下部的推拉板通过导向复位推杆的拉动与所述动模板一起同步向上移动;
21.(5)第一顶出油缸顶出动作完成后,第二顶出油缸动作,驱动推拉板向上移动,使得推拉板上的动模顶针向上顶出一段距离b,注塑件被完全顶出,然后由设置在注塑模具旁的机械手进行取件,将注塑件取走;
22.(6)取件后第一顶出油缸、第二顶出油缸动作依次复位。
23.(7)重复步骤(1)至(6),实现连续注塑生产。
24.优选的,所述步骤(4)中第一顶出油缸驱动动模板向上顶出的一段距离a为20mm;所述步骤(5)中推拉板上的动模顶针向上顶出的一段距离b为25mm。
25.本发明的有益效果是:
26.第一,本发明的一种汽车进气格栅注塑模具的二次顶出结构及顶出方法,注塑模具上设置有二次顶出结构,先利用第一顶出油缸实现动模镶针与注塑件的分离,再利用第二顶出油缸将注塑件完全顶出,动模镶针与注塑件的分离使得后续注塑件的取件较为顺利。
27.第二,本发明的一种汽车进气格栅注塑模具的二次顶出结构及顶出方法,动模镶针上设置有倒扣结构,克服了常规注塑模具注塑后其注塑件有可能留在顶面上的弊端。且注塑动模镶针先与注塑件分离,使得后续的取件更方便。
附图说明
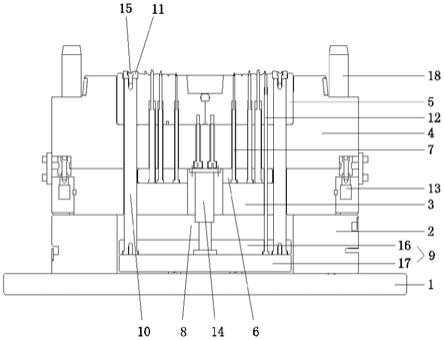
28.图1是本发明的一种汽车进气格栅注塑模具的二次顶出结构的结构示意图;
29.图2是图1中的动模镶针在顶端部位设置倒扣结构的结构示意图。
30.图中:1、动模底板,2、动模座板,3、动模垫板,4、动模板,5、动模镶块,6、动模垫板镶块,7、动模镶针,8、中间空挡,9、推拉板,10、导向复位推杆,11、限位挡圈,12、动模顶针,
13、第一顶出油缸,14、第二顶出油缸,15、螺钉,16、推杆固定板,17、推板,18、合模导向柱,19、外圆锥,20、环形圆弧槽,21、注塑件。
具体实施方式
31.下面结合附图和实施例,对本发明的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
32.实施例1:
33.如图1至2所示为本发明的一种汽车进气格栅注塑模具的二次顶出结构的实施例,包括动模底板1、固定在所述动模底板1上端面的动模座板2、固定在所述动模座板2上端面的动模垫板3、靠接在所述动模垫板3上端面的动模板4、固定在所述动模板4上端部位的动模镶块5;所述动模垫板3的上端中间部位固定有动模垫板镶块6,所述动模垫板镶块6上向上竖立设置有若干数量的动模镶针7,所述动模镶针7的顶端依次向上穿过所述动模板4和动模镶块5后到达所述动模镶块5的上端型腔面位置;在位于所述动模垫板3与所述动模底板1之间的中间空挡8位置设置有推拉板9,所述推拉板9上向上竖立设置有导向复位推杆10,所述动模垫板3、动模板4和动模镶块5上分别设置有导向孔,所述导向复位推杆10向上依次穿过所述动模垫板3、动模板4和动模镶块5的各导向孔后其导向复位推杆10的上端连接有一限位挡圈11,所述推拉板9上还向上竖立设置有若干数量的动模顶针12,所述动模顶针12的顶端依次向上穿过所述动模垫板3、动模垫板镶块6、动模板4和动模镶块5后到达所述动模镶块5的上端型腔面位置;所述动模垫板3与所述动模板4之间连接有第一顶出油缸13,所述动模板4与所述推拉板9之间连接有第二顶出油缸14。
34.优选的,所述限位挡圈11通过螺钉15固定在所述导向复位推杆10的顶端。
35.优选的,所述推拉板9由推杆固定板16和推板17上下叠合连接而成,所述导向复位推杆10的下端端部固定在所述推杆固定板16和推板17之间。
36.本实施例中,所述动模板4上向上竖立设置有用于动模与定模合模的合模导向柱18。
37.本实施例中,所述第一顶出油缸13的数量有两个且分置于所述动模垫板3与所述动模板4之间的左右两侧部位。
38.本实施例中,所述第二顶出油缸14的数量有两个且分置于所述动模板4与所述推拉板9之间的前后两侧部位。
39.本实施例中,所述动模镶针7的顶端设置有倒扣结构,所述动模顶针7的顶端不设置倒扣结构。
40.优选的,所述动模镶针7的顶端部位为一段外圆锥19,所述倒扣结构为设置在所述外圆锥19上的环形圆弧槽20。
41.更优选的,所述环形圆弧槽20的数量为两圈且在所述外圆锥19锥面上间隔布置。
42.本实施例中,所述第二顶出油缸14的壳体固定在所述动模板4上,所述第二顶出油缸14的活塞杆前端固定在所述推拉板9的推杆固定板16与推板17之间。
43.实施例2:
44.采用实施例1的一种汽车进气格栅注塑模具的二次顶出结构其二次顶出方法如下:
45.(1)注塑模具合模(动模与定模相对合);
46.(2)合模后注塑;
47.(3)注塑后开模;
48.(4)开模后,第一顶出油缸13驱动动模板4向上顶出20mm,使得注塑件21与带有倒扣的动模镶针7相分离;向上顶出过程中下部的推拉板9通过导向复位推杆10的拉动与所述动模板4一起同步向上移动;
49.(5)第一顶出油缸13顶出动作完成后,第二顶出油缸14动作,驱动推拉板9向上移动,使得推拉板9上的动模顶针12向上顶出25mm,注塑件21被完全顶出,然后由设置在注塑模具旁的机械手进行取件,将注塑件21取走;
50.(6)取件后第一顶出油缸13、第二顶出油缸14动作依次复位。
51.(7)重复步骤(1)至(6),实现连续注塑生产。
52.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1