用于成型汽车线夹的注胶模具的制作方法
1.本实用新型涉及在注胶模具的领域,尤其是涉及用于成型汽车线夹的注胶模具。
背景技术:
2.汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。线束是指由铜材冲制而成的接触件端子(连接器)与电线电缆压接后,外面再塑压绝缘体或外加金属壳体等,以线束捆扎形成连接电路的组件。线束产业链包括电线电缆、连接器、加工设备、线束制造和下游应用产业,线束应用非常广泛,可用在汽车、家用电器、计算机和通讯设备、各种电子仪器仪表等方面,车身线束连接整个车身。
3.汽车内的电线电缆数量较多,一般用塑料制作的绝缘线夹将电线电缆固定到车身内。如图1所示为一种汽车中使用的线夹100,其结构较为复杂,目前市场上的注胶模具无法成型出该款线夹100,因此需要设计一副与该款线夹100配套的注塑模具。
技术实现要素:
4.本实用新型所要解决的技术问题是提供用于成型汽车线夹的注胶模具,合模后线夹在定模芯与动模芯内成型;分模后,滑动组实现了线夹的抽芯。
5.本实用新型解决上述技术问题所采用的技术方案为:用于成型汽车线夹的注胶模具,包括定模组和动模组,所述的定模组设有斜导柱和定模槽,所述的定模槽内设有定模芯,所述的定模芯设有定芯孔,所述的定芯孔设有主定镶件和副定镶件,所述的动模组设有动模芯和滑动组,所述的动模芯设有动芯孔,所述的动芯孔设有成型块和主动镶件,所述的主动镶件设有固定孔,所述的固定孔内设有副动镶件,所述的成型块设有成型槽,所述的滑动组包括垫板和抽芯块,所述的抽芯块设有可将抽芯块推离垫板的弹簧,所述的垫板设有倾斜的滑槽,所述的抽芯块设有倾斜的滑筋,所述的滑筋与滑槽滑动连接;合模时,所述的抽芯块缩入垫板内,所述的垫板与动模芯贴合。
6.作为本实用新型进一步改进:所述的滑动组还包括与垫板固定连接的滑块,所述的滑块与斜导柱滑动连接。分模后,斜导柱固定不动,定模组与动模组分离,于是滑块被斜导柱推向两侧方向移动。
7.作为本实用新型进一步改进:所述的抽芯块设有定位块,所述的滑块设有定位槽,所述的定位槽与定位块套接。分模后,抽芯块、定位块远离滑块;合模后,抽芯块贴住滑块,为了保证抽芯块与滑块的相对位置,于是在抽芯快处设置了定位块,合模后定位块插入定位槽内,所以抽芯块就定在滑块处不能左右侧移。
8.作为本实用新型进一步改进:所述的抽芯块设有连接槽,所述的连接槽与定位块固定连接。定位块卡入连接槽内,这样就能使定位块在抽芯块处被限位,然后再使用螺栓将定位块与抽芯块固定连接在一起。
9.作为本实用新型进一步改进:所述的滑块设有导孔,所述的斜导柱与导孔滑动连接。分模后,斜导柱固定不动,定模组与动模组分离,于是滑块被斜导柱推向两侧方向移动,
在此过程中,斜导柱沿着导孔内移动。
10.作为本实用新型进一步改进:所述的抽芯块设有第一簧孔,所述的滑块设有第二簧孔,所述的弹簧位于第一簧孔、第二簧孔内。弹簧的两端分别在第一簧孔、第二簧孔内,分模后弹簧会将抽芯块的一部分推出垫板,抽芯块的另外一部分仍旧位于垫板内。
11.作为本实用新型进一步改进:与其中一个所述的主定镶件相配的副定镶件数量为两个且相互叠加,所述的副定镶件设有配槽和凸台,所述的副定镶件的配槽与相邻的副定镶件的凸台配合。凸台卡入配槽内,于是两个副定镶件叠加在一起后不会走位。
12.作为本实用新型进一步改进:所述的副定镶件的两侧设有定镶槽,所述的定镶槽装有定嵌件。定嵌件顶端成型部位在长期使用后容易磨损,而定嵌件外形细小,因此更换成本低,拆取操作简单,只需从定镶槽内拔出即可。
