一种注塑模具溢料槽结构的制作方法
1.本实用新型属于注塑模具技术领域,尤其涉及一种注塑模具溢料槽结构。
背景技术:
2.注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。注塑成型方法的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑成型适用于大量生产与形状复杂产品等成型加工领域。
3.现有技术中熔融状态的塑料材料通过流道,进点注入模具型腔,但是在产品的填充末端会形成一条结合线,此结合线会大大减弱产品强度,如有装配关系产品很容易开裂。对于此种弊端,传统做法是在填充末端开设排气槽,使气体排出模具型腔,来提高产品质量,但是开设排气槽往往提高产品强度有限,不能从根本提高产品质量,且原有模具没有溢料槽,生产时产品困气,良品率太低,这些都是影响产品成型质量的直接问题。
技术实现要素:
4.本实用新型的目的在于:为了解决原有模具的产品容易出现困气的问题,而提出的一种注塑模具溢料槽结构。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种注塑模具溢料槽结构,包括动模仁,所述动模仁顶部的中间位置开设有进胶点,所述动模仁顶部远离进胶点的一端开设有溢料槽,所述下安装槽的一侧设置有进水口,所述进水口的一端设置有冷却水路通道,所述冷却水路通道远离进水口的一端设置有出水口,所述下安装槽顶部的中间位置安装有第二导热板。
7.作为上述技术方案的进一步描述:
8.所述冷却水路通道设置于下安装槽的内部,所述出水口安装于下安装槽远离进水口一侧的中间位置。
9.作为上述技术方案的进一步描述:
10.所述动模仁的底部与第二导热板的顶部相连接,所述第二导热板的底部与冷却水路通道外表面的顶部相接触。
11.作为上述技术方案的进一步描述:
12.所述下安装槽的外表面开设有散热孔且散热孔的中心线呈直线形式。
13.作为上述技术方案的进一步描述:
14.所述动模仁两侧的中间位置安装有把手且把手靠近动模仁的一侧设置有弧形凹槽。
15.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
16.1、本实用新型中,在动模仁上设置了溢料槽,溢料槽注塑时,材料在型腔里面流
动,大量的气体通过溢料槽与溢料一起排除,来满足产品生产时的品质要求,能够不使用传统的排气槽,减少排气槽造成的产品填充末端形成结合线的瑕疵问题,增加产品的良品率,减少材料的浪费,以此方式减少成本。
17.2、本实用新型中,设置有下安装槽,在内部设置冷却水路通道,能够对注塑品加速冷却,且冷却水路通道设置有进水口和出水口,形成了冷却液的循环,加快冷却速度,且设置第二导热板和散热孔,能够快速的对下安装槽的内部进行降温,以此对动模仁进行降温,加快降温速度。
附图说明
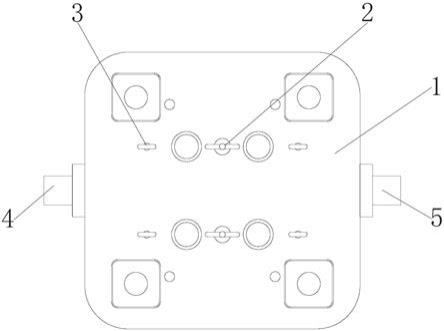
18.图1为本实用新型提出的一种注塑模具溢料槽结构的顶部细节结构示意图;
19.图2为本实用新型提出的一种注塑模具溢料槽结构的动模仁、安装槽和进水管的连接关系示意图;
20.图3为本实用新型提出的一种注塑模具溢料槽结构的下安装槽、冷却水路通道的连接关系示意图;
21.图4为本实用新型提出的一种注塑模具溢料槽结构的下安装槽、进水口和第二导热板的连接关系示意图。
22.图例说明:
23.1、动模具;2、进胶点;3、溢料槽;4、进水口;5、出水口;6、下安装槽;11、冷却水路通道;13、第二导热板。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
25.请参阅图1-4,本实用新型提供一种技术方案:一种注塑模具溢料槽结构,包括动模动模仁1,动模仁1顶部的中间位置开设有进胶点2,动模仁1顶部远离进胶点2的一端开设有溢料槽3,下安装槽6的一侧设置有进水口4,进水口4的一端设置有冷却水路通道11,冷却水路通道11远离进水口4的一端设置有出水口5,进水口4和出水口5上都安装有阀门,进水口4可以和输送冷却液的输送泵连接,自动对冷却液进行输送,打开出水口5的阀门即可将冷却水路通道11中的冷却液放出来,待冷却液冷却之后进行下一次的冷却吸热,以此达到冷却液循环冷却的结构,下安装槽6顶部的中间位置安装有第二导热板13,第二导热板13通过换热传递的方式进行一个良好的散热。
26.在本实施中,冷却水路通道11设置于下安装槽6的内部,出水口5安装于下安装槽6远离进水口4一侧的中间位置,冷却水路通道11的铺在下安装槽6的内部,将下安装槽6的内部铺满,以便对第二导热板13全面的进行散热吸热,且冷却水路通道11的内部一定要使用冷却液,通过设置的进水管进冷却液,出水管让冷却液流出,让冷却液能够在冷却水路通道11中循环流动,将动模仁1工作中产生的热能快速的带走,对动模仁1成型腔中的产品温度快速的带走,以此加快冷却速度,通过这种方式能够减少成品取出需要等待的时间,压缩了
等待时间之后就可以加快产品的加工效率和增加动模仁1的使用率。
27.在本实施中,动模仁1的底部与第二导热板13的顶部相连接,第二导热板13的底部与冷却水路通道11外表面的顶部相接触,由于第二导热板13能够与动模仁1的底部相接触,而成型腔产生的温度可以通过第二导热板13快速的带走,带走温度的同时能够起到保护动模仁1的作用,第二导热板13带走的温度能够通过冷却水路通道11带走,以此对第二导热板13进行散热,加快降温的效率,且冷却水路通道11不易发生损坏,减少了更换的次数,减少了维修的次数,让动模仁1的使用率提高。
28.在本实施中,下安装槽6的外表面开设有散热孔且散热孔的中心线呈直线形式,在下安装槽6周围安装散热孔是为了让下安装槽6内部的热气能够通过散热孔散出来,只有加快了下安装槽6内部的降温,才能够加快动模仁1的散热,但散热孔的开设并不影响下安装槽6的使用,且散热孔呈中心线垂直的方式开设,能够增加下安装槽6的美观性,且直线开设的方式在下安装槽6的加工过程中比较方便。
29.在本实施中,动模仁1两侧的中间位置安装有把手且把手靠近动模仁1的一侧设置有弧形凹槽,动模仁1上的把手在需要将动模仁1和下安装槽6连接在一起的时候,握住把手,将手插在把手上的弧形凹槽中,方便将动模仁1提起来,或者将动模仁1放下与下安装槽6连接在一起,且把手是通过挖了凹槽的形式安装的,所以不影响动模仁1与注塑机的连接,从而不影响动模仁1的使用。
30.工作原理:使用时,通过进胶点2将原料注入动模仁1中,原料进入动模仁1的成型腔中,此时材料在成型腔里面流动,大量的气体能够通过溢料槽3与溢料一起排除,排除了气体之后就可以减少成品中的困气,以此减少产品的瑕疵品,以这种方式来满足产品生产时的品质要求,且安装有下安装槽6,通过进水口4将冷却液送入下安装槽6内的冷却水路通道11中,冷却液从出水口5流出,以此形成循环冷却,第二导热板13由于与动模仁1相接触,所以可以对动模仁1进行冷却,以此冷却动模仁1成型腔中的产品,达到冷却的效果,冷区后的产品可以直接取出,不会影响取出的过程,且冷却可以加快成型,在需要对结构进行检修的时候,抓住把手,提起动模仁1,当下安装槽6取下来之后,可以对内部的冷却水路通道11进行检查,检查是否破裂的问题,同时观察第二导热板13的情况。
31.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1