13.作为本实用新型进一步改进:所述的副动镶件的两侧设有动镶槽,所述的动镶槽装有动嵌件。动嵌件顶端成型部位在长期使用后容易磨损,而动嵌件外形细小,因此更换成本低,拆取操作简单,只需从动镶槽内拔出即可。
14.本实用新型的优点在于结构设计合理,多数零件可在长期使用磨损后更换,分模过程中,线夹能顺利抽芯脱模。
15.本实用新型的具体过程是:合模后,线夹在定模芯与动模芯内注塑,主定镶件和副定镶件可成型出线夹的上端结构,主动镶件、副动镶件、成型块可成型出线夹的下端结构。动模组在分模过程中向下移动,于是两个滑动组分别被对应的斜导柱推向两侧,垫板也一直朝远离线夹的方向移动,然后垫板与线夹逐渐分离,此时线夹下端的凸起结构还位于抽芯块与成型块之间(抽芯块与成型块之间有空隙,该空隙用来成型线夹下端的凸起结构),抽芯块正好位于成型块上端,弹簧可将抽芯块推出垫板,滑筋在滑槽内逐渐移动,因为滑筋和滑槽都是倾斜向上,所以抽芯块会紧贴着动模芯并且向动模芯的正上方移动,直至线夹下端的凸起结构与抽芯块脱离(抽芯块与凸起结构上下分离,完成抽芯);等到垫板走了较远距离后,弹簧无法再将抽芯块推离垫板(抽芯块处于伸出垫板的最大行程位置),最后抽芯块离开线夹、成型块,动模组内的顶杆就将线夹顶出动模芯,完成脱模。再次合模后,抽芯块又逐渐缩进垫板内,直至滑动组恢复到初始位置。
附图说明
16.图1为线夹的示意图;
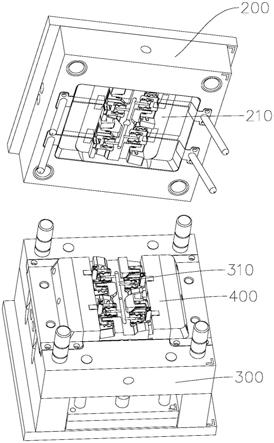
17.图2为本实用新型的分解示意图;
18.图3为定模组的分解示意图;
19.图4为动模芯和滑动组的分解示意图;
20.图5为动模组的分解示意图。
具体实施方式
21.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
22.如图1-5所示:用于成型汽车线夹的注胶模具,包括定模组200和动模组300,定模
组200设有斜导柱202和定模槽201,定模槽201内设有定模芯210,定模芯210设有定芯孔211,定芯孔211设有主定镶件240和副定镶件220,动模组300设有动模芯310和滑动组400,动模芯310设有动芯孔311,动芯孔311设有成型块9和主动镶件6,主动镶件6设有固定孔61,固定孔61内设有副动镶件8,成型块9设有成型槽91,滑动组400包括垫板2和抽芯块4,抽芯块4设有可将抽芯块4推离垫板2的弹簧3,垫板2设有倾斜的滑槽21,抽芯块4设有倾斜的滑筋43,滑筋43与滑槽21滑动连接;合模时,抽芯块4缩入垫板2内,垫板2与动模芯310贴合。本实用新型在动模芯310内设置了4个成型块9、主动镶件6、副动镶件8,所以每次合模、开模能成型出4个线夹100(动模芯310两侧均设置了两个镜像对称的线夹100)。
23.滑动组400还包括与垫板2固定连接的滑块1,滑块1与斜导柱202滑动连接。
24.抽芯块4设有定位块5,滑块1设有定位槽12,定位槽12与定位块5套接。
25.抽芯块4设有连接槽42,连接槽42与定位块5固定连接。
26.滑块1设有导孔11,斜导柱202与导孔11滑动连接。
27.抽芯块4设有第一簧孔41,滑块1设有第二簧孔13,弹簧3位于第一簧孔41、第二簧孔13内。
28.与其中一个主定镶件240相配的副定镶件220数量为两个且相互叠加,副定镶件220设有配槽221和凸台222,副定镶件220的配槽221与相邻的副定镶件220的凸台222配合。
29.副定镶件220的两侧设有定镶槽223,定镶槽223装有定嵌件230。
30.副动镶件8的两侧设有动镶槽81,动镶槽81装有动嵌件7。
31.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